О швейной технике и не только. Машина швейная 22 класса
Швейная промышленная машина 1022, 22 класс
Швейная промышленная машина 1022, 22 класса – история развития
Советские, бывшие в употреблении швейные промышленные машинки 22 класса, до сих пор активно используются во многих частных швейных мастерских. И этот факт не удивителен, даже при нынешнем изобилии современной швейной техники в магазинах. Одним из фактов, объясняющих такую популярность старого, проверенного годами беспроблемной эксплуатации оборудования, является невозможность покупки современной и довольно дорогостоящей техники. И хотя швейные машинки 22 класса давно морально устарели, но по своим параметрам они редко уступают своим современным коллегам. Главным достоинством этой техники были и остаются надежность в процессе эксплуатации и универсальность использования. С хорошей настройкой, такая машинка может запросто справится с любым видом ткани, в том числе и с кожей.

Понятно, что внешний вид такого оборудования не отличается презентабельностью, но для множества мелких ателье и частных предпринимателей, зарабатывающих себе на жизнь пошивом, их использование становится единственным выходом при невозможности приобретения современного швейного оборудования.
Более современной модификацией машинки 22 класса стала машинка 1022 класса. Помимо своего, более современного внешнего вида она наделена устройством автоматической намотки нитки на шпульку и удобным рычагом обратного хода. В машине этого класса также применена автоматическая система смазки, позволяющая оператору не отвлекаться на смазочные операции и исключающая попадание смазочных материалов на ткань. Главным недостатком, так отличающим ее от своей предшественницы, машинки 22 класса, является характерная шумность, которая нарастает при наборе оборотов. Если в машинке 22 класса нет больших зазоров меж трущимися деталями и достаточно смазки, то она работает гораздо тише, чем машинка 1022 класса. Такая особенность объясняется тем, что на «старой» машинке вместо подшипников на главном валу применена втулочная система. Больше, в сущности, у этих машинок нет отличий. Они надежно проверены в своей эксплуатации, обладают простотой в настройке и до сих пор являются надежными помощниками в мелких ателье и швейных мастерских.
В том случае, если вы относитесь к тем портным, кто в своей работе до сих пор применяет машинки этих классов, то быть может, наш материал поможет вам выполнить некоторый мелкий ремонт и настройку машин, не прибегая при этом к услугам настройщика (зачастую, услуги такого мастера просто невозможны). Эта статья может быть использована как теоретический материал при выполнении ремонтных работ бытовых прямострочных машин, а также подобных им промышленных машин 97 класса.
Сравнение швейных промышленных машин 1022 и 22 класса
Примечательно, что машинки 1022 и 22 классов при всех своих различиях обладают одинаковыми параметрами для настройки регулирования процесса шитья. Помните, что выполнение регулировочных и настроечных операций, зачастую, требует определенного опыта и знания. Но, не начав регулировать и настраивать на практике, такой опыт рискует никогда и не появится.
У этих машин принцип образования петли и взаимодействия челнока с иголкой одинаковые. Они имеют вращающийся только в одну сторону челнок. Заправленная в ушко иглы нитка, прокалывая материал, опускается в свое крайнее нижнее положение. В момент подъема иглы из игольной нитки образуется небольшая петля, ее тут же захватывает носик челнока. Иголка поднимается вверх, при этом петля верхней нитки обводится вокруг шпульного колпачка посредством челнока. После того как стежок будет затянут, челноком совершается один холостой ход. Вот вкратце, как выглядит цикл образования челночного стежка. Прямострочные бытовые швейные машинки, снабженные колеблющимся челноком, функционируют примерно по такому же принципу.
Похожие записи:
Не упустите возможность сделать доброе дело: нажмите на кнопку социальной сети в которой Вы зарегистрированы, чтобы другие люди тоже получили пользу от этого материалаbizposhiv.ru
ПМЗ 22А класс. Часть первая. Лирика, Singer 96

История данной модели швейной машины берет корни из событий почти столетней давности. Собственно, в начале 20 века происходила очередная смена уровня производства, которая коснулась и швейного дела.
То, что было многие годы незыблемым — ремесленные мастерские — в новом веке потеряло свою силу. Неумолимо шел переход к разделению труда, конвеерному производству. В 1880-х начался выпуск ремесленной швейной машины Singer Manufacturing Improved. Эта машинка положила начало серии моделей 16-го класса, ставшей универсальным инструментом как для обработки кожи, так и для тонких тканей. В кустарных мастерских данная машина применяется и по сей день ввиду своей универсальности и износостойкости.

В 10-х годах 20 века свет увидел новый класс ремесленных машин Singer 31K. Данные машины пришли на смену 16-му классу. По сути они были логичным продолжением полета конструкторской мысли: были сохранены все сильные стороны 16-го класса и сделаны неплохие усовершенствования. Данная машина также была универсальной: сменив лапку на ролик и номер иглы можно было перейти от шитья постельного белья к шитью дубленок или парусины.

Но прогресс не стоит на месте. После всеобщего упадка экономики в мире в целом и в США в частности наступил период стремительного развития. Тут потребовалось новое оборудование и швейное в том числе.
Дело в том, что при всех своих достоинствах 31-й класс был достаточно медленной машинкой. В то время когда швейные фабрики требовали новых «скорострельных» машин, традиционный колеблющийся челнок не могу удовлетворить новые запросы.
Так пришло время машины, конструкция которой используется до сих пор, в успешно скопированных китайских машинах. Новая машина получила обозначение 96 класса. Стоит так же упомянуть о «младшей» модели Зингер 95К, которая отличалась меньшей длинной рукава и больше походила на бытовую машинку, но с промышленной «начинкой».

Новая модель получила ряд усовершенствований, которые в некотором роде сузили спектр ее применения. Хотя любой владелец Зингера 95/96 и ПМЗ 22 скажет вам, что этими машинами можно шить фанеру, тем не менее, изготовители этих машин позиционировали их как машины для тонких и средних тканей. И этому есть причина. В сравнении с Зингером 31К новая машина получила более «нежный» игловодитель. Данный ход позволил значительно снизить его массу, уменьшить вибрации в работе, а следовательно и максимальную скорость шитья. Так же стоит упомянуть ротационный челнок, который сводит вибрации к минимуму, но хуже подходит для шитья грубыми нитками.
Стоит обратить внимание и на привод самого челнока. Если классический колеблющийся челнок приводился в движение посредством колена на главном валу и системы рычагов, то теперь этот механизм был сведен к двум конусным редукторам и дополнительного вертикального вала. Изъяном такой конструкции является лишь более тяжелый ход машинки и повышенный уровень шума, что в условиях фабричного производства является несущественным.
Новая машина получила так же долгожданный рычаг реверса (или закрепки), одним нажатием которого ход машинки изменялся в обратную сторону сохраняя при этом длину стежка. Так же на машине был установлен регулятор длинны стежка нового типа с удобной регулировкой.

Заметно уменьшился размер махового колеса. Такой ход продиктован тем, что машина была предназначена для работы с электромотором с фрикционной передачей. Стоит отметить, что все-же были подклассы данной машинки и в СССР и за рубежом, которые оснащались тяжелым маховиком. Это были машины предназначенные для ремонтных мастерских или армейских нужд. В СССР они получили маркировки 22-Г и 322 соответственно. Самой же массовой стала машина 22-А, предназначенная для установки на промышленный стол с электроприводом.
В книге по ремонту швейных машин 22 класса вскользь упомянуто, что развитие швейного машиностроения началось после октябрьской революции. Среди обывателей часто встречается мнение, что первые отечественные машинки были копиями американских, ввиду их сходства. В этом мнении есть одна неточность. Это не копии, это те же самые машины. До революции завод в Подольске занимался сборкой швейных машин Зингер, частично из запчастей ввозимых из-за границы. После революции завод был национализирован, но для того что бы наладить в короткие сроки выпуск достаточного ассортимента качественно техники потребовался опыт зарубежных инженеров, которые внедряли свои технологии и предоставили оборудование для старта.
После 2-й мировой войны по репарационным требованиям из Германии в советский союз были вывезены целые заводы. Так появился Минской мото-велосипедный завод и многие другие. По некоторым данным оборудование завода швейных машин в Виттенберге оказалось в СССР и продолжило свою работу уже в этой стране. Завод в Виттенберге, к стати, не был похоронен. Он получил право на новую жизнь и после переоснащения начал выпускать продукцию под маркой VERITAS, но это уже другая история.
Путь 96-го Зингера в Советском Союзе не заканчивается в Подольском механическом заводе. Через некоторое время завод в Орше (Республика Беларусь), созданный в 1952 году начинает собственный выпуск швейных машин класса 22-А. Эти машины отличались от своих Подольских собратьев некоторыми мелочами, но из-за этих мелочей часть деталей между ними уже не была взаимозаменяемой.
Лирический обзор на этом заканчивается. Далее будут статьи о «потрошении» этой машинки.
bestcontent.pp.ua
Швейная машина 322 класс
Швейные машины, 322 класса, списаные с воинских частей по конструкции и деталям, не чем не отличаются от представленной ниже машины. Только, вместо пром стола, у них ящик, зелёного цвета, с электро приводом, с ножной подачей, как на бытовых швейных машинах и с блоком подключения к аккамуляторам авто машины.
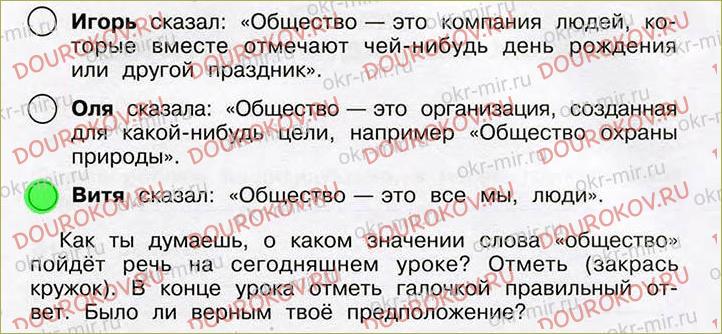
На фото 1, швейная машина 22 класса. П.М.З. Выпускалась с пром столом. Цифрами обозначены основные части машины:
- Платформа.
- Рукав.
- Фронтальная часть.
- Маховое колесо. Шкив.
- Механизм челнока.
- Механизм регулятора длины стежка.
Фото 1.

На фото 2, вид сзади, машина 22 класса.
-- --
Фото 2.

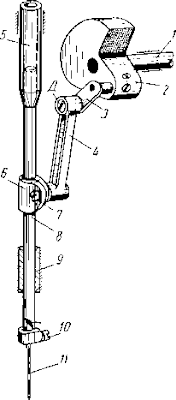
На фото 2-1, цифрами показаны составляющие детали машины 22 класса:
- Челнок.
- Втулка челнока.
- Вал челнока.
- Правая втулка вала челнока.
- Шестерня, вала челнока.
- Нижняя шестерня, вертикального вала.
- Нижняя втулка. вертикального вала.
- Вертикальный вал.
- Верхняя втулка, вертикального вала.
- Верхняя шестерня, вертикального вала.
- Шестерня привода челнока, на главном валу.
- Хомут тяги, для подъёма, транспортёрной колодки.
- Тяга с хомутом. Дышло - так называют механики.
- Нижнее соединение тяги с хомутом.
- Вал, отвечающий за подъём транспортерной колодки.
- Кронштейн, на нём фиксаторный винт, для выставки колодки по высоте.
- Ролик в вилке.
- Транспортёрная колодка.
- Рычаг, на нём крепится транспортёрная колодка.
- Вал, отвечающий за перемещение, транспортерной колодкой материала.
- Кронштейн с фиксаторным винтом.
- Тяга с вилкой. Отвечает за перемещение материала.
- Эксцентриковая втулка.
- Главный вал.
- Втулка, возле кривошипа.
- Кривошип.
- Отверстие, для нити, в нитепритягивателе.
- Верхний кронштейн нитепритягивателя.
- Поводок игловодителя.
- Хомут на стержне игловодителя, с фиксаторным винтиком.
- Верхняя, втулка на стержне лапки.
- Нижняя втулка. на стержне лапки.
- Иглодержатель.
- Нажимная лапка.
- Стержень лапки.
- Нижняя втулка.
- Ручка подъёма, стержня лапки.
- Кронштейн с хомутом, стержня лапки.
- Нажимная пружина.
- Корпус.
- Нажимная гайка, регулирует нажим лапки на материал
Зелёным цветом, отмечены точки смазки. Маслом И-18 А или И-20 А. ( старое название веретённое масло).
Фото 2-1.

Настройка машины, - 22 класса.
Подготовительные операции :
- Садимся за машину.
- Отцепить, от педали привода, цепь.
- Снять ремень, со шкива машины.
- Вытащить, из иглы и нитепритягивателя, верхнюю нить.
- Убрать с машины, вообще верхнюю нить.
- Заменить иглу (при шитье ткани на № 90, при шитье кожи на № 120).
Проверка работы машины, для диагностики:
- Медленно, правой рукой начинаем вращать, маховое колесо, на себя.
- Следим за иглой. Игла, должна опускаться, через игольную пластину и подымается в верх, свободно.
Если игла, проткнув игольную пластину, во что-то упирается, значит сбит челнок. В таком случае, настройку начинаем с него. Затем дальше, будем проводить диагностику.
Выставка и настройка челнока:
Предварительные операции:
- Снять иглу.
- Снять игольную пластину.
- Открутить два винтика М-4, снять транспортёрную колодку.
- Теперь немного обучения. Фото 3. 4; 5; 6; 7; 8.
- На фото 8, виден картер, на нём винт. Откручиваем этот винт.
- Вынимаем половинку картера.
На фото 3, челнок от машины 1022 класса.
По посадочному месту, челноки разные, но рабочая часть одинакова.
- Винт крепления, транспортёрной колодки.
- Транспортёрная колодка.
- Вид на посадочное место челнока, сверху.
- Вал челнока.
- Левая втулка, вала челнока.
Фото 3.

На фото 3-1, игольная пластина с транспортёрной колодкой.
В отвестии прохождения иглы, в игольной пластине, необходимо снимать фаски, не снятые фаски - это обрыв нитей:
- От куска мелкой, наждачной бумаги, на тряпичной основе, оторвать узкуую ленту.
- Свернуть вокруг продольной оси.
- Просунуть в отверстие.
- Изгибая, наждачную бумагу, подвигать влево и вправо.
Фото 3-1.

На фото 4, челнок 22 класса. У него три винтика, на посадочном месте, для крепления к валу челнока.
Фото 4.

На фото 5, вид снизу, машины 22 класса:
- Вал подъёма, транспортёрной колодки.
- Вал челнока.
- Вал подачи.
Вал № 3, предназначен, для передачи движения, транспортёрной колодке, на прдвижение материала.
- Втулка у челнока. Она находится, в этом приливе, корпуса.
- Втулка, дальняя, на валу челнока. Она находится, в этом приливе, корпуса.
Фото 5.

На фото 6: установочный палец 22 А класса.
Фото 6.

На фото 7-1, эскиз, вертикального вала:
- Вертикальный вал.
- Одна из двух, одинаковых шестерён. Конусных, с изогнутым зубом. С маркировкой ПМЗ 754 и ПМЗ 868. Номера и размеры, выписал при разборке машины.
- Форма зуба.
- Два тупых винтика, для вкручивания в шлици вертикального вала.
- В комплект, входят ещё два винта, М 6 х 0,6 но с острым концом. На фото не показаны.
Фото 7-1.

На фото 7 - 2, эскиз, вала челнока, размеры сняты, при разборке машины, штанген циркулем.
Фото 7 - 2.

На фото 8, цифрой 1 показан верхний, картер - коробочка - в которой находятся шестерни.
Одна косозубая шестерня, установлена на главном валу, эскиз на фото 10, вторая на вертикальном фото 7-1.
Фото 8.

На фото 8-1, механизм привода челнока.
- Главный вал.
- Шестерня на главном валу.
- Верхняя шестерня, на вертикальном валу.
- Втулка - верхняя, на вертикальном валу.
- Винт стопор, верхней втулки, на вертикальном валу.
- Вертикальный вал.
- Винт стопор, нижней втулки, на вертикальном валу.
- Втулка - нижняя, на вертикальном валу.
- Нижняя шестерня, на вертикальном валу.
- Правая шестерня на валу челнока.
- Винт стопор, правой втулки, на валу челнока.
- Правая втулка, на валу челнока.
- Вал челнока.
- Втулка, ограничивающая горизонтальное смещение челнока.
- Стопорный винт, втулки, ограничивающей горизонтальное смещение челнока.
- Посадочное место челнока.
- Посадочное место, подшпульника челнока.
Фото 8-1.

Выставка и настройка челнока: Продолжение! (начало перед фото 3)
- Вынули половинку картера.
- Снять маховое колесо.
Под маховым колесом находится доступ к верхнему картеру, вертикального вала. Нам нужно его вскрыть, для этого раскрутите на нём винтики. И он развалится на две одинаковые, половинки.
- Через отверстие, под маховым колесом, затягиваем винтики, на косозубой шестерне вертикального вала.
- Через отверстие, из которого вынимали половинку картера, затягиваем винтики на косозубой шестерне, на главном валу.
- На фото 9. Снизу, под верхней шестерней, на вертикальном валу есть втулка, 7. Через отверстие под шкивом, ослабляем винт крепления этой втулки 7. Втулку 7, с низу, фото 5, подбиваем через наставку, в упор к верхней косозубой шестерне, что на вертикальном валу. С зазором в 0,1 мм, между ними. Фото 9.
Главное не перебить! Иначе сбивать назад, будет сложнее! Перед затяжкой, проверяем в вёрнут ли тупой винтик, в шлиц вала!
- Тоже самое, делаем в нижнем картере фото 5, возле цифры 5. Затягиваем винтики на нижней косозубой шестерне. Втулку, нижнюю, подбиваем к нижней шестерне и фиксируем её зажимным винтом. С зазором в 0,1 мм, между ними.
Главное не перебить! Иначе сбивать назад, будет сложнее! Перед затяжкой проверяем в вёрнут ли тупой винтик, в шлиц вала!
Для понимания написаного, посмотрите - Фото 7-1; 7; 9; 10; 11; 12-1.
На фото 9, цифрами показаны детали машины:
- Винтики крепления - Челнока.
- Челнок.
- Эксцентриковая втулка.
- Вилка. Я называю - тяга с вилкой.
- Дышло. Я называю - тяга с хомутом.
- Колено главного вала.
- Верхняя втулка, вертикального вала.
- Нижняя втулка, вертикального вала.
- Дальняя втулка, вала челнока.
- Втулка, возле челнока.
Фото 9.

На фото 10, нарисована шестерня, установленная на главном валу. И указаны её отличительные размеры. Д - внутрений диаметр, равен 14,7 мм. Смотри - фото 11.
Фото 10.

На фото 11, эскиз, главного вала машины 22 класса.
Размеры сняты штангенциркулем, во время разборки машины. Вал не калёный. диаметр 14 мм это черновая обработка. Все остальные диаметры, шлифованые.
Фото 11.

На фото 12-1, устройство челнока:
- Винтик пружинки шпульного колпачка.
- Второй винтик, пружинки шпульного колпачка.
- Пружинка шпульного колпачка.
- Защёлка шпульного колпачка.
- Посадочная ось шпульного колпачка, в шпульнике.
- Посадочное место, в подшпульнике, для установочного пальца.
- Поясок под шпульника.
- Технологические отверстия.
- Винтик нитепредохранителя.
- Нитепредохранитель. Я называю пластина "ласточкин хвост".
- Посадочное место,пояска подшпульника.
- Посадочное место нитепредохранителя.
- Винтики, их 3 штуки, крепления челнока, к валу челнока.
- Винтики, их 3 штуки, крепления накладной пластинки.
- Накладная пластинка.
- Большое, технологическое отвертие в челноке.
- Носик челнока.
- Нитезахватная прорезь, в пояске подшпульника.
- Нитезахватная прорезь, в пояске подшпульника.
- Установочный палец. Фото 6.
- Винт крепления установочного пальца к корпусу машины.
- Пластина корпус установочного пальца.
- Полуотверстие, для фиксации, защёлки, шпульного колпачка.
- Нитенаправитель подшпульника.
- Шпулька. Шпуля.
- нет
- Штифтовая ось, защёлки шпульного колпачка.
- Кулачок, ручки-защёлки.
- Накладная пластина, шпульного колпачка.
- Фиксаторный винтик, накладной пластины. Предназначен для ограничения хода, накладной пластины.
- Замок, накладной пластины.
- Язык, накладной пластины.
- Ручка - защёлка.
- Пружинка, в которую упирается язык, накладной пластины.
- Прорезь под замок, в шпульном колпачке.
- Посадочное место пружинки, в шпульном колпачке.
- Ограничительное отверстие, под кулачок, ручки-защёлки.
Фото 12-1.

Переходим не посредственно к выставке челнока.( продолжение)
- Кладём машину, на заднюю стенку. Как на фото 5.
- На валу фото 7, с левой стороны, ставится челнок.
- А в шлицевую выточку, на валу челнока, должен быть ввёрнут, тупой винтик, крепления шестерни.
- К этой шестерне, надо подбить втулку с диаметром наружным 12 мм. С зазором в 0,1 мм.
- Зафиксировать втулку винтом.
- Одеть маховое колесо, на ось, главного вала.
- Проворачивая маховое колесо, проверить на лёгкость вращения.
- Если вращение тяжёлое, ослабьте слегка, зажимные винтики на втулках.
- Если вращение тяжёлое, это между втулками и шестернями нет зазора в 0,1 мм.
- И так, выставили шестерни, выставили зазоры между шестернями и втулками. Ослабляем винтик на правой втулке фото 7, с наружным диаметром - 12,7 мм.
- Ослабляем винтики крепления челнока, к оси, вала челнока.
- Вставляем иглу вверх, до упора в иглодержатель. Зажимаем винт, на иглодержателе.
- Медленно вращая маховое колесо, опускаем иглу. По фото 12.
Для лучшего понимания материала, использую фотографии, от машины Веритас с челноком 22 класса!
Первое условие - по фото 12.
- Устанавливаю в зацепление с подшпульником установочный палец. Фото 6.
- Придерживая челнок, на оси челнока, вращаем медленно маховое колесо.
- Игла, должна опускаться вровень,или + 1 мм, с окончанием -"ласточкиного хвоста".
- В таком положении, отпускаем челнок, на свободный проворот.
- Игла продолжает опускаться, по фото 13:
- Остриё иглы, коснулось плоскости отверстия, подшпульника.
- Слегка закручиваю один винт, крепления челнока.
- Контроль визуального положения,- в одной оси с иглой ось винтика, на челноке.
- Если у вас не так, можно, придерживая маховое колесо от проворота, провернуть челнок вручную, подкрутив второй винтик.
По фото 14, вид на иглу с боку. Игла в нижней точке ноль. Верх отверстия вровень с низом подшпульника. Не спешите выставлять иглу! Эта выставка будет в пункте 18!
- На фото 15, игла, поднялась из нижнего ноля на 1,8 - 2 мм. Вид на челнок с верху.
- Игла, пересекается носиком челнока.
- В таком положении, закручиваю, все винтики крепления челнока, к валу челнока.
Контрольное положение, правильности установки, на фото 16. По этому фото, можно всегда, определить правильность установки челнока! Выступ пластины с "ласточкиным хвостом", вровень с кончиком иглы!
- Выставляем высоту иглы, по кончику носика челнока:
- Фото 17. Винт на хомуте игловодителя, ослабить на 1- 2 оборота.
- Глядя на лыску иглы, выставляем, середину лыски иглы, относительно носика челнока.
- Придерживая игловодитель, в таком положении, зажимаем винтик, на хомуте игловодителя.
- Теперь выставка зазора, между носиком челнока и лыской иглы. Он должен составлять 0,1 мм:
- Проворачивая маховое колесо, выставляем челнок по фото 15.
- Ослабляем винтики, крепления челнока, пододвигаем челнок (носик), к игле. Винтики зажимаем.
- Вращая маховое колесо проверяем, вход - фото 12, высоту иглы в нижней точке ноль - фото 14, Пересечение с носиком челнока - фото 15 и выход иглы - фото 16.
- Выставляем зазор, между установочным пальцем и подшпульником Фото 18:
- Ослабить винтики крепления челнока, на 0,5 оборота.
- Пододвинуть челнок к игле.
- Винтики зажать.
- Вращая маховое колесо, проверяем, вход - фото 12, высоту иглы в нижней точке ноль - фото 14, Пересечение с носиком челнока - фото 15 и выход иглы - фото 16!
Выставка челнока окончена.
Первое условие - по фото 12.
Фото 12.

-- --
На фото 13, игла, в нижней точке ноль, вид на челнок, с верху.
Фото 13.

По фото 14, вид на иглу с боку, игла в положении, нижний ноль.
Фото 14.

На фото 15, пересечение иглы, с носиком челнока.
Фото 15.

На фото 15-1, пересечение иглы, с носиком челнока.
По фото видно, носик челнока отгибает - иглу. Во время шитья - игла прошедшая через материал, будет сломана - носиком челнока! Нужно отодвигать вал челнока, вместе с челноком от иглы. Зазор должен быть 0,1 мм!
Фото 15-1.

Контрольное положение, правильности установки, на фото 16
Фото 16.

На фото 17, хомут с винтом, фиксации игловодителя по вертикале.
Фото 17.

На фото 17-1, изображон игловодитель с иглодержателем, 22 класса.
Фото 17-1.

На фото 18, показаны зазоры:
- Между под шпульником челнока и установочным пальцем 0,5-0,8 мм.
- Между носиком челнока и лыской иглы 0,08 - 0,1 мм.
- Цифрой 1 показан -Установочный палец.
- Цифрой 2 - игла.
- Цифрой 3 - носик челнока.
Фото 18.

Продолжаем проверку работы машины.
Сбой длинны стежка.
На фото 19, показаны детали, механизма, управления длиной стежка.
- Фиксатор, длины стежка.
- Регулятор длины стежка.
- Ручка закрепки.
Неисправность.
Бывает так, что винт 2 ослабляется. Выставляется регулятор просто:
- Под лапку кладем лист бумаги.
- Вынимаем верхнюю нить, из иглы.
- Делаем 5 стежков. 5 проколов.
- Измеряем линейкой, по центрам проколов, растояние. Предполжим 3 мм.
- Ослабляем винт крепления, диска № 2.
- Ставим диск 2, цифрой 3, напротив фиксатора длины стежка № 1.
- Удерживая диск 2, одной рукой, второй, вкручиваем и затягиваем винт, через диск - регулятор.
Фото 19.

На фото 20, показаны детали, (механизм отрегулирован):
- Кронштейн с направляющими, для сухарика.
- Эксцентриковая втулка, на главном валу. Стрелка указывает на зажимной винт 2.
- Тяга с вилкой. Вилка.
- Картер с шестернями, горизонтального и вертикального вала.
- Дышло или тяга с хомутом.
- Технологическое отверстие, в корпусе, для смазки, вилки. И дышла.
Фото 20.

Вот порядок действий при выставке, эксцентриковой втулки:
- Винт 2, вывернуть полностью.
- Винт 1, его на фото не видно, но он вкручен в эксцентриковую втулку, ослабил.
- Под лапку, положил лист бумаги.
- Лапку опустил.
- Регулятор длины, установить в положение ноль.
- В отверстие винта 2, вставил отвёртку.
- Вращая маховое колесо, придерживая отвертку, экцентриковая втулка, провернётся на оси главного вала, под тем углом, что нам нужен. Игла должна опускаться, в одну и ту же точку.
- Винты № 1 и № 2, в крутить и зажать!
Винты зажал! Пробное шитьё, показало, что длина стежка регулируется. Строчка вперёд и назад получается. Длина стежка, на закрепке одинакова. Всё регулировка этого узла закончена.
На фото 21, показан вариант ремонта, ручки закрепки.
- Место облома зачистить напильником. Этот кроштеин, изготовлен из чугуна - литьё.
- Из дюралеаллюминия, гетинакса, оргстекла. Легко изготовить прямоугольную пластинку, 30 х 20 х 10 мм.
- Сверлом 3,2 сверлим отверстия, одно в обломаном кронштейне, второе в нашем прямоугольнике.
- Изготавливаем шпильку, длинной 40 мм с нарезаной резьбой М 4.
- нарезаем резьбу метчиком М 4, в нашей заготовке и в обломаном кронштейне.
- Разводим эпоксидную смолу, и по одной капле в каждое отверстие с резьбой.
- Вворачиваем шпильку сначало в кронштейн, затем в наш прямоугольник.
- 24 часа и можно пользоваться закрепкой.
Фото 21.

На фото 22, показан эскиз, эксцентриковой втулки. машины 22 класса.
Фото 22.

На фото 23, игольная пластина, машины 22 класса.
Фото 23.

На фото 24, регулятор длины стежка, он состоит из:
- Зажимной винтик на основании.
- Корпус основания.
- Компенсационная пружинка.
- Стержень - толкатель.
- Ось, регулятора верхней нити.
- Тарелочка.
- Тарелочка.
- Шайба с перемычкой.
- Конусная пружина.
- Регулировачная нажимная гайка.
Фото 24.

На фото 25, регулятор, натяжения верхней нити, в сборе.
Фото 25.

На фото 25-1, момент сброса нити с челнока. Образуется петля, которая собирается одеться на установочный палец.
Фото 25-1.

На фото 25-2, нить уже оделась на установочный палец.
Фото 25-2.

Причина :
слишком эластичная нить и отсутствие компенсационной пружинки. Либо её слабое натяжение!
На фото 26, подставка под катушки. Устанавливается на пром. стол. Размеры даны для изготовления и регулировке по высоте.
Фото 26.

На фото 27, регулировка узла лапки.
- Давление лапки 1, на материал, регулируется винтом 4, путем деформации пружины 5.
- Высота подъема лапки 1, над игольной пластиной, регулируется вертикальным перемещением пружинодержателя 6, после ослабления винта 3.
- При опускании пружинодержателя 6, высота подъема лапки 1, увеличивается.
- Положение рожков лапки 1, относительно линии движения иглы, регулируется поворотом стержня 2, после ослабления винта 3.
Фото 27.

Настройка машины закончена.
Смазка узлов.
На фото 28, показаны отверстия для ежедневной смазки маслом И-18 А или И-20 А. Смазка снаружи.
В отверстие под № 4 и 5, можно капать масло, только когда игла находится либо в нижней точке ноль, либо в верхней точке ноль! При других положениях масло попадёт в поддон машины!
-- --
Фото 28.

На фото 29. Показаны точки смазки, со стороны фронтальной части.
- На ось, нитепритягивателя. Там отверстие для смазки.
- На верхнюю ось, нитепритягивателя.
- Сверху на стержень лапки,
- На нижнюю втулку, сверху. На стержень лапки, но с поднятой лапкой.
- На нижнюю и верхнюю втулки, стержня, игловодителя.
Фото 29.

На фото 30. Показаны точки смазки. Снизу платформы.
Фото 30.

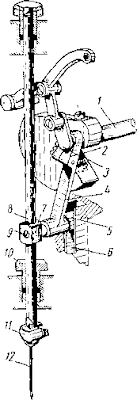
На фото 31. Показана точка смазки, челнока.
Эту точку, смазывать два раза в день утром перед началом работы и после работы. После смазки утром, прострочить на машине обрезки ткани, в течении 2 минут. Из челнока выйдут излишки масла. И прошиваемые изделия, не будут испачканы маслом.
Фото 31.

www.remont-shvejnyh-mashin.com
Ремонт швейных машин 1022, 22 класса в тирасполе.бендерах.слободзее - 29 Июля 2016
Промышленные швейные машины 22 класса и 1022 класс используются во многих ателье и мелких производственных швейных цехах. Устройство, регулировка и настройка этих швейных машин практически одинаковое. И, кроме того, во многом аналогично другим моделям прямострочных промышленных машин челночного стежка, в том числе и бытовых швейных машин.
Если вам приходится ремонтировать и настраивать швейную машинку своими руками, в первую очередь используйте материал этой статьи. В ней рассматриваются основные параметры настройки петлеобразования любых швейных машин челночного стежка, в том числе и выполняющих строчку зигзаг. В других статья сайта вы сможете найти дополнительную информацию о ремонте и регулировке бытовых швейных машин, таких как Чайка, швейная машинка Подольск, Зингер, Веритас и др. В этой статье мы также предлагаем вам краткое описание устройства промышленных швейных машин 22, 1022, 97 класса. Для чего они предназначены, в чем их главное отличие и преимущества.
1. Швейная промышленная машинка 22 класса

Несмотря на обилие в магазинах швейной профессиональной техники, многие до сих пор используют старые промышленные швейные машинки 22 и 1022 класса. Несмотря на то, что швейная машина 22 класса ровесница пенсионерам, она применяется до сих пор не только любителями, но и профессионалами в мелких швейных предприятиях. Одна из причин, вероятно в том, что купить новую универсальную промышленную швейную машину не всегда есть возможность, а швейная машинка 22 класса хотя и морально устарела, но по многим параметрам не уступает современным.
Главное ее достоинство в том, что это универсальная и надежная машина. Хорошо настроенная швейная машина 22 класса качественно шьет любую ткань, в том числе и кожу. Конечно, вид у этих машин достаточно потрепанный, ведь они много трудились не один десяток лет. Но, для мелких швейных ателье, не имеющих достаточных финансов купить современную швейную технику, б/у швейная машина 22 класса иногда просто единственный выход.
2. Швейная машина 1022 класса - это современная модификация 22 класса

Швейная машина класса 1022 - это более современная модификация машинки 22 класс. У нее более современный вид, на корпусе установлено автоматическое устройство намотки нитки. Намного удобнее сделан рычаг обратного хода (закрепки), используется другая конструкция регулятора длины стежка. Предусмотрена автоматическая смазка и др. Однако, предыдущая модель швейной машины 22 класса сделана все же удачней. Причин тому несколько, главная из которых состоит в том, что на главном валу у нее используются втулки, а не подшипники. Именно поэтому она менее шумная в работе.
Эксплуатация швейной машины 1022 класса сопровождается характерным шумом, а на больших оборотах шум становится достаточно заметным. А вот 22 класс, при условии, что нет больших зазоров в узлах, работает мягко и значительно тише. В остальном же, машины эти практически ничем не отличаются. Просты в эксплуатации и настройке, выдерживает большие нагрузки и до сих пор являются надежным помощником ателье и мелких швейных производств.
3. Швейная машина 97 класса имеет похожие настройки

Швейная машина 97 класса предназначена для пошива легких костюмных тканей в условиях фабричного пошива на высокой скорости. Именно поэтому у нее используется автоматическая смазка узлов и механизмов и вместо фитилей (1022 класс) работает масляный насос. А стеклянное "окошко" на корпусе позволяет контролировать давление масла, в которое при сильных оборотах "бьет" струя масла.Важной особенностью данной машинки является роторный тип нитепритягивателя и использование в конструкции машинки ременной передачи, связывающей движение верхнего (главного) и нижнего вала. Именно поэтому швейная машина 97 класса работает почти бесшумно.
Для ателье, а также швей, работающих дома эта машина подходит идеально. Она качественно шьет любые ткани, в том числе и трикотажные. Единственный ее "минус" в том, что она не сможет шить слишком толстые и грубые ткани, в том числе и кожу. Для этого больше подойдут швейные машины 22 и 1022 класса.

Еще одно отличие в том, что диаметр внутреннего отверстия челночного хода швейной машинки 97 класса несколько отличается и поэтому челночное устройство 22 класса не подойдет, зато шпульный колпачок у всех этих машин взаимозаменяемый.Если в вашем ателье или даже дома вы используете промышленную швейную машину 97 класса, то этот материал, возможно, поможет вам самостоятельно отрегулировать и выполнить мелкий ремонт, не прибегая к услугам мастера. Тем более, что не у всех есть такая возможность, поскольку не везде уже есть такой мастер.Следует отметить, что при выполнении некоторых настроек требуется опыт, а не только знания. Но, начните ремонтировать самостоятельно и опыт появится.
4. При подъеме иглы на 2 мм носик челнока захватывает нитку

Принцип петлеобразования и взаимодействия иглы с челночным механизмом у этих машин одинаковый, поэтому мы будет использовать в качестве примера только промышленную машину 22 класса. У швейной машины 22 класса челнок вращающегося типа, то есть, он всегда вращается по кругу и только в одну сторону. В профессиональном лексиконе его называют челноком двойного облегания, поскольку для полного формирования стежка он должен сделать два оборота. На это момент следует сразу обратить внимание, прежде чем выполнять регулировку.
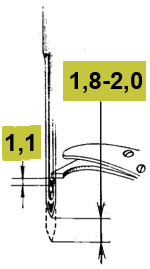
Крайнее нижнее положение иглы - это первый и важный параметр, с которого нужно начинать настройку швейной машины. Верхняя нитка, заправленная в ушко иглы, прокалывает материал и опускается вместе с ней в крайнее нижнее положение. При подъеме иглы на 1,8 - 2,0 мм образуется (из игольной нитки) небольшая петля, которую захватывает носик челнока. Игла продолжает движение вверх, а захваченная челноком петля обводится вокруг шпульного колпачка. Для полного формирования и затяжки стежка, челнок совершает еще один "холостой" оборот. Таков цикл образования челночного стежка двойного облегания.
Примерно по такому же принципу работают и бытовые швейные машины с горизонтальным вращающимся челноком не только прямострочные, но и полного зигзага. Но в отличие от прямострочных машин, для машин выполняющих строчку зигзаг нужно настраивать еще два параметра. А именно, положение носика при левом и правом уколе иглы. См. Швейная машинка Чайка.
5. Момент встречи иглы с носиком челнока

Момент встречи иглы с носиком челнока - самый важнейший параметр настройки швейной машины. От своевременности подхода носика, зазора между ним и лезвием иглы, положения нижней кромки челнока относительно ушка иглы и будут зависеть появление многих дефектов строчки. Обратите внимание, что причиной таких дефектов может стать и неправильное взаимодействие иглы и механизма продвижения ткани (рейки). Подробно об этом читайте в статье "Настройка продвижения ткани".
Чтобы отрегулировать взаимодействие иглы носика челнока снимите игольную пластину и очистите отсек волосяной щеточкой от очесов и грязи. Желательно также снять и лапку, чтобы она не мешала обзору, а иногда можно снять и рейку. Кстати, данную регулировку очень удобно делать, используя лупу.
Ослабьте винты крепления челночного хода так, чтобы челнок мог туго, но проворачиваться на своей оси. Затем, осторожно поворачивайте на себя правой рукой маховик швейной машины, одновременно придерживая левой рукой корпус челнока, чтобы его носик постоянно находился на оси иглы, а игла вошла в окошко шпуледержателя до крайнего нижнего положения.Теперь поднимите иглу (вращая маховик) с самого нижнего положения вверх на 1,8 - 2,0 мм. Меньший размер рекомендуется для тонких тканей, больший - для толстых тканей.Используйте любой удобный вам способом для определения этого расстояния. Например, можно на игловодителе сделать метку карандашом или фломастером.
Когда вы сможете уверенно поднять иглу на столь малое значение, можно приступить к еще более сложному заданию. А именно, удерживая положение иглы на 1,8 - 2,0 от ее самого нижнего положения, осторожно подвести к лезвию иглы носик челнока, чтобы расстояние от верхней кромки ушка иголки до нижней кромкиносика челнока было 1.1 мм. Зазор этот можно слегка увеличивать, но уменьшать нельзя.Одновременно следует установить и еще один параметр - зазор между носиком челнока и лезвием иглы в момент их встречи, с учетом предыдущих параметров. Он должен быть минимальным 0.05 - 0.1 мм. Для этого корпус челночного хода необходимо сдвигать вдоль вала, на котором он укреплен, приближая или удаляя от иглы. Только следите, чтобы игла не касалась носика челнока. Здесь обойтись без лупы точно будет трудно.
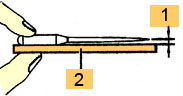
6. Зазор между осью иглы и кромкой пальца
Если вам удалось наконец-то установить данные зазоры, можно аккуратно, чтобы не сбить установленные зазоры, затянуть отверткой винты крепления челнока.Сразу хочу предупредить, с первого раза выставить точно зазоры не получится, наберитесь терпения.
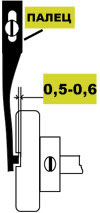
Проверните маховик несколько раз, и еще раз проверьте, с помощью лупы, установленные зазоры. После этого можно окончательно дотянуть три винта крепления челночного хода, длинной и мощной отверткой.Хотелось бы на этом закончить настройку вашей швейной машины 22 класса, но прежде чем ставить игольную пластину на место, посмотрите через лупу еще пару параметров:размер между осью иглы 1 и кромкой пальца 3 должен быть в пределах 0,1 - 0,5 мм;зазор между пальцем 3 и шпуледержателем 2 должен быть 0,5 - 0,6 мм.Положение пальца регулируется винтом, крепящим его к корпусу машины. Вы его найдете, если опрокиньте машину набок. Как правило, эти регулировки у швейных машин 1022 и 22 класса сбиваются редко, поэтому просто проверьте. Но учтите, что если зазор между пальцем 3 и шпуледержателем 2 будет меньше чем 0,5 - 0,6 мм, нитка будет в нем защемляться и обрываться. Это в худшем случае, в лучшем - появится петляние нитки.
7. Пропуски могут появиться, если сместился игловодитель
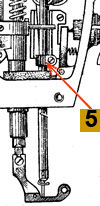
Причиной появления пропусков может стать ослабление крепления винта игловодителя 5. Такое бывает, когда на машине шьют очень грубую и толстую ткань. Игловодитель может сдвинуться вверх вместе с иглой, и носик челнока будет проходить ниже ушка иглы. То есть, не будет захватывать петлю верхней нитки.Снимите фронтальную крышку машины, игольную пластину, лапку. Настройте положение игловодителя вместе с иглой, чтобы носик челнока был выше ушка иглы на 1.1 мм (см. выше).
Настройка промышленной швейной машины любой модели, в том числе и 1022, 22 класса, достаточно сложное дело и мастер учитывает множество параметров одновременно, установить которые не сможет неопытный человек. Даже зная, как настроить, трудно это сделать качественно, одновременно учесть все "мелочи". К тому же, существует много приемов, отработанных индивидуальной практикой мастера, и не описанных ни в одном учебнике. Например, опытный мастер может изменить даже заводские параметры. Он может сточить некоторые грани челночного хода, изменить форму носика челнока, увеличить высоту подъема лапки выше нормы и т.д. Поэтому учтите, что, даже настроив швейную машину своими руками, точно как написано в инструкции, при критической нагрузке машинка начинает пропускать стежки в строчке, петлять и рвать нитку.
8. Как настроить крайнее нижнее положение иглы
Если вам придется регулировать положение игловодителя, и результаты настройки будут неважные, даже после идеально выставленных зазоров, то следует посмотреть еще один параметр. Дело в том, что крайнее нижнее положении иглы в машине может быть неточно выставлено изначально, или сбито при повышенной нагрузке, и все ваши усилия могут быть напрасными, и швейная машина все равно будет делать пропуски.
При настройке крайнего нижнего положения иглы у промышленной швейной машины 1022, 22 класса следует ориентироваться на расстояние между внутренней поверхностью шпуледержателя (в него вставляется шпульный колпачок) и нижней кромкой ушка иглы. Это расстояние должно быть 0,15 - 0,35 мм (меньший размер для тонких тканей). То есть, когда иголка опустилась в самое нижнее положение и вошла в шпуледержатель, нижняя кромка ушка иглы должна находиться ниже внутренней стенки шпуледержателя на этом расстояние (примерно половина отверстия ушка иглы).
Теперь вы знаете основные параметры настройки работы главного узла швейной машины 22 класса, и остается лишь добавить несколько мелочей.
9. Натяжение компенсационной пружины влияет на качество строчки
Важным элементом получения красивой строчки на любой швейной машине является правильное натяжение компенсационной пружины 2. Часто эта пружина вообще отсутствует или находится в нерабочем, сломанном состоянии. Машина вроде шьет и иногда хорошо, и никто не обращает на это внимания. На самом деле, эта пружина помогает формировать красивую строчку при пошиве тонких или трикотажных тканей. В определенный момент она затягивает нижнюю нитку в строчку и препятствует появлению "петляния" нитки, "косых" стежков и др.

Ослабьте винт крепления натяжителя в корпусе машины справа (утопленный, еле заметный винтик) и снимите натяжителем целиком. Запомните, как был собран натяжитель, или даже зарисуйте. Положение крючка 2 и натяжение нитепритягивательной пружины регулируется поворотом корпуса после ослабления винта 3. Вертикальная часть крючка должна быть расположена слева под углом 45 градусов к горизонтали.Верхняя нитка обязательно должна быть заправлена через нитепритягивательную пружину.
Если после всех этих рекомендаций швейная машина все равно работает неважно, придется вам посмотреть еще одну статью "Настройка продвижение ткани", в которой речь пойдет о том, как настроить взаимодействие иглы и рейки. Об ней мы уже упоминали выше.
10. Что нужно сделать, чтобы швейная машина 22 класса шила кожу

Швейная машина 22 класса потому и ценится многим до сих пор, что она превосходно справляется с пошивом грубых толстых тканей и материалов. Полог из брезента, или 10-слойные джинсовые швы, кожу и т.п. машинка шьет без пропусков и качественно. Все это так, но при условии, что она настроена на пошив таких тканей.
Во-первых, вы должны знать, что к любой промышленной швейной машинке прилагается три комплекта игольных пластин и реек. Для пошива кожи нужен третий. Игольная пластина имеет большое отверстие, специально под толстую иглу, а рейка крупные зубья.Кроме того, чтобы машинка "надежно" шила кожу, нужно использовать соответствующие иглы и произвести "тонкую" настройку взаимодействия челнока и иглы на пошив толстых тканей.Обязательно проверьте, насколько высоко поднимается лапка до того момента, когда натяжитель начинает ослаблять нитку. Движение лапки вверх в определенный момент вызывает ослабление натяжения верхней нитки, и сколько бы вы не регулировали настройку челнока, на толстых участках в стежке снизу будут появляться петли, а иногда и обрыв нитки.Требуется также соблюдать и технологию пошива кожи, использовать специальные лапки и приемы, облегчающие работу швейной машинки.
Любой оверлок, в том числе и бытовой оверлок, устроен не намного сложнее швейной машины. Однако, настроить параметры его работы, установить правильные зазоры петлителей и игл оверлока очень сложно. Поэтому выполнить ремонт оверлока своими руками, без специальных знаний и навыков практически невозможно. Но, не всегда требуется выполнять именно ремонт оверлоков. То есть, устанавливать положение петлителей относительно игл, выполнять регулировку взаимодействия каждого петлителя и иглы, настраивать работу главного вала и т.д. В основном достаточно проверить правильность заправки ниток оверлока, настроить их натяжение, вовремя смазать и почистить оверлок и он снова будет качественно обметывать ткань.
Правильная заправка нитки в иглы и петлители оверлока, правильная регулировка натяжения ниток является основным условием качественной работы оверлока любой модели. По сравнению со швейными машинами челночного стежка оверлоки, бытовые коверлоки и промышленные распошивальные машины очень чувствительны к натяжению ниток и их качеству. Малейшее несоответствие норме приводит к появлению различных дефектов строчки. Поэтому при смене ниток начинайте работу с регулировки их натяжения.
1. Сложный ремонт оверлока может выполнить только мастер
В некоторых инструкциях к оверлокам предусматривается их ремонт, и даются различные параметры регулировки петлителей, взаимодействия их с иглой. Как правило, эти параметры являются лишь ориентировочными ("идеальными") и служат только ориентиром при настройке. Мастеру, выполняющему ремонт оверлоков, на основе этих рекомендаций приходится опытным путем доводить их до оптимального значения.
Никогда не пытайтесь производить регулировку петлителей и замену ножей, тем более их заточку, самостоятельно. Этот вид ремонта оверлока рекомендуется выполнять только профессионалу.
Все рекомендации в этой статье "Ремонт и настройка оверлока" обобщенные и подойдут, как теоретический материал, для любой модели 3-х, 4-х ниточного оверлока. Многие из них, возможно, помогут найти причину "поломки" вашего оверлока и настроить оверлок своими руками.Не забывайте внимательно прочитать инструкцию к вашей модели оверлока. В инструкции всегда можно найти нужную и полезную информацию. О том, как правильно заправить оверлок, настроить натяжение нитей, где и как смазывать оверлок, какой тип игл использовать. А иногда, даже рекомендации завода изготовителя о том, как заменить петлители и нож оверлока.
2. Пропуски и глухой стук - затупилась или погнулась игла
Если в строчке оверлока появились пропуски стежков и оверлок издает глухой стук при работе, то это верный признак того, что затупилась или погнулась игла. Немедленно замените иглу, поскольку тупая игла может стать причиной многих неполадок.
Игла оверлока - это самая важная его деталь. От ее состояния зависит много других параметров. В частности, зазор между лезвием иглы и петлителем. Это самый важный параметр, влияющий на выполнение обметочной строчки без пропусков.
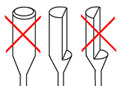
Притупленную иглу можно легко определить, если провести ногтем большого пальца правой руки вдоль острия иглы. Ноготь обязательно обнаружит загнутое место. Можно использовать для осмотра лупу, что намного удобнее и эффективнее. Проверять нужно не только острие, но и саму иглу, поскольку при обработке грубых участков ткани она может погнуться. Кстати, игла хорошего качества не гнется, а ломается.
Чтобы проверить, погнутая игла или нет, положите ее на идеально ровную поверхность. Осмотрите ее сверху и с боков: 1 - параллельный просвет; 2 - ровная поверхность (стекло и т.п.). При обнаружении малейшего искривления замените. Погнутую иглу не пытайтесь выпрямить. Настройки оверлока очень точные и не допускают использование таких игл.
3. Применяйте для оверлока только рекомендованные заводом иглы
Часто причиной ремонта оверлока становится установка иглы другого типа, не предназначенной для данной модели оверлока. Обратите особое внимание на то, какой тип иглы установлен в оверлоке. Обязательное условие качественного образования обметочного шва - применение игл, рекомендованных заводом изготовителем. Кроме того, что иглы могут быть с круглой или спиленной колбой, они еще могут отличаться и толщиной колбы. Иглы могут быть разной длины, иметь различную форму острия и иметь ряд других особенностей.
Если в оверлоке используются иглы с круглой колбой, то при ее замене нужно поставить точно такую же иглу, имеющей ту же толщину и длину колбы. Размеры и типы применяемых игл указаны в инструкции. Иногда, маркировка игл указывается в наклейке на внутренней части одной из крышек оверлока. Вам тоже можно записать эту маркировку на мелком клочке бумаги и приклеить прозрачным скотчем на корпус.
В любом бытовом оверлоке применяются иглы, предназначенные для бытового использования, со спиленной колбой. Такая игла устанавливается длинным желобком на себя, или спиленной частью колбы от себя. Обратите внимание, что в некоторых бытовых оверлоках (очень редко) могут использоваться иголки с круглой колбой.Устанавливать иглу следует обязательно до упора. Если в оверлоке используются две иглы, то они расположены со смещением (одна выше другой).
4. Толщина и эластичность нитки для оверлоков играют важную роль

Швейные нитки бывают не только разной толщины, некоторые из них используются только для пошива кожи, другие для шелковых тканей, хлопчатобумажных тканей и т.д. Для оверлоков нитки играют важнейшую роль. От неправильного их подбора зависит появление пропусков стежков в строчке. Если вы используете различные по качеству или толщине нитки на иглах и петлителях, то это сразу отразится на их натяжении. Следовательно, изменится формирование обметочного стежка и "рисунок" строчки нарушится.
Оверлок очень чувствителен к изменению натяжения любой нитки. Малейшее ослабление или увеличение натяжения одной из них может повлиять на все остальные. Идеально, использовать нитки одной и той же марки, одной и той же толщины, меняя только цвета. Но, на практике, такое редко возможно, поэтому при замене ниток на другой тип или толщину, рекомендуем ослабить все натяжители почти до "нуля" и на самом медленном ходу, постепенно увеличивать их натяжение. Одновременно проверяйте, какую нитку, и на сколько, требуется подтянуть.
При первоначальной настройке строчки оверлока, можно использовать разного цвета нитки. Это позволит "наглядно" производить регулировку натяжения каждой из них. А после установки правильного формирования стежка, замените их.
Старайтесь не использовать х/б или утолщенные нитки. Чем тоньше и эластичнее нить, тем легче она проходит в обметываемой ткани, иглах, петлителях, натяжителях и надежней образуются петли (напуски) для их захвата петлителями или иглами.
5. Смазке оверлока следует уделить особое внимание

Смазку швейных машин и оверлоков следует производить не реже 1 раза в полгода, а при интенсивном использовании оверлока, не менее 1 раза в месяц. Для смазки можно использовать медицинский шприц. Он намного удобнее и экономичнее стандартной масленки. Длинной иглой всегда можно "подлезть" в труднодоступные места, и значительно уменьшается расход масла.
Лишнее масло в районе иглы может испортить обрабатываемую ткань. Старайтесь аккуратней смазывать узлы, имеющие контакт с изделием. В инструкции оверлока приводится схема смазки, но можно использовать простое правило - смазывать любые доступные места, где есть трение металлических частей, даже если они не указаны заводом в инструкции. Чтобы тщательно смазать все узлы оверлока, иногда необходимо снять защитные крышки корпуса. Однако снимать их не всегда легко, поэтому можно обойтись заводскими метками для смазки.
Смазке оверлока следует уделять больше внимания, чем смазке швейной машинке. Оверлок работает на повышенных скоростях вращения вала и отсутствие достаточной смазки в некоторых узлах и механизмах может привести к перегреву деталей и даже их заклиниванию.После продолжительной работы, следует очистить отсек петлителей и другие доступные места от обрезков, очесов нитки, других механических загрязнений. Чистить очень удобно жесткой волосяной кисточкой для канцлерского клея.
6. Перечень типичных неисправностей оверлока

Ткань плохо продвигается. Давление прижимной лапки слишком слабое. Если ткань слишком тонкая, то давление нужно уменьшить, иначе ткань под лапкой будет собираться, а при растяжении шва, нитки строчки могут лопнуть. При обметывании толстых тканей прижим лапки следует увеличить. Как правило, усилие давления лапки на ткань не следует изменять, если в этом нет явной необходимости.Сломалась игла оверлока. Игла погнулась, или затупилась; неправильно установлена игла; ткань тянут рукой.Обрыв нити. Внимательно заправляйте нитки, особенно в петлители. В некоторых моделях оверлоков заправка в петлители довольно сложная процедура, и без специально изогнутого пинцета не обойтись. Обязательно нужно вставлять нитку во все указанные в схеме места ее крепления.Нитка запуталась. Проверьте катушку. Иногда, виток нитки может соскочить с катушки и зацепится за деталь корпуса. Проверьте нитенаправители и весь путь прохождения нитки. Слишком сильное натяжение ниток - это одна из причин обрыва. Использование другого типа игл (см. выше).Пропуск стежков. Игла погнулась или затупилась; неправильно установлена игла; используется игла, не рекомендуемая к применению заводом изготовителем; нить неправильно заправлена или пропущено одно из креплений нитки на пути ее следования; давление прижимной лапки слишком слабое.Стежки неравномерные. Неправильно отрегулировано натяжение ниток.Ткань сморщивается. Натяжение нити слишком большое. При шитье тонких и легких тканей натяжение ниток следует ослаблять. Нитка заправлена неправильно или запуталась.
7. Заправка ниток оверлока
Важно уметь правильно заправить оверлок. Правильная заправка ниток является основным условием нормальной работы оверлока. Для заправки оверлока используют пинцет.
Невозможно дать общую, универсальную схему заправки оверлока разных моделей. У каждого из них имеются свои небольшие особенности. Но принцип заправки оверлоков одинаковый, поэтому мы приводи схему заправки промышленного оверлока 51 класса, довольно популярного оверлока, используемого в домашних условиях и небольших ателье.
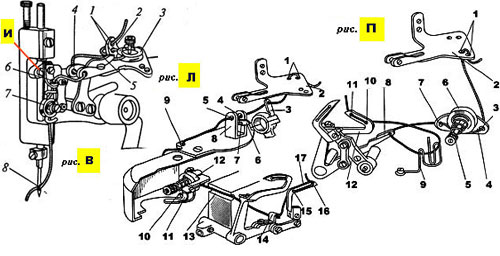
Заправка ниток в оверлок 51 класса.Вначале заправляют нитку правого (верхнего R) петлителя (рис. П) в два отверстия 1, между шайбами натяжителя 6 в нитеподатчик 8, под скобку проволочного нитенаправителя 9 и в глазки петлителя от себя. От стойки, с бобины для нижнего петлителя L (левого), нитка заправляется (рис. Л) в отверстие 1. Далее, в глазок нитеоттягивателя 3 и в отверстие нитенаправителя 8, закрепленного на крышке машины. Проводится через отверстие 9 и 10 в боковой крышке, далее через натяжитель 12, через нитепроводитель 13, под нитеоттягиватель 14 и в глазки левого петлителя (от себя).Игольную нитку снимают со стойки с бобины и проводят через отверстия 1 в нитенапрвительной пластине 2, между шайбами 3 регулятора натяжения. Далее, в отверстия 4 на левой стороне пластины 2 перед фасонным нитеоттягивателем 5, в глазок 6 нитеподатчика, закрепленного на поводке механизма иглы, между шайбами 7 натяжения и в ушко иглы 8 от себя.
remontpmr.my1.ru