Соединение отложного воротника с горловиной в изделиях с отворотами. Обработка воротника и соединение его с горловиной
Соединение воротника с горловиной в изделиях из шерстяных тканей
Если борта в изделиях из шерстяных или других плотных тканях обработаны полностью, подбора отгибают на лицевую сторону изделия. Готовый воротник, вкладывают между полоской и подбортом, располагая его нижним воротником к изделию, а верхним – к подборту, уравнивая срезы. Втачивают нижний воротник в горловину и, не отрывая ниток, притачивают верхний воротник к подбортам. Швы притачивания верхнего воротника к подбортам и шов втачивания нижнего воротника на участках от плечевых швов до уступов разутюживают, остальную часть шва втачивания нижнего воротника, то есть на участке между плечевыми швами, заутюживают в сторону нижнего воротника. На участках от уступов до плечевых швов нижние срезы разутюженных швов скрепляют машинной строчкой, а при изготовлении по индивидуальным заказам – вручную на расстоянии 0,1см от шва соединения. Срез стойки верхнего воротника на участке между плечевыми швами подгибают на 0,5-0,7см и настрачивают на расстоянии 0,1см от подогнутого края, закрывая строчку втачивания нижнего воротника. При этом строчка с лицевой стороны изделия должна проходить по основной детали ниже шва втачивания нижнего воротника, примерно на 0,1см. Воротник в готовом виде приутюжить
Соединение воротника с горловиной с застёжкой доверху
Готовый воротник совмещаем с изделием лицевой стороной нижнего воротника с лицевой стороной изделия, совмещая центры и концы воротника с контрольными точками. Вмётываем нижний воротник с подкладкой, а верхний временно отгибаем.
Вмётываем по воротнику от центра к левому концу и от правого конца к центру. Ширина шва 0,7-1см. Горловину слегка посаживаем на косых участках. Втачиваем по воротнику из конца в конец. Припуски заутюживаем на нижний воротник. Срез верхнего воротника подгибаем в сторону изнанки на 0,7-1см, сгибом, перекрывая шов втачивания нижнего воротника, и на 0,1см от сгиба, прокладываем машинную строчку или подшиваем потайными подшивочными. Воротник в готовом виде приутюжить
Обработка и соединение воротника-стойки
| Операция | ТУ выполнения |
| 1. Обтачать концы воротника стойки (опер. 1) | Воротник перегнуть вдоль по середине, сложить лицевой стороной внутрь, уровнять срезы и обтачать концы шириной шва 0,5-0,7см |
| 2. Подрезать припуски на швы в уголках | Ширина припуска 0,2-0,3см |
| 3. Вывернуть воротник на лицевую сторону | С помощью спец. приспособления |
| 4. Приутюжить воротник | Предварительно выправит углы и швы |
| 5. Вметать внутреннюю часть стойки в горловину | Внутреннюю часть стойки складывают лицевой стороной с изнанкой изделия. Вметать прямыми стежками, совмещаем надсечки |
| 6. Втачать воротник в горловину (опер. 2) | По изнаночной стороне внутренней части стойки между надсечками. Ширина шва 0,7-1см |
| 7. Заутюжить припуски на швы втачивания воротника | В сторону воротника на спец. колодке |
| 8. Заметать срез наружной части воротника-стойки | Подогнуть на 0,5-0,7см внутрь и заметать так, чтобы закрыть точку втачивания внутренней части воротника-стойки |
| 9. Настрочить подогнутый край наружной части стойки (опер. 3) | На расстоянии 0,1см от подогнутого края |
| 10. Приутюжить воротник | На спец. колодке |
studfiles.net
| Операция | ТУ выполнения |
| 1. Выкроить обтачку горловины | По форме горловины из одной или нескольких частей, шириной шва 3-4см |
| 2. Стачать части обтачки | Предварительно, проклеить прокладкой, стачать шириной шва 0,7-1см |
| 3. Разутюжить швы стачивания частей обтачек | Швы в изделиях из шерстяных и шёлковых тканях разутюживают, из х\б – раскладывают на две стороны |
| 4. Обработать внутренние срезы обтачки | В зависимости от ткани |
| 5. Притачать концы обтачек к внутренним срезам подбортов | Ширина шва 0,7-1см |
| 6. Заутюжить припуски на швы притачивания концов обтачки | В сторону подбортов |
| 7. Вметать воротник в горловину | Наложить воротник на лицевую сторону изделия нижним воротником вниз, уровнять срезы и разместить концы воротника на одинаковое расстояние от края борта |
| 8. Приметать обтачку с подбортами ко шву вмётывания воротника | Обтачку наложить на воротник лицевой стороной вниз, отгибая подборта на лицевую сторону воротника и уровнять срезы |
| 9. Втачать воротник в горловину вместе с обтачкой | По обтачке, шириной шва 0,7-1см |
| 10. Вывернуть углы бортов на лицевую сторону | С помощью спец. колышка |
| 11. Настрочить припуски на шов втачивания воротника в обтачку | По обтачке, на расстоянии 0,2-0,3см от шва |
| 12. Выметать шов втачивания воротника | Строчку выметать на расстоянии 0,3-0,5см от шва втачивания воротника со стороны основной детали |
| 13. Приутюжить шов втачивания воротника | На спец. колодке |
| 14. Прикрепить концы обтачки к плечевым швам | Машинной строчкой, параллельно плечевому шву |
| 15. Прикрепить внутренний край обтачки к спинке и полочкам | Ручными, потайными стежками по середине между серединой спинки и переда, над плечевыми швами, а так же по середине переда и спинки в изделиях без застёжки с большим вырезом горловины. В изделиях из шерстяных и шёлковых тканях, внутренний край обтачки может быть прикреплён по всей длине, на машине потайного стежка с предварительным примётыванием краем обтачки |
studfiles.net
Соединение воротника с горловиной — МегаЛекции
С горловиной изделия соединяют обработанный воротник или только нижний воротник, который в дальнейшем будет накрываться верхним воротником (при обработке отлета швом в подгибку и если воротник цельнокроенный с подбортами). Нижний воротник с горловиной соединяют стачным или накладным швом. Перед соединением нижнего воротника с горловиной стачным швом уточняют и подрезают срезы стойки воротника, раскепов подбортов и горловины. Линии раскепов намечают по лицевой стороне верхнего воротника и подбортов (каждого отдельно). В концах линии раскепов на верхнем воротнике и подбортах ставят поперечные контрольные надсечки. В подбортах и на верхнем воротнике подрезают припуск на шов, оставляя 0,8 - 1 см. Соединение нижнего воротника с горловиной и подбортов с верхним воротником выполняют на стачивающей машине с предварительным вметыванием или без него. Вметывают воротник в горловину со стороны нижнего воротника, приложив его лицевой стороной к лицевой стороне полочек, уравнивая срезы и совмещая середину нижнего воротника с серединой горловины спинки, а также концы воротника с контрольными надсечками по горловине полочек. В учебном процессе для облегчения вметывания воротник скалывают с горловиной булавками по контрольным надсечкам. Вметывают воротник за один прием - от правого конца нижнего воротника к левому или за два приема - от середины нижнего воротника к левому концу, а затем от правого конца к середине. Ширина шва вметывания 0,7 - 0,9 см, стежки прямые длиной 1,5-2 см с периодическим закреплением петлеобразными стежками. При обработке изделий из толстых тканей при вметывании нижнего воротника бортовую прокладку по горловине отводят в сторону. В изделиях из тонких тканей нижний воротник вметывают в горловину вместе с бортовой прокладкой. При вметывании нижнего воротника участок горловины от середины спинки до края борта условно разбивают на четыре участка с различными требованиями к каждому из них (рис. 50). I участок - от середины спинки, не доходя до линии плечевого шва на 1,5 - 2 см. Нижний воротник вметывают равномерно без посадки. II участок - над плечевым швом (от линии плечевого шва на 1,5 - 2 см в сторону спинки и на 3 - 4 см в сторону полочки). Для равномерного облегания отлетом воротника плечевой части изделия на этом участке посаживают нижний воротник на 0,5 - 0,7 см. III участок - от конца 11 участка до линии перегиба лацкана в пальто с застежкой до лацкана и не доходя на 2 - 3 см до конца горловины в пальто с застежкой доверху. Данный участок имеет косой срез и подвергается наибольшему растяжению во время обработки изделия, кроме того, он расположен над выпуклостью ключиц. Чтобы создать выпуклую форму для облегания ключиц, на данном участке посаживают горловину на 0,5 - 0,7 см (на величину посадки нижнего воротника на II участке). IV участок - часть горловины от конца III участка до начала борта. На IV участке нижний воротник соединяют с горловиной равномерно без посадки. При соединении нижнего воротника с горловиной могут возникать следующие дефекты: шов соединения частей нижнего воротника не совмещен с линией середины или со средним швом спинки. Для устранения дефекта необходимо распороть шов втачивания нижнего воротника, скрепить нижний воротник булавками с горловиной по контрольным надсечкам, начиная от линии середины, и вновь соединить; посадка нижнего воротника на I участке вызывает отставание нижнего воротника от шеи; допущенная посадка горловины на I участке создает складку на спинке под воротником; отсутствие посадки нижнего воротника на II участке не обеспечивает огибания шеи нижним воротником; не сделанная посадка на III участке горловины не создает огибания ключиц полочками; посадка на IV участке искривляет линию лацкана; несимметричное расположение частей горловины вызывает перекос в области горловины. Дефект допущен в результате смещения участков одной половины горловины относительно другой. Для устранения указанных дефектов необходимо выпороть нижний воротник и вновь соединить его с горловиной, учитывая необходимые требования соединения. При проверке общего баланса изделия могут быть выявлены следующие нарушения и рекомендованы пути их исправления: при соединении короткого воротника с горловиной полочки будут заходить в нижней части больше, чем нужно, а спинка внизу будет плотно прилегать к фигуре; при соединении длинного воротника (горловина растянута) полочки будут расходиться в нижней части, а спинка внизу отставать от фигуры. В обоих случаях воротник выпарывают из горловины и согласовывают размеры горловины и воротника. После проверки соединения нижнего воротника с горловиной сметывают раскепы. Сметывание производят со стороны подбортов, уравнивая срезы и совмещая контрольные надсечки, а также контролируют совмещение швов обтачивания воротника и борта. Втачивание нижнего воротника выполняют с одновременным стачиванием швов раскепов одной строчкой без обрыва нитки, начиная с левого шва раскепа. Втачивают по нижнему воротнику, етрочку прокладывают рядом со строчкой вметывания на расстоянии 0,8 - 1 см от среза. Возможна и другая последовательность соединения воротника с горловиной: вначале стачивают раскепы, а затем втачивают нижний воротник в горловину, и наоборот. Шов втачивания нижнего воротника в горловину и швы раскепов разутюживают на специальной колодке, располагая изделие воротником к работающему. Во избежание затягивания плечевые швы распарывают, не доходя до строчки втачивания нижнего воротника на 0,5 см. Шов нижнего воротника закрепляют за прокладку ручными косыми стежками, на спецмашине или на стачивающей машине, прокладывая строчку параллельно шву втачивания на расстоянии 0,2 см от него с лицевой стороны нижнего воротника. Из шва горловины высекают бортовую прокладку. Срез горловины бортовой прокладки, не закрепленный во время втачивания, прикрепляют к прокладке нижнего воротника одновременно с закреплением шва. Швы раскепов должны быть прикреплены к швам соединения нижнего воротника с горловиной. Прикрепление выполняют ручными прямыми стежками длиной 1 - 1,5 см (рис. 51, а) или с помощью клеевой пленки (рис. 51, б). В массовом производстве клеевую пленку прокладывают по швам раскепов на пленочной машине, начиная от уступов и заходя на 2 - 3 см за перегиб лацкана. Ширина пленки 0,3 - 0,4 см. Верхний воротник наметывают на нижний ручными стежками длиной 1,5-2 см, прокладывая строчку вдоль швов раскепов по верхнему воротнику на расстоянии 0,2 см от них и по перегибу стойки, создавая облегание верхним воротником перегиба стойки нижнего воротника. Затем закрепляют швы раскепов со стороны подборта ручными прямыми стежками длиной 1 - 1,5 см на расстоянии 0,1 - 0,2 см от шва раскепа. В изделиях из тонких тканей во избежание пролегания шва на участке раскепов ставят прокладки из коленкора, бязи или флизелина. Соединение нижнего воротника с горловиной накладным швом указано в гл. 2 п 10 «Обработка жакетов».
Особенности обработки воротников и соединение их с изделиемВоротники, цельнокроенные с верхними частями подбортов. Обработку бортов нижнего воротника и соединение его с горловиной выполняют, как описано в гл. 1, п 9. Верхний воротник, цельнокроенный с верхними частями подбортов (воротник шалью), стачивают по средним срезам швом шириной 1 см, одновременно притачивают надставки к подбортам. После влажно-тепловой обработки верхний воротник с подбортами наметывают на изделие. Для этого вначале на столе раскладывают воротник с подбортами лицевой стороной вверх, сверху накладывают изделие лицевой стороной вниз, совмещая средние линии на верхнем и нижнем воротниках. Срезы воротника с подбортами выпускают на 0,7 - 1 см относительно соответствующих срезов изделия. Первую строчку наметывания прокладывают по линии перегиба лацкана и перегиба стойки со стороны бортовых прокладок. Затем изделие перевертывают воротником и подбортами вверх и наметывают на него подборта и верхний воротник. После сутюживания посадки борта и воротник обтачивают за один прием со стороны кромки (рис. 52). Подобным способом обрабатывают борта и воротник со стачанными швами раскепов.
Отрезной воротник-стойка. Для обработки воротника-стойки необходимы следующие детали кроя: верхний воротник, располагающийся с наружной стороны, нижний воротник, прилегающий к шее, и прокладка. Обработку отлета и концов воротника выполняют обтачным швом с образованием канта из верхнего воротника шириной 0,2 - 0,3 см (в зависимости от ткани).Нижний воротник укрепляют прокладкой, закрепляя ее ниточным или клеевым способом, как в отложных воротниках. Затем выполняют приутюживание и подрезку нижнего и верхнего воротников. Воротник обтачивают, шов разутюживают, излишки ткани в углах подрезают, оставляя 0,2 - 0,3 см, затем вывертывают, выметывают и приутюживают. Готовый воротник соединяют с горловиной. В изделиях из тонких тканей воротник вметывают в горловину со стороны нижнего воротника вместе с верхним на участке горловины полочек, а по горловине спинки вметывают только верхний воротник, отогнув нижний. Срез стойки нижнего воротника над плечевыми швами рассекают. Концы воротника перекрывают подбортами, перегнув их на лицевую сторону полочек, и закрепляют в шов вметывания воротника. Воротник втачивают в горловину со стороны воротника. Шов соединения воротника с горловиной на участке спинки разутюживают. Срез нижнего воротника прикрепляют к шву втачивания воротника ручным или машинным способом. В изделиях из толстых тканей соединение воротника-стойки производят, как в отложных воротниках при обработке его стачным швом.
8. Технологический процесс обработки и сборки рукавов. Разновидности методов обработки низа рукавов без манжет и с манжетами, со шлицами. Соединение втачных рукавов с изделием. Соединение рукавов реглан, цельновыкроеных. Особенности обработки рукавов сорочек и платьев.
megalektsii.ru
5.4 Обработка воротника и соединение его с изделием
По конструкции воротники верхней одежды очень разнообразны.
Обычно воротники состоят из трех деталей: нижнего и верхнего воротников и прокладки. Иногда в целях экономии материала нижний воротник выкраивают из двух деталей.
Процесс обработки воротников состоит из трех этапов: обработки нижнего воротника, соединения его с верхним воротником и соединения воротника с горловиной изделия.
Методы и последовательность обработки воротников зависят от их конструкции, вида и модели изделия, применяемых материалов и способов крепления деталей.
В исследуемых моделях обработка воротников представлена в приложении 3.
5.5 Обработка рукавов и соединение их с изделием
По конструкции рукава верхней одежды очень разнообразны.
В летней и демисезонной одежде рукава изготовляются с подкладкой, а в зимней – и с утепляющей подкладкой.
Характер и последовательность обработки рукавов в значительной степени зависят от их конструкции и применяемых материалов. Несмотря на различия в конструкции рукавов, их обработку можно разбить на два этапа: обработку рукавов (верх, подкладка и соединение подкладки с верхом, обработка манжет и соединение их с рукавом) и соединение рукавов с изделием.
5.6 Обработка низа изделия, шлиц, подкладки,
утепляющей прокладки.
В зависимости от толщины и структуры ткани, степени осыпаемости и фасона низ изделия обрабатывается различными способами.
Все способы можно подразделить на два класса: I — шов вподгибку с закрытым срезом для тонких тканей; II — шов вподгибку с открытым срезом для толстых тканей.
Понятие «шов вподгибку с закрытым срезом» включает в себя следующее:
Потайные подшивочные швы;
Декоративная строчка.
К понятию «шов вподгибку с открытым срезом» относятся:
Крестообразные стежки;
Подшивание вручную потайными стежками;
Окантовывание;
Обработки низа изделий косой бейкой или шелковой тесьмой.
5.7 Разработка схем расположения клеевых материалов на деталях кроя
В начальную обработку изделия входит процесс соединения деталей кроя с деталями клеевых материалов. Это придает необходимую жесткость изделию, а также служит защитой от растяжения или осыпания некоторых деталей в процессе производства.
Таблица 6 – Конструкция и место расположения клеевых деталей кроя
| Наименование детали | Эскиз детали | Наименование срезов и конструктивных линий | Количество деталей |
| Спинка цельнокроеная с задней частью рукава | 1-2 средний срез 2-3срез низа 3-4 боковой срез 4-5 срез притачивания ластовицы 5-6 нижний срез рукава 6-7 срез низа рукава 7-8 верхний срез рукава 8-9 плечевой срез 9-1 срез горловины | 2 | |
| Перед цельнокроеный с нижним воротником | 1-2 плечевой срез 2-3 срез отлета 3-4 чрез втачивания воротника в горловину 4-5 средний срез 5-6 срез отлета воротник 6-7 средний срез 7-8 срез низа 8-9 боковой срез 9-1 срез соединения с бочком 3-6 линия перегиба | 2 | |
| Листочка | 1-2 верхний срез 4-5 нижний срез 6-3 линия перегиба 2-4/1-5 боковые срезы | 2 | |
| Бочок | 1-2 плечевой срез 2-3 срез соединения с деталью переда 3-4 боковой срез 4-1 срез проймы | 2 | |
| Подборт цельнокроеный с верхним воротником | 1-2 средний срез 2-3 срез отлета 3-4внешний срез борта 4-5 срез низа 5-6 внутренний срез борта 6-1 срез притачивания к горловине 3-6 линия перегиба | 2 | |
| Передняя часть рукава | 1-2 срез оката рукава 2-3 нижний срез рукава 3-4 срез низа рукава 4-1 верхний срез рукава | 2 |
studfiles.net
3.13.3. Особенности обработки различных воротников и соединение их с изделиями
Воротники, цельнокроенные с верхними частями подбортов. Обработка бортов, нижнего воротника и соединение его с горловиной описаны в п. 3.11—3.13. Верхний воротник, цельнокроенный с верхними частями подбортов (воротник шалью), стачивают по средним срезам швом шириной 10 мм, одновременно притачивая надставки к подбортам.
После влажно-тепловой обработки верхний воротник с подбор-тами наметывают на изделие. Для этого сначала на столе раскладывают воротник с подбортами лицевой стороной вверх, сверху накладывают изделие лицевой стороной вниз, совмещая средние линии на верхнем и нижнем воротниках и контрольные знаки. Срезы воротника с подбортами выпускают на 7—10 мм относительно соответствующих срезов изделия. Первую строчку наметывания прокладывают по линии перегиба лацкана и перегиба стойки со стороны бортовых прокладок. Затем изделие перевертывают воротником и подбортами вверх и наметывают на него подборта и верхний воротник. После сутюживания посадки борта и воротник обтачивают за один прием со стороны кромки (рис. 82).
Подобным способом обрабатывают борта и воротник со стачанными швами раскепов.
Отрезной воротник-стойка. Для обработки воротника-стойки необходимы следующие детали кроя: верхний воротник, располагающийся с наружной стороны, нижний воротник, прилегающий к шее, и прокладка. Обработку отлета и концов воротника выполняют обтачным швом с образованием канта из верхнего воротника шириной 2—3 мм (в зависимости от ткани).
Рис. 82. Особенности обработки воротников, цельнокроенных с подбортами
Нижний воротник укрепляют прокладкой, закрепляя ее ниточным или клеевым способом, как в отложных воротниках. Затем выполняют приутюжива-ние и подрезку нижнего и верхнего воротников. Воротник обтачивают, шов разутюживают, излишки ткани в углах подрезают, оставляя 2—3 мм, затем вывертывают, выметывают и приутюживают. Готовый воротник соединяют с горловиной. В изделиях из тонких тканей на участке горло-вины полочек вметывают одновременно верхний и нижний воротники, а на участке горловины спинки — только верхний воротник, отогнув нижний. Затем после разутюживания шва его перекрывают нижним воротником и закрепляют на стачивающей машине с лицевой стороны верхнего воротника в шов втачивания или подшивочными стежками со стороны изнанки изделия по нижнему воротнику рядом со швом втачивания.
3.13.4. Обработка капюшонов и соединение их с горловиной
Капюшоны заменяют головные уборы, украшают изделия, защищают от дождя и ветра. В зависимости от модели они бывают пристегивающимися и соединенными с горловиной, на подкладке (из основной ткани, подкладочной ткани, искусственного меха) и без подкладки.
Капюшон на подкладке из основной ткани. Части капюшона отдельно из основной и подкладочной ткани складывают лицевыми сторонами внутрь и стачивают их средние срезы швом шириной 10 мм и вытачки. Средние швы и швы вытачек разутюживают. Капюшон и подкладку складывают лицевыми сторонами внутрь и обтачивают по внешним срезам и отворотам швом шириной 7 мм. Средние швы капюшона и подкладки в верхних частях складывают и соединяют машинной строчкой около строчки стачивания деталей.
Швы обтачивания краев расправляют или разутюживают и подрезают в углах, оставляя припуск шириной 2—3 мм.
Капюшон вывертывают на лицевую сторону, углы выправляют (рис. 83). Край выметывают на спецмашине, располагая шов обтачивания на сгибе или образуя кант из подкладки шириной 1 мм (в капюшоне с отворотами), и прокладывают строчку (если это требуется по модели). На подкладке капюшона по линии горловины (стойки) вместо вытачек могут быть сборки.
В капюшонах на подкладке с отворотами и обтачками из основной ткани подкладку складывают с отворотами или обтачками лицевыми сторонами внутрь и притачивают швом шириной 7 мм. Шов расправляют, отгибая в сторону подкладки. Затем капюшон обрабатывают так же, как и капюшон с подкладкой из основной ткани.
Особенности обработки пристегивающегося капюшона. Обработку верха и подкладки капюшона выполняют описанным выше способом. Капюшон обтачивают кругом швом шириной 5—7 мм, оставляя отверстие по срезу горловины (от среднего шва в одну и другую сторону по 100 мм). Швы в углах подрезают, не доходя до строчки на 2—3 мм. Капюшон вывертывают на лицевую сторону, выправляют края и закрепляют их отделочной строчкой по модели. Оставленный для вывертывания участок горловины застрачивают по лицевой стороне верха на расстоянии 1—2 мм от пере-
132
133
Рис. 83. Обработка капюшона на подкладке
Рис. 84. Обработка пристегивающегося капюшона
гиба. По краю горловины намечают и обметывают на специальной машине петли (рис. 84).
Пуговицы для пристегивания пришивают со стороны нижнего воротника изделия, на сквозной прокол в соответствии с расположением петель на капюшоне.
Капюшоны без подкладки. Такие капюшоны обрабатывают без вытачек с рельефными швами. Части капюшонов стачивают двойным, стачным или настрочным накладным с закрытым срезом швами на расстоянии 1—2 мм от шва (или сгиба) с одновременным или последующим обметыванием срезов. Количество отделочных строчек и их расположение соответствуют модели. Передний край капюшона обрабатывают обтачным швом с подкройной обтачкой или швом вподгибку с закрытым срезом, закрепляя его строчкой по модели.
. Капюшон с горловиной соединяют двойным или запошивочным швом. Нижний срез в пристегивающихся капюшонах обрабатывают аналогично переднему краю с учетом размеров и расположения петель.
На нестачанном участке горловины срезы капюшона из основной и подкладочной ткани подгибают внутрь; строчку прокладывают на расстоянии 2 мм от края, образуя из основной ткани кант шириной 1—2 мм.
Соединение капюшона с изделием. Капюшон складывают лицевой стороной с лицевой стороной горловины изделия и втачивают швом шириной 10 мм, совмещая надсечки, швы обтачивания бортов (или уступов) и края капюшона, средний шов капюшона с серединой спинки; строчку прокладывают со стороны капюшона, начиная от внутреннего среза левого подборта. Швы втачивания разутюживают и расправляют. Бортовую прокладку прикрепляют к горловине. Капюшон приметывают к подкладке по линии раске-пов и по стойке на расстоянии 30 мм от шва горловины.
Подборта отгибают, швы раскепов прикрепляют к швам втачивания капюшона на стачивающей машине.
134
Рис. 85. Соединение капюшона с изделием
Срез подкладки капюшона подгибают внутрь и настрачивают, закрывая шов втачивания капюшона в горловину на расстоянии 1 мм от сгиба (рис. 85), одновременно вкладывают и притачивают вешалку.
studfiles.net
Соединение воротника с горловиной без дополнительных деталей
Выбор способа соединения воротника с горловиной и общие правила соединения
Способы соединения втачных воротников с изделием разнообразны. Их выбор зависит от модели и свойств материалов, используемых для пошива изделия. Способы соединения воротников с горловиной зависят от конструкции застежки и воротника и свойств ткани.
При вметывании воротника в горловину выделяют 4 участка:
1.От середины спинки, не доходя до линии плечевого шва 15-20 мм. Нижний воротник вметывают без посадки.
Если припосадить воротник, впоследствии он будет отставать от шеи, если припосадить горловину – при носке будет образовываться складка на спинке под воротником.
2.Над плечевым швом (15-20 мм в сторону спинки, 30-40 мм в сторону полочки) – посадка воротника 5-7 мм.
Если посадка отсутствует – не обеспечивается огибание шеи воротником.
3.От конца второго участка до линии перегиба лацкана, или не доходя до конца горловины 20-30 мм
Это участок косого среза, наиболее растяжимый при обработке, расположенный над выпуклостью ключиц. Посаживают на 5-7 мм горловину. Если посадка отсутствует – не обеспечивается огибание ключиц полочками
4.От конца третьего участка до начала борта – вметывание равномерное, без посадки.
Если будет посадка – искривление линии лацкана.
Соединение воротника с горловиной без дополнительных деталей
А) в изделиях из тонких тканей.
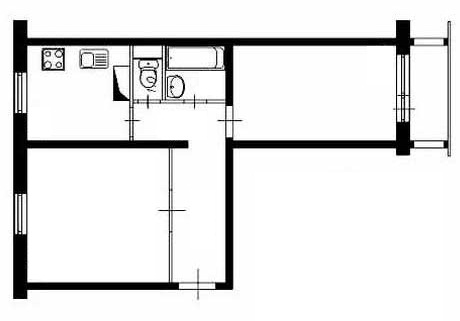
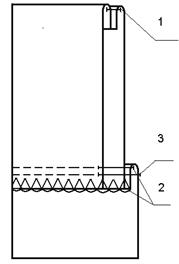
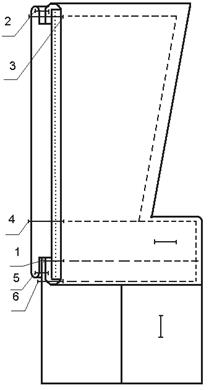
Уступы бортов изделия должны быть обтачаны заранее (строчка 2). Подборта или припуски на обработку бортов делают такой ширины, чтобы внутренний край подборта перекрывал точку уступа на 1,5-3 см. Кроме того, при обработке воротника перед обтачиванием верхнего воротника нижним по концам и отлету необходимо заутюжить наизнанку припуск среза горловины верхнего воротника шириной 7... 10 мм.
| Воротник складывают с изделием, разместив нижний воротник на лицевой стороне изделия, совмещают срезы и надсечки воротника и изделия. Нижний воротник втачивают, прокладывая по нему строчку и образуя шов шириной 7... 10 мм (строчка 4). Нижний воротник может быть предварительно вметан. Припуски шва втачивания отгибают в сторону воротника, перекрывают их заутюженным сгибом верхнего воротника и верхний воротник настрачивают (строчка 5), закрывая строчку шва втачивания нижнего воротника. Ширина шва настрачивания 1... 2 мм. В заключение прокладывают отделочную строчку по концам и отлету воротника (строчка 6). | 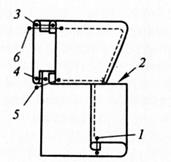 |
Б) в изделиях из толстых тканей
| Воротник накладывают на изнанку изделия верхним воротником вниз, втачивают от уступа до уступа со стороны воротника, подкладывая в концах воротника под шов края подбортов или припусков (ш.ш.7-10 мм) Срез нижнего воротника подгибают на 5-7 мм и настрачивают на 12 мм , закрывая шов втачивания. Строчка с изнанки изделия должна проходить ниже шва втачивания на 1 мм по горловине. |  |
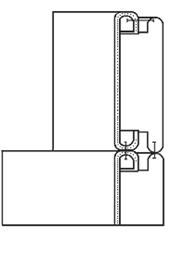
В) Если верхний воротник шире нижнего на 10-15 мм, то при обработке бортов обтачивают только наружные края и уступ до надсечки, но на лицевую сторону борта после обтачивания не выворачивают
| Воротник складывают с изделием нижним воротником с лицевой стороной изделия так, чтобы конец воротника располагался у точки уступа между полочкой и подбортом, уравнивают срезы стойки нижнего воротника со срезами горловины изделия (срез стойки верхнего воротника выводят за срез стойки нижнего на 10-15 мм и втачивают оба воротника в горловину со стороны изделия, одновременно обтачивая уступы | 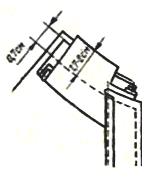 |
| Борта выворачивают на лицевую сторону, углы бортов выправляют, воротник отгибают вверх, шов втачивания воротника отгибают в сторону изделия, припуском верхнего воротника огибают шов и настрачивают на изделие на расстоянии 1 мм |  |
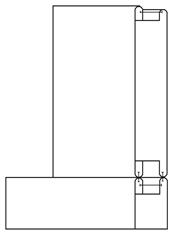
Г) Воротник на отрезной стойке.
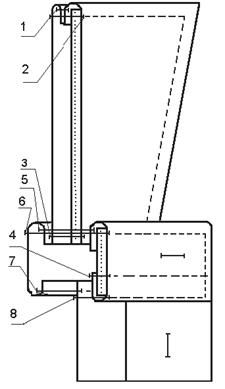
| Сначала стойку нижнего воротника втачивают в горловину изделия (строчка 5), а затем застроченный край стойки верхнего воротника настрачивают на горловину изделия (строчка 6) так, чтобы строчка шва втачивания нижнего воротника была закрыта. Ширина шва настрачивания 1... 2 мм. Если по верхнему краю стойки моделью предусмотрена отделочная строчка, ее можно проложить (строчка 7) сразу после настрачивания стойки верхнего воротника на горловину изделия, не прерывая строчки. |  |
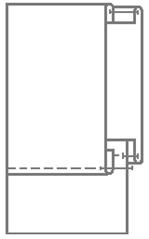
Д) В изделиях из эластичных материалов и хлопчатобумажных тканей, а также в детской одежде воротник может быть втачан в горловину одновременно нижним и верхним с последующим обметыванием среза и настрачиванием припуска шва на изделие. Подготовленный воротник складывают с лицевой стороной изделия, совмещая контрольные точки, совмещая срезы. Подборта перегибают на изнанку по линии полузаноса, закрывая концы воротника. Воротник вметывают и втачивают швом шириной 0,7-1см, одновременно обтачивая уступы борта. Шов обметывают.
Уступы борта вывертывают, шов заутюживают на горловину и настрачивают на расстоянии 0,2-0,7см от линии втачивания.
Е) При соединении с горловиной внутреннюю часть стойки складывают лицевой стороной с изнанкой изделия и втачивают со стороны воротника, совмещая надсечки. Ширина шва 0,7—1 см. Шов отгибают в сторону воротника. Срез наружной части стойки подгибают на 0,5—0,7 см внутрь и настрачивают на расстоянии 0,1 см от подогнутого края, закрывая строчку втачивания внутренней стойки
Если стойка имеет завязывающиеся концы, вначале обтачивают концы до надсечек, а затем втачивают стойку в горловину.
Похожие статьи:
poznayka.org
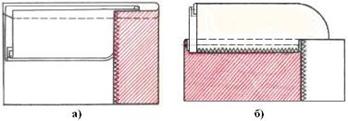
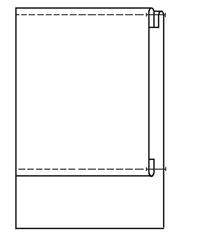
Соединение отложного воротника с горловиной в изделиях с отворотами
В изделиях из хлопчатобумажных и неосыпающихся шелковых тканей борта или только уступы бортов обтачивают одновременно с соединением воротника с горловиной за один прием. Для этого подборта складывают с деталями переда лицевыми сторонами внутрь, уравнивая срезы, и вкладывают воротник между ними. Концы воротника располагают на уровне надсечек, определяющих точки уступов. Со стороны подбортов стачивают уступы и втачивают воротник до плечевых швов или внутренних срезов подбортов, делая посадку воротника над плечевыми швами. Середина воротника совмещается с серединой горловины спинки. Около плечевого шва припуск на шов втачивания воротника надсекают, верхний воротник отгибают и дальше по спинке в горловину втачивают один нижний воротник. После вывертывания бортов на лицевую сторону на участке от уступов до плечевых швов шов втачивания воротника располагают между деталью переда и подбортом, а на участке между плечевыми швами шов втачивания нижнего воротника отгибают в сторону воротника. Срез стойки верхнего воротника на участке между плечевыми швами подгибают так, чтобы подогнутый край закрывал строчку втачивания нижнего воротника, и настрачивают его на расстоянии 1-2 мм от подогнутого края (рис. 131).
Воротник с низкой стойкой (менее 10 мм) на участке горловины спинки обрабатывают с обтачкой, выкроенной по форме горловины спинки. Обтачку притачивают к подбортам, втачивают воротник, шов втачивания настрачивают на обтачку.
Воротник можно втачивать в горловину на стачивающе-обметочной машине швом шириной 7÷10 мм. Припуск на шов втачивания воротника настрачивают на изделие на расстоянии 4÷5 мм от строчки втачивания воротника (рис. 132).
а) б)
| Рис. 131. Соединение отложного воротника с горловиной в изделиях из тонких материалов: а) участок раскепов; б) участок горловины спинки | Рис. 132. Соединение воротника с горловиной на стачивающе-обметочной машине (участок горловины спинки) |
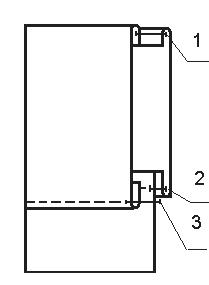
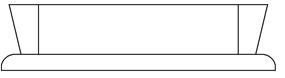
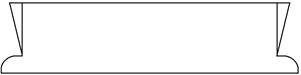
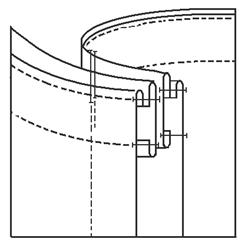
В изделиях из шерстяных или других толстых материалов втачивают нижний воротник в горловину и, не отрывая ниток, притачивают верхний воротник к подбортам по раскепам. Швы притачивания верхнего воротника к подбортам и шов втачивания нижнего воротника на участках от плечевых швов до уступов разутюживают, а на участке горловины спинки – заутюживают в сторону нижнего воротника. В изделиях с низкой застежкой нижние срезы разутюженных швов скрепляют между собой машинной строчкой или вручную на расстоянии 1-2 мм от шва соединения (рис. 133б).
На участке горловины спинки воротник соединяют аналогично рассмотренному ранее. Строчка настрачивания верхнего воротника по горловине спинки должна проходить по основной детали ниже шва втачивания нижнего воротника на 1-2 мм (рис. 133в).
а) б) в)
Рис. 133. Соединение отложного воротника с горловиной в изделиях
из толстых материалов:
а) участок раскепов в изделиях с высокой застежкой; б) участок раскепов в изделиях
с низкой застежкой; в) участок горловины спинки
Если при изготовлении таких изделий подборт соединяют с клеевой прокладкой, то для обеспечения красивого внешнего вида изделия дублированию подвергают верхний воротник.
В мужских верхних сорочках бывают воротники разных типов, например, стойка, апаш и др. Однако наиболее распространенным является так называемый отложной воротник сорочечного типа с застежкой по стойке на обметанную петлю и пуговицу. В зависимости от модели изделия он может быть с отрезной или цельновыкроенной стойкой.
В зависимости от толщины, плотности и структуры применяемых материалов, оказывающих влияние на толщину и ровноту обрабатываемых краев детали, степень пролегания швов на лицевую сторону, применяют различные способы обработки воротников. Воротники обтачивают по отлету и концам вместе с прокладкой или только по отлету, со смещением швов обтачивания по концам и без их смещения с последующим настрачиванием прокладки по шву обтачивания отлета, с отделочными строчками по краям и без них.
Для получения устойчивой формы воротников применяют дополнительные усилители к основной прокладке. Основная прокладка с учетом особенностей эксплуатации сорочек проектируется из материалов с точечным покрытием полиэтилена. Конструкция усилителей определяется моделью. В зависимости от модели воротника усилители располагают так, чтобы срезы их совпадали со срезами основной прокладки или располагались со смещением на ширину шва по отлету и концам и по срезу стойки (рис. 134).
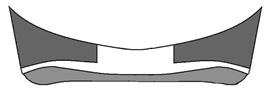
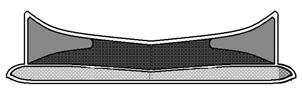
Рис. 134. Варианты усилителей прокладок воротников сорочек
Временное соединение дополнительных усилителей с основными прокладками может осуществляться в нескольких точках на специальном аппарате, постоянное прикрепление производят на прессах.
При обработке воротников мужских и детских сорочек с прямыми или острыми концами верхние воротники могут быть с припуском по концам, а нижние – меньше на величину этого припуска. В воротниках с отрезной стойкой (рис. 135а) припуск величиной 20÷30 мм располагают параллельно концам воротника. Припуски в воротниках с цельновыкроенной стойкой (рис. 135б) имеют по отлету 20÷30 мм, а к верхней точке выступа стойки этот припуск сводят на нет.
а) б)
Рис. 135. Воротник мужской сорочки с переходящими концами:
а) с отрезной стойкой; б) с цельновыкроенной стойкой
При обработке воротников с переходящими концами швы соединения боковых срезов верхнего и нижнего воротников отгибают к середине нижнего воротника. В воротнике, представленном на рисунке 135б, стачивают припуск верхнего воротника с нижним воротником, одновременно обтачивая концы стойки; после этого обтачивают воротник по отлету.
На рисунке 136 представлена сборочная схема воротника с цельновыкроенной стойкой.
| Рис. 136. Обработка воротника с цельновыкроенной стойкой | Рис. 137. Обработка воротника с отрезной стойкой |
Нижний срез прокладки огибают стойкой верхнего воротника и прокладывают строчку 1 на расстоянии 5-6 мм от края. Воротник обтачивают (строчка 2). После вывертывания и приутюживания прокладывают отделочную строчку 3. Строчку по линии перехода отлета в стойку прокладывают на 5 мм ниже линии перегиба нижнего воротника, образуя напуск из ткани верхнего воротника.
Воротник втачивают со стороны нижнего воротника (строчка 5). Швы отгибают в сторону воротника, верхний воротник настрачивают на горловину (строчка 6) на расстоянии 1-2 мм от подогнутого края.
При обработке воротника на полуавтомате обтачивание воротника производится по заданному контуру на расстоянии от срезов 5÷7 мм.
При обработке воротников с отрезной стойкой (рис. 137) отлет воротника обрабатывается как обычно, после чего параллельно нижнему срезу воротника прокладывается скрепляющая строчка 3 на расстоянии 3-4 мм от среза. При этом предусматривается слабина верхнего воротника примерно на 2 мм для огибания нижнего.
Прокладка в верхнюю стойку выкраивается на 10÷12 мм уже основной детали. Нижний срез прокладки огибают нижним краем стойки и застрачивают на расстоянии 5÷7 мм. Отлет воротника вкладывают между нижней и верхней стойками и втачивают (строчка 5). После вывертывания и приутюживания воротника прокладывают строчку 6 на расстоянии 2-3 мм от шва. Нижний воротник втачивают в горловину (строчка 7), верхний настрачивают на горловину (строчка 8).
Горловина изделия без воротника может быть обработана с использованием обтачки; бейки, выкроенной под углом 45о к направлению нитей основы; окантована.
При обработке горловины обтачкой в изделиях без застежки части обтачки складывают лицевыми сторонами внутрь, уравнивая срезы, и стачивают швом шириной 5÷7 мм. Обтачка может быть соединена с клеевой или неклеевой прокладкой. Шов стачивания частей обтачки разутюживают, обтачку приутюживают. Внутренний срез обтачки обметывают, а в изделиях из легкоосыпающихся материалов – внутренний срез обтачки подгибают наизнанку на 5÷7 мм и застрачивают на расстоянии 2 мм от подогнутого края.
Если в изделии обработана застежка от горловины переда или спинки, концы обтачки притачивают к подбортам (обтачкам или припускам на обработку застежки). Ширина шва 7 мм. Швы отгибают в сторону подбортов (обтачек застежки).
Обтачку лицевой стороной накладывают на лицевую сторону горловины изделия, уравнивая срезы, а швы стачивания обтачек горловины переда и спинки совмещая с плечевыми швами изделия и обтачивают горловину со стороны обтачки. В изделиях из легкоосыпающихся материалов шов обтачивания горловины обметывают. Если линия горловины сложной конфигурации, то шов надсекают в нескольких местах, не доходя до строчки на 1-2 мм. Шов обтачивания горловины отгибают в сторону обтачки и настрачивают по лицевой стороне обтачки на расстоянии 3 мм от строчки (рис. 138а). Внутренний срез обтачки настрачивают на плечевые швы двойной строчкой, а к спинке и переду прикрепляют потайными стежками, располагая их между серединой переда и спинки и плечевыми швами, а в изделиях с большим вырезом горловины – посередине переда и спинки.

а) б)
Рис. 138. Обработка горловины обтачкой в изделиях:
а) без отделочной строчки по горловине; б) с отделочной строчкой по горловине
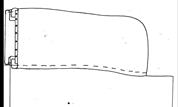
В изделиях из хлопчатобумажных тканей допускается обтачивать горловину до стачивания плечевых срезов. В этом случае перед и спинку обрабатывают обтачками отдельно. Обтачку переда перегибают в сторону изнанки, шов выправляют. Перед складывают со спинкой лицевыми сторонами внутрь, уравнивая плечевые срезы и обработанные края горловины, затем обтачку спинки перегибают и укладывают на изнаночную сторону переда и стачивают плечевые срезы (рис. 139). Плечевые швы в верхних углах подрезают, оставляя припуск 2-3 мм. Обтачку спинки отвертывают в сторону спинки, шов выправляют.
Рис. 139. Обработка горловины обтачкой в изделиях
из хлопчатобумажных тканей
При обработке изделий из легкоосыпающихся материалов, а также если согласно модели горловину обрабатывают с прокладкой из нетканого материала без клеевого покрытия, одновременно с обтачиванием горловины притачивают прокладку, располагая ее со стороны изнанки основной детали. Закрепление канта выполняют обычным способом. Обметывание внутренних срезов обтачки и прокладки выполняют в конце обработки (рис. 140).
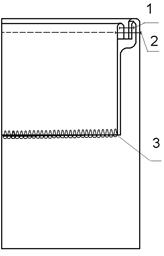
Рис. 140. Обработка горловины обтачкой в изделиях
из легкоосыпающихся материалов
При обработке горловины бейкой, выкроенной под углом 45о к нитям основы, применяют двухигольную машину со спецприспособлением для подгибания срезов бейки и горловины внутрь (рис. 141). Средние срезы спинки стачивают вместе с бейкой и закрепляют припуски на швы второй поперечной строчкой.
а) б)
Рис. 141. Обработка горловины бейкой:
а) настрачивание бейки; б) закрепление припусков на швы по спинке
Вырез горловины может быть обработан окантовочной полоской. Окантовочный шов выполняют с использованием специального приспособления. Если окантовочная полоска заканчивается в среднем шве спинки, ее срезы стачивают вместе со средними срезами спинки и закрепляют края второй поперечной строчкой. Концы окантовочной полоски могут переходить в завязки.
Похожие статьи:
poznayka.org