3.7. Обработка рукавов и соединение их с изделием. Обработка рукава
3.14. Обработка рукавов
В женских изделиях внешний вид рукавов очень разнообразен. По покрою рукава бывают втачные, цельнокроенные с полочками и спинкой, реглан, по конструкции — одношовные, двухшовные и трехшовные (рис. 86). Рукава имеют различную отделку: рельефные швы, вытачки, складки, шлицы (отлетные, вытачные, открытые), а также хлястики, паты и манжеты.
3.14.1. Двухшовные рукава с передними и локтевыми швами
Рукава раскраивают из основной, подкладочной ткани (см. п. 1.6) и прокладки. Прокладку для обработки низа рукава раскраивают из клеевой и неклеевой хлопчатобумажной ткани или нетканого материала шириной 50—60 мм по форме низа рукава. Прокладка необходима для уплотнения и устойчивости низа рукава, а также для закрепления нижнего среза рукава и шлицы.
Обработка рукавов из основной ткани. Верхние и нижние части рукава складывают лицевыми сторонами внутрь, передние срезы уравнивают и стачивают но контрольным надсечкам со стороны верхней части швом шириной 10 мм с закрепками в начале и в конце строчки. Затем передние швы разутюживают, рукава раскладывают на утюжильном столе нижней частью к работающему. Шов увлажняют и разутюживают на прессе до плотного прилегания (рис. 87, а). При разутюживании передних швов их дополнительно оттягивают так, чтобы посадка на нижних частях исчезла (сутюжилась). Затем намечают ширину подгиба низа рукава (30—40 мм), пользуясь лекалом.
135
На изнанку рукавов накладывают прокладку, отступая от меловой линии на 2—3 мм. Верхние срезы прокладок подшивают
Рис. 86. Общий вид деталей тачных кавов:
а- одношовного; б - двухшовного с передним и локтевым швами; в - двухшовного с верхним и нижним швами; г- трехшовного
Рис. 87. Обработка двухшовных рукавов
Рис. 88. Обработка низа рукава клеевым способом
к рукаву на спецмашине (рис. 87, б). Если прокладка с клеевым покрытием, ее прикрепляют с помощью утюга или пресса (рис. 88, а).
Применяя клеевой способ при обработке низа рукавов, используют в качестве прокладок клеевую и неклеевую ткань с нанесением клеевых нитей или пленок на модернизированной стачивающей машине. Прокладки соединяют с низом рукавов, ориентируясь на линию подгиба после обработки передних швов на прессе или утюгом.
Пользуясь клеевой прокладкой с односторонним покрытием клеем, ее размещают на припуске на подгиб рукава клеевой стороной вниз. Для ускорения обработки целесообразно выполнять соединение клеевой прокладки с одновременным заутюживанием низа рукава. Прокладку накладывают на рукав клеевым слоем вверх, низ рукава подгибают, закрепляют булавками и запрессовывают (рис. 88, б).
В изделиях из более плотных толстых тканей применяют клеевую прокладку с застроченным краем. Ее располагают в сторону припуска на подгиб рукава. Концы прокладки не должны доходить до локтевых срезов на 20—30 мм для удобства их обработки. Подогнутый край прокладки скрепляет подгиб низа, а основная часть прокладки соединяется с рукавом (рис. 88, в). При применении прокладок с клеевыми нитями или пленками (рис. 88, г) прокладки располагают и закрепляют способами, указанными выше.
Верхние и нижние части рукава складывают лицевыми сторонами внутрь, уравнивают локтевые срезы и надсечки. Стачивают локтевые срезы со стороны нижних частей, локтевые швы разутюживают на специальной колодке. После обработки локтевых швов необходимо проверить правильность соединения срезов. Для этого рукава раскладывают на столе нижними частями вверх. При проверке обращают внимание на параллельность линий передних
137
перекатов и совмещение срезов низа рукава. По намеченной линии низ рукавов перегибают на изнаночную сторону, заметывают на спецмашине, отступая от перегиба па 15—20 мм. Срезы низа рукавов прикрепляют к прокладке на спецмашине или закрепляют клеевым способом в зависимости от способа соединения подкладки по низу. При соединении подкладки на стачивающей машине шов прикрепляют к прокладке после соединения с подкладкой. Рукава приутюживают со стороны изнанки через увлажненный проутю-жильник, вкладывая внутрь рукава специальную подушку.
При изготовлении одежды по индивидуальным заказам обработка двухшовных рукавов начинается с оттягивания переднего среза верхней части для создания вогнутой линии переката. Для этого две верхние части рукава складывают лицевыми сторонами внутрь, все срезы уравнивают и раскладывают передними срезами к работающему, окатом вправо. Утюг ведут по срезу от середины детали, отводя левой рукой низ рукава от себя, затем утюг берут в левую руку и ведут по срезам в сторону верха рукава, который отводят правой рукой от себя. После этого части рукава перевертывают и повторяют оттягивание такими же приемами с другой стороны. Правильность оттягивания передних срезов верхних частей рукавов проверяют, перегибая передние срезы по намеченной линии переднего переката. Оттягивание считается выполненным правильно, если передний срез ложится ровно и параллельно линии перегиба, а срез низа обеих частей рукава совмещается. Затем обрабатывают передний шов рукава, как описано выше.
Перед сметыванием локтевых срезов уточняют надсечки. Для этого рукав раскладывают на столе лицевой стороной вверх, нижней частью к работающему. Нижнюю часть рукава перегибают в сторону верхней по линии переднего переката. Проверяют ширину переднего переката. Затем перегибают локтевой срез верхней части у оката рукава по линии локтевого переката в сторону нижней части, совмещая локтевые срезы на участке длиной 120— 150 мм от оката, и уточняют положение верхних контрольных надсечек. Подобным способом уточняют положение нижних надсечек. Локтевые срезы стачивают и разутюживают.
Обработка подкладки рукавов. Детали подкладки состоят из верхних и нижних частей. Подкладка может иметь надставки, которые притачивают к основной детали со стороны надставок швом шириной 10 мм. Передние срезы соединяют и стачивают по верхним частям швом шириной 10 мм с посадкой нижних частей на уровне линии локтя. Локтевые срезы стачивают по нижней части рукав'а с посадкой верхней на уровне линии локтя. Швы и подкладку приутюживают.
Соединение подкладки с верхом рукавов. Подкладку соединяют с верхом рукавов двумя способами.
При соединении первым способом после обработки подкладки ее притачивают к припуску на подгиб рукава швом шириной 8— 10 мм, совмещая передние и локтевые швы. Притачивание
138
выполняют со стороны подкладки. Дальнейшую обработку рукавов производят в такой последовательности: прикрепляют шов низа рукавов за прокладку, скрепляют локтевые швы верха и подкладки, наметывают рукава по окату и низу, приутюживают рукава и подрезают подкладку по окату.
Рис. 89. Соединение рука-ва верха с подкладкой
Применение второго способа соединения повышает производительность труда, но меняет последовательность соединения деталей рукавов. После обработки передних швов рукавов верха и подкладки по низу рукава прокладывают прокладку, как описано выше. Подкладку складывают с рукавами верха лицевыми сторонами внутрь, уравнивая нижние и локтевые срезы. Подкладку притачивают по низу швом шириной 8—10 мм со стороны подкладки. Затем уравнивают локтевые срезы рукава верха и подкладки. Локтевой шов верха и подкладки стачивают одной строчкой швом шириной 10 мм, совмещая швы притачивания подкладки по низу рукава (рис. 89, а).
Рукав вывертывают подкладкой наружу, выправляют и заметывают низ
рукава вдоль шва притачивания подкладки на спецмашине рядом с линией шва. Закрепление шва по низу рукава и дальнейшая обработка производятся так же, как указано выше.
В учебном процессе рукав из основной ткани вывертывают на изнаночную сторону, раскладывают на столе нижней частью вверх, локтевым швом от работающего. Сверху накладывают подкладку рукава, совмещая нижние части и уравнивая локтевые швы, одновременно уточняют расположение срезов подкладки по окату и низу рукавов. Подкладка должна выходить относительно срезов рукава по верхней части оката на 10—15 мм, а по нижней (посередине нижней половинки) — на 25—30 мм.
Во избежание перемещения подкладки локтевой шов прикрепляют к локтевому шву верха рукава на стачивающей машине, отступая от оката на 100—120 мм и не доходя до низа на 60—80 мм с небольшой посадкой подкладки на уровне линии локтя (рис.89,б). Затем рукав вывертывают на лицевую сторону, расправляют внутри подкладку и наметывают его на подкладку с лицевой стороны двумя строчками: параллельно окату рукава, отступая на 100—120 мм, и параллельно низу, отступая от него на 80—100 мм, ручными косыми стежками длиной 30—40 мм.
139
Для обработки низа рукав вывертывают подкладкой вверх. Нижние срезы подкладки подгибают внутрь, отступая от низа рукава на 20—25 мм, и заметывают ее прямыми стежками длиной 15—20 мм, совмещая передние и локтевые швы. Подкладку подшивают петлеобразными стежками частотой 3—4 стежка в 10 мм и рукав вывертывают на лицевую сторону. Готовый рукав приутюживают через увлажненный проутюжильник, вкладывая рукавную подушку. Влажно-тепловую обработку начинают с нижней части (половинки). Подкладку по окату подрезают (рис. 89, в).
Двухшовные рукава с настрочными локтевыми швами. Если по модели локтевые швы отделывают настрочными швами, то меняется последовательность обработки рукавов. Сначала стачивают локтевые срезы, шов разутюживают, а затем заутюживают в сторону верхней части рукава и заметывают с лицевой стороны. Прокладывают отделочную строчку на расстоянии от шва в зависимости от модели, шов приутюживают. Затем прокладывают прокладку по низу рукава, стачивают и разутюживают передний шов. Обрабатывают низ такого рукава так же, как низ двухшов-ного рукава без настрочного шва.
studfiles.net
3.7. Обработка рукавов и соединение их с изделием
В изделиях с подкладкой обработка рукавов состоит из дублирования участков рукава, стачивания вытачек, подрезов, формования деталей рукава, соединения частей рукавов, обработки нижнего среза и среза оката. Последовательность выполнения операций и их содержание зависят от покроя и модели рукава, а также от свойств используемых материалов.
3.7.1. Обработка втачных рукавов
Обработку втачных рукавов начинают с дублирования участков рукава (см. рис. 3.1, е, ж, к, л), которое описано в подразд. 3.1. Рукава пиджака укрепляют клеевыми прокладками на следующих участках: припуск подгиба низа, припуск шлицы верхней части двух шовного рукава, участок оката в области локтевого переката. На рукавах изделий других видов могут укрепляться клеевыми прокладками не все из перечисленных участков.
Вытачки, подрезы, складки, отделочные строчки на рукавах выполняют так же, как на других основных деталях.
Верхнюю часть двух шовного рукава формуют, оттянув передний срез на уровне локтя. Формованию подвергают одновременно правый и левый рукава и осуществляют его на прессе с гофрированными подушками или утюгом. В одно шовных рукавах передний срез формуется так же, как в двух шовных. Локтевой срез верхней части двух шовного рукава и задний срез одно шовного сутюживают на уровне локтя до линии локтевого переката, если это предусмотрено конструкцией.
После формования соединяют верхнюю и нижнюю части двух шовного рукава. При индивидуальном пошиве части рукава предварительно сметывают. В зависимости от особенностей технологии обработки и имеющегося оборудования соединяют передние или локтевые срезы частей рукава стачным швом вразутюжку. Локтевые срезы могут быть соединены настрочным швом, если это требуется по модели. Стачивающую строчку прокладывают, начиная от срезов оката. Передние срезы стачивают со стороны верхней части рукава, локтевые — со стороны его нижней части. При необходимости между срезами вкладывают хлястики, паты. Клеевая прокладка оката может быть поставлена на участке локтевого переката после стачивания и разутюживания локтевого шва.
Обработку нижнего среза рукава в зависимости от модели проводят на замкнутом или незамкнутом рукаве. Низ рукава обрабатывают краевыми швами или манжетой. Подкладку рукава притачивают к рукаву до или после соединения рукава с изделием в зависимости от покроя рукава и модели.
При обработке низа втачного рукава швом вподгибку чаще всего рукав соединяют с подкладкой до втачивания в пройму. В этом случае перед обработкой низа рукава необходимо заготовить подкладку рукава. У подкладки рукава стачивают передние или локтевые срезы — те же, что и на рукаве. Строчку прокладывают, начиная от нижних срезов. Передние срезы стачивают по подкладке верхней части рукава, локтевые — по подкладке нижней части. При соединении передних срезов подкладки рукавов в таких изделиях, как пиджак, мужское пальто, оставляют не стачанным участок на уровне локтя длиной 200...250 мм. Через эти отверстия в последующем подкладку рукава соединяют с подкладкой изделия по пройме. Припуски швов стачивания частей подкладки рукава заутюживают в сторону верхней части.
Нижний срез рукава обрабатывают подкладкой, притачивая ее к припуску подгиба низа рукава швом шириной 10 мм. При этом под строчку притачивания со стороны рукава можно подложить клеевую паутинку или клеевую сетку. Эти клеевые материалы заменяют подшивочную строчку, закрепляя припуск подгиба низа на рукаве при последующей ВТО. Сгиб низа рукава заутюживают.
Затем за один прием стачивают локтевые или передние срезы рукава и подкладки рукава, начиная от срезов оката рукава. Припуски шва стачивания на рукавах разутюживают, на подкладке — заутюживают. Если по припуску подгиба низа рукава не была проложена клеевая сетка или клеевая паутинка, то припуск подгиба низа закрепляют машинной или ручной строчкой на припусках передних и локтевых швов. Затем припуски локтевых швов подкладки притачивают к припускам локтевых швов рукавов на участке длиной 60... 100 мм на расстоянии 50... 100 мм от низа рукава. Машинную строчку можно заменить ручной. Рукав вывертывают на лицевую сторону, низ рукава приутюживают.
Внизу рукава часто делают шлицу, размещаемую в локтевом шве. В зависимости от конструкции шлицы бывают вытачными, отлетными и открытыми.
Обработка срезов вытачной шлицы. Их обрабатывают одновременно со стачиванием локтевых срезов (рис. 3.12, а). Сначала строчку прокладывают вдоль локтевых срезов, затем стачивают срезы шлицы и, наконец, соединяют срезы припуска подгиба низа (рис. 3.12, б). На участке нижнего края шлицы строчку прокладывают выше линии подгиба низа рукава на величину, которая зависит от толщины материала. Припуски шва стачивания надсекают в углах шлицы на нижней части рукава. Припуски локтевого шва и шва стачивания припуска подгиба низа разутюживают, шлицу заутюживают в сторону верхней части рукава (рис. 3.12, в). Припуск подгиба низа рукава перегибают на изнаночную сторону и заутюживают, предварительно срезав излишки припусков на участке нижнего края шлицы. Затем к низу рукава притачивают подкладку и стачивают передние срезы рукава и подкладки рукава. Дальнейшая обработка соответствует описанной выше.
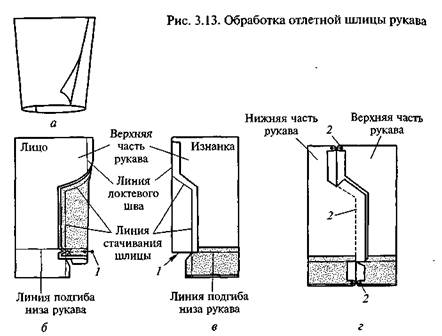
Обработка отлетной шлицы. Она обрабатывается за два приема (рис. 3.13, а). Сначала обтачивают угол отлетной шлицы (рис. 3.13, б, строчка 1). Строчку прокладывают вдоль линии подгиба низа рукава. Надсекают припуск шва обтачивания в конце выполненной строчки. Угол шлицы вывертывают на лицевую сторону, выправляют и приутюживают (рис. 3.13, в). Затем, начав от срезов оката, стачивают локтевой шов рукава. Одновременно соединяют срезы шлицы по уступу и в продольном направлении. Завершают строчку, стачивая срезы припуска подгиба низа (рис. 3.13, г, строчка 2). Надсекают припуск нижней части рукава в углу шлицы и по линии подгиба низа рукава. Локтевой шов выше шлицы и на участке подгиба низа рукава разутюживают, шлицу заутюживают в сторону верхней части рукава. Дальнейшая обработка рукава проводится так же, как при вытачной шлице.
Обработка открытой шлицы. При ее обработке последовательно обтачивают углы верхней и нижней сторон шлицы (рис. 3.14, а).
Рис. 3.12. Обработка вытачной шлицы рукава
Сначала обрабатывают угол верхней стороны, расположенный на верхней части рукава. Строчку прокладывают под углом к срезам шлицы и линии низа (рис. 3.14, б, строчка 1). Затем обтачивают угол нижней стороны шлицы, располагая строчку обтачивания параллельно срезам шлицы (рис. 3.14, в, строчка 2). Строчки обтачивания углов шлицы не должны доходить до среза припуска подгиба низа на 7... 10 мм. Припуск шлицы надсекают к концу строчки 2. Углы вывертывают на лицевую сторону, выправляют и приутюживают. Одновременно заутюживают припуск подгиба низа рукава. Стачивают локтевые срезы рукава, начиная от срезов оката, и, не прерывая строчки, соединяют срезы шлицы (рис. 3.14, г, строчка 3). Надсекают припуск нижней части рукава в углу уступа шлицы и разутюживают локтевой шов. Шлицу заутюживают в сторону верхней части рукава. Затем обрабатывают низ рукава подкладкой и соединяют передние срезы рукава и подкладки.
Низ рукава в изделиях на подкладке может иметь манжету. Конструкция манжет разнообразна, так же как в изделиях без подкладки. В зависимости от конструкции манжеты и вида материала последовательность ее обработки и соединения с рукавом может меняться, однако общий порядок работы сохраняется: последовательно обрабатывают рукав, подкладку рукава, манжету, затем соединяют рукав с манжетой, а манжету с подкладкой рукава.
Притачные манжеты. Притачные манжеты рукава дублируют. Затем манжету, цельно кроенную с подкладкой, обтачивают по боковым сторонам. Если манжета имеет отрезную подкладку, то обтачивание производят с трех сторон с небольшой посадкой в углах деталей. Излишки припусков шва обтачивания в углах срезают, оставляя 2...3 мм, манжету вывертывают на лицевую сторону, выправляют с помощью шаблона и прессуют. После этого прокладывают отделочную строчку по краю манжеты, выметывают петли и приутюживают. В притачные манжеты может быть вложена эластичная тесьма. Широкую тесьму, растягивая ее, притачивают по всей длине перед соединением боковых сторон манжеты. Узкую тесьму прокладывают в кулиски и закрепляют строчкой, выполняемой вдоль боковых сторон манжеты.
Притачную манжету присоединяют к рукаву вместе с подкладкой манжеты и подкладкой рукава швом шириной 10 мм (рис. 3-15, а). При использовании достаточно толстых материалов манжету притачивают к рукаву (рис. 3.15, б, строчка 1), а подкладку Манжеты — к подкладке рукава (строчка 2). После этого соединяет припуски швов притачивания манжеты и подкладки манжеты (строчка 3).
Манжеты с отворотами. При необходимости их дублируют. Срезы манжеты обтачивают подкладкой манжеты из подкладочного Материала (рис. 3.15, в, строчка 1). Манжету вывертывают на лицевую сторону, выправляют и выметывают. По краю манжеты прокладывают отделочную строчку 2, если это требуется по модели. Манжету приутюживают. На манжете намечают линию подгиба нижнего края и подрезают его неровности. Подкладку манжеты подрезают так, чтобы срез подкладки располагался на уровне линии подгиба, намеченной на манжете.
Рис. 3.15. Обработка низа рукава манжетой в изделиях на подкладке
Рис. 3.16. Размещение клеевых и не клеевых прокладок на окате рукава
В процессе соединения манжеты с рукавом сначала притачивают подкладку манжеты к низу рукава швом шириной 7... 10 мм (строчка 3). Затем подкладку манжеты закрепляют на рукаве в двух-трех местах продольными строчками длиной 40...50 мм на расстоянии 30...40 мм от края манжеты (строчка 4), чтобы манжета не отгибалась при носке. Стачанные срезы рукава и подкладки манжеты огибают нижним краем манжеты и заметывают его. Низ рукава приутюживают. К срезу припуска подгиба нижнего края манжеты притачивают подкладку рукава (строчка 5). Шов притачивания манжеты закрепляют на припусках локтевых и передних швов рукава стачивающей машинной или ручной строчкой.
Меховые манжеты с отворотами. Их обтачивают подкладкой из основного материала или из подкладочной ткани швом шириной 5...7 мм (рис. 3.15, г, строчка 1). При необходимости подкладку манжеты дублируют. Припуски шва обтачивания настрачивают на подкладку манжеты на расстоянии 2 мм от строчки обтачивания (строчка 2). Боковые стороны манжеты и подкладки манжеты стачивают швом шириной 5 мм со стороны манжеты и 7... 10 мм со стороны подкладки манжеты. После вывертывания на лицевую сторону манжету выправляют и прикрепляют к ней подкладку манжеты на машине потайного стежка (строчка 3).
Готовую манжету притачивают к припуску подгиба низа рукава вдоль линии сгиба швом шириной 5 мм (строчка 4). Притачанную манжету отгибают на лицевую сторону рукава и закрепляют верхний край манжеты на рукаве в трех-четырех местах ручными стежками (строчка 5), располагая их на расстоянии 10... 15 мм от верхнего края манжеты. К припуску подгиба низа рукава притачивают подкладку (строчка 6).
После обработки нижнего среза рукава выполняют посадку оката рукава с одновременным притачиванием усилителя передней части рукава и подокатника из не клеевого нетканого прокладочного материала. Усилитель передней части оката размещают на изнаночной стороне рукава так, как показано на рис. 3.16, а. Он может быть закреплен на рукаве до притачивания подокатника. Подокатник накладывают на изнанку рукава поверх клеевой и не клеевой прокладок. Его положение показано на рис. 3.16, б. Строчку притачивания усилителя и подокатника прокладывают на расстоянии 5 мм от среза оката на специальной машине с регулированием степени посадки по участкам одного из стачиваемых слоев материала.
Посадку оката рукава и ее сутюживание можно выполнять перед втачиванием рукава в пройму изделия. В этом случае усилитель передней части оката притачивают к изнанке рукава, а подокатник прикрепляют впоследствии к припускам шва втачивания рукава. Этим способом обрабатывают рукав пиджака. В других видах изделий при обработке оката усилитель передней части оката рукава и подокатник могут не использоваться.
studfiles.net
Обработка втачных рукавов
Обработку втачных рукавов начинают с дублирования участков рукава (см. рис. 3.1, е, ж, к, л), которое описано в подразд. 3.1. Рукава пиджака укрепляют клеевыми прокладками на следующих участках: припуск подгиба низа, припуск шлицы верхней части двух шовного рукава, участок оката в области локтевого переката. На рукавах изделий других видов могут укрепляться клеевыми прокладками не все из перечисленных участков.
Вытачки, подрезы, складки, отделочные строчки на рукавах выполняют так же, как на других основных деталях.
Верхнюю часть двух шовного рукава формуют, оттянув передний срез на уровне локтя. Формованию подвергают одновременно правый и левый рукава и осуществляют его на прессе с гофрированными подушками или утюгом. В одно шовных рукавах передний срез формуется так же, как в двух шовных. Локтевой срез верхней части двух шовного рукава и задний срез одно шовного сутюживают на уровне локтя до линии локтевого переката, если это предусмотрено конструкцией.
После формования соединяют верхнюю и нижнюю части двух шовного рукава. При индивидуальном пошиве части рукава предварительно сметывают. В зависимости от особенностей технологии обработки и имеющегося оборудования соединяют передние или локтевые срезы частей рукава стачным швом вразутюжку. Локтевые срезы могут быть соединены настрочным швом, если это требуется по модели. Стачивающую строчку прокладывают, начиная от срезов оката. Передние срезы стачивают со стороны верхней части рукава, локтевые — со стороны его нижней части. При необходимости между срезами вкладывают хлястики, паты. Клеевая прокладка оката может быть поставлена на участке локтевого переката после стачивания и разутюживания локтевого шва.
Обработку нижнего среза рукава в зависимости от модели проводят на замкнутом или незамкнутом рукаве. Низ рукава обрабатывают краевыми швами или манжетой. Подкладку рукава притачивают к рукаву до или после соединения рукава с изделием в зависимости от покроя рукава и модели.
При обработке низа втачного рукава швом вподгибку чаще всего рукав соединяют с подкладкой до втачивания в пройму. В этом случае перед обработкой низа рукава необходимо заготовить подкладку рукава. У подкладки рукава стачивают передние или локтевые срезы — те же, что и на рукаве. Строчку прокладывают, начиная от нижних срезов. Передние срезы стачивают по подкладке верхней части рукава, локтевые — по подкладке нижней части. При соединении передних срезов подкладки рукавов в таких изделиях, как пиджак, мужское пальто, оставляют не стачанным участок на уровне локтя длиной 200...250 мм. Через эти отверстия в последующем подкладку рукава соединяют с подкладкой изделия по пройме. Припуски швов стачивания частей подкладки рукава заутюживают в сторону верхней части.
Нижний срез рукава обрабатывают подкладкой, притачивая ее к припуску подгиба низа рукава швом шириной 10 мм. При этом под строчку притачивания со стороны рукава можно подложить клеевую паутинку или клеевую сетку. Эти клеевые материалы заменяют подшивочную строчку, закрепляя припуск подгиба низа на рукаве при последующей ВТО. Сгиб низа рукава заутюживают.
Затем за один прием стачивают локтевые или передние срезы рукава и подкладки рукава, начиная от срезов оката рукава. Припуски шва стачивания на рукавах разутюживают, на подкладке — заутюживают. Если по припуску подгиба низа рукава не была проложена клеевая сетка или клеевая паутинка, то припуск подгиба низа закрепляют машинной или ручной строчкой на припусках передних и локтевых швов. Затем припуски локтевых швов подкладки притачивают к припускам локтевых швов рукавов на участке длиной 60... 100 мм на расстоянии 50... 100 мм от низа рукава. Машинную строчку можно заменить ручной. Рукав вывертывают на лицевую сторону, низ рукава приутюживают.
Внизу рукава часто делают шлицу, размещаемую в локтевом шве. В зависимости от конструкции шлицы бывают вытачными, отлетными и открытыми.
Обработка срезов вытачной шлицы.Их обрабатывают одновременно со стачиванием локтевых срезов (рис. 3.12, а). Сначала строчку прокладывают вдоль локтевых срезов, затем стачивают срезы шлицы и, наконец, соединяют срезы припуска подгиба низа (рис. 3.12, б). На участке нижнего края шлицы строчку прокладывают выше линии подгиба низа рукава на величину, которая зависит от толщины материала. Припуски шва стачивания надсекают в углах шлицы на нижней части рукава. Припуски локтевого шва и шва стачивания припуска подгиба низа разутюживают, шлицу заутюживают в сторону верхней части рукава (рис. 3.12, в). Припуск подгиба низа рукава перегибают на изнаночную сторону и заутюживают, предварительно срезав излишки припусков на участке нижнего края шлицы. Затем к низу рукава притачивают подкладку и стачивают передние срезы рукава и подкладки рукава. Дальнейшая обработка соответствует описанной выше.
Обработка отлетной шлицы.Она обрабатывается за два приема (рис. 3.13, а). Сначала обтачивают угол отлетной шлицы (рис. 3.13, б, строчка 1). Строчку прокладывают вдоль линии подгиба низа рукава. Надсекают припуск шва обтачивания в конце выполненной строчки. Угол шлицы вывертывают на лицевую сторону, выправляют и приутюживают (рис. 3.13, в). Затем, начав от срезов оката, стачивают локтевой шов рукава. Одновременно соединяют срезы шлицы по уступу и в продольном направлении. Завершают строчку, стачивая срезы припуска подгиба низа (рис. 3.13, г, строчка 2). Надсекают припуск нижней части рукава в углу шлицы и по линии подгиба низа рукава. Локтевой шов выше шлицы и на участке подгиба низа рукава разутюживают, шлицу заутюживают в сторону верхней части рукава. Дальнейшая обработка рукава проводится так же, как при вытачной шлице.
Обработка открытой шлицы.При ее обработке последовательно обтачивают углы верхней и нижней сторон шлицы (рис. 3.14, а).
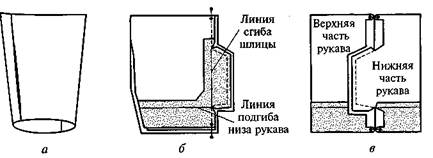
Рис. 3.12. Обработка вытачной шлицы рукава

Сначала обрабатывают угол верхней стороны, расположенный на верхней части рукава. Строчку прокладывают под углом к срезам шлицы и линии низа (рис. 3.14, б, строчка 1). Затем обтачивают угол нижней стороны шлицы, располагая строчку обтачивания параллельно срезам шлицы (рис. 3.14, в, строчка 2). Строчки обтачивания углов шлицы не должны доходить до среза припуска подгиба низа на 7... 10 мм. Припуск шлицы надсекают к концу строчки 2. Углы вывертывают на лицевую сторону, выправляют и приутюживают. Одновременно заутюживают припуск подгиба низа рукава. Стачивают локтевые срезы рукава, начиная от срезов оката, и, не прерывая строчки, соединяют срезы шлицы (рис. 3.14, г, строчка 3). Надсекают припуск нижней части рукава в углу уступа шлицы и разутюживают локтевой шов. Шлицу заутюживают в сторону верхней части рукава. Затем обрабатывают низ рукава подкладкой и соединяют передние срезы рукава и подкладки.
Низ рукава в изделиях на подкладке может иметь манжету. Конструкция манжет разнообразна, так же как в изделиях без подкладки. В зависимости от конструкции манжеты и вида материала последовательность ее обработки и соединения с рукавом может меняться, однако общий порядок работы сохраняется: последовательно обрабатывают рукав, подкладку рукава, манжету, затем соединяют рукав с манжетой, а манжету с подкладкой рукава.
Притачные манжеты.Притачные манжеты рукава дублируют. Затем манжету, цельно кроенную с подкладкой, обтачивают по боковым сторонам. Если манжета имеет отрезную подкладку, то обтачивание производят с трех сторон с небольшой посадкой в углах деталей. Излишки припусков шва обтачивания в углах срезают, оставляя 2...3 мм, манжету вывертывают на лицевую сторону, выправляют с помощью шаблона и прессуют. После этого прокладывают отделочную строчку по краю манжеты, выметывают петли и приутюживают. В притачные манжеты может быть вложена эластичная тесьма. Широкую тесьму, растягивая ее, притачивают по всей длине перед соединением боковых сторон манжеты. Узкую тесьму прокладывают в кулиски и закрепляют строчкой, выполняемой вдоль боковых сторон манжеты.
Притачную манжету присоединяют к рукаву вместе с подкладкой манжеты и подкладкой рукава швом шириной 10 мм (рис. 3-15, а). При использовании достаточно толстых материалов манжету притачивают к рукаву (рис. 3.15, б, строчка 1), а подкладку Манжеты — к подкладке рукава (строчка 2). После этого соединяет припуски швов притачивания манжеты и подкладки манжеты (строчка 3).
Манжеты с отворотами.При необходимости их дублируют. Срезы манжеты обтачивают подкладкой манжеты из подкладочного Материала (рис. 3.15, в, строчка 1). Манжету вывертывают на лицевую сторону, выправляют и выметывают. По краю манжеты прокладывают отделочную строчку 2, если это требуется по модели. Манжету приутюживают. На манжете намечают линию подгиба нижнего края и подрезают его неровности. Подкладку манжеты подрезают так, чтобы срез подкладки располагался на уровне линии подгиба, намеченной на манжете.

Рис. 3.15. Обработка низа рукава манжетой в изделиях на подкладке

Рис. 3.16. Размещение клеевых и не клеевых прокладок на окате рукава
В процессе соединения манжеты с рукавом сначала притачивают подкладку манжеты к низу рукава швом шириной 7... 10 мм (строчка 3). Затем подкладку манжеты закрепляют на рукаве в двух-трех местах продольными строчками длиной 40...50 мм на расстоянии 30...40 мм от края манжеты (строчка 4), чтобы манжета не отгибалась при носке. Стачанные срезы рукава и подкладки манжеты огибают нижним краем манжеты и заметывают его. Низ рукава приутюживают. К срезу припуска подгиба нижнего края манжеты притачивают подкладку рукава (строчка 5). Шов притачивания манжеты закрепляют на припусках локтевых и передних швов рукава стачивающей машинной или ручной строчкой.
Меховые манжеты с отворотами.Их обтачивают подкладкой из основного материала или из подкладочной ткани швом шириной 5...7 мм (рис. 3.15, г, строчка 1). При необходимости подкладку манжеты дублируют. Припуски шва обтачивания настрачивают на подкладку манжеты на расстоянии 2 мм от строчки обтачивания (строчка 2). Боковые стороны манжеты и подкладки манжеты стачивают швом шириной 5 мм со стороны манжеты и 7... 10 мм со стороны подкладки манжеты. После вывертывания на лицевую сторону манжету выправляют и прикрепляют к ней подкладку манжеты на машине потайного стежка (строчка 3).
Готовую манжету притачивают к припуску подгиба низа рукава вдоль линии сгиба швом шириной 5 мм (строчка 4). Притачанную манжету отгибают на лицевую сторону рукава и закрепляют верхний край манжеты на рукаве в трех-четырех местах ручными стежками (строчка 5), располагая их на расстоянии 10... 15 мм от верхнего края манжеты. К припуску подгиба низа рукава притачивают подкладку (строчка 6).
После обработки нижнего среза рукава выполняют посадку оката рукава с одновременным притачиванием усилителя передней части рукава и подокатника из не клеевого нетканого прокладочного материала. Усилитель передней части оката размещают на изнаночной стороне рукава так, как показано на рис. 3.16, а. Он может быть закреплен на рукаве до притачивания подокатника. Подокатник накладывают на изнанку рукава поверх клеевой и не клеевой прокладок. Его положение показано на рис. 3.16, б. Строчку притачивания усилителя и подокатника прокладывают на расстоянии 5 мм от среза оката на специальной машине с регулированием степени посадки по участкам одного из стачиваемых слоев материала.
Посадку оката рукава и ее сутюживание можно выполнять перед втачиванием рукава в пройму изделия. В этом случае усилитель передней части оката притачивают к изнанке рукава, а подокатник прикрепляют впоследствии к припускам шва втачивания рукава. Этим способом обрабатывают рукав пиджака. В других видах изделий при обработке оката усилитель передней части оката рукава и подокатник могут не использоваться.
Похожие статьи:
poznayka.org
Wistaria: Обработка рукавов. Втачные рукава
 Обработка одношовного рукава, зауженного книзу (рисунок 1а). Оттянуть утюгом оба рукава одновременно по передним срезам на уровне локтевой вытачки (чем больше прогиб рукава, тем больше оттянуть).
Обработка одношовного рукава, зауженного книзу (рисунок 1а). Оттянуть утюгом оба рукава одновременно по передним срезам на уровне локтевой вытачки (чем больше прогиб рукава, тем больше оттянуть).Сметать и стачать локтевые вытачки или заложить мягкие складочки, оставшуюся слабину сутюжить. Рукав перегнуть по переднему и локтевому сгибам, при этом срезы должны лежать свободно, без фалд. Если рукав не ложится точно по линии переднего сгиба и срезы (передний и локтевой) внизу не совпадают, значит, он не достаточно оттянут.
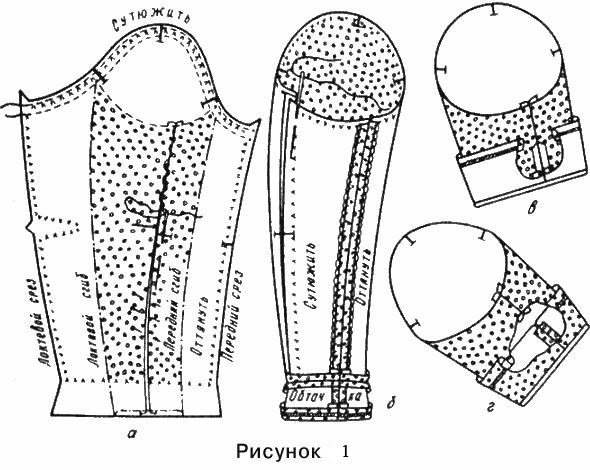
Срезы рукава сметать с лицевой стороны стежками через край, стачать по переднему срезу от оката вниз, швы разутюжить или заутюжить в сторону переднего среза.
Обработки двухшовного рукава (рисунок 1б). Оттянуть утюгом на 1 см передний срез верхней части рукава до переднего сгиба на расстоянии 10-15 см вверх и вниз от линии локтя. Сметать и стачать локтевую вытачку, заложить мягкие складочки или сутюжить слабину. Сметать передние срезы с посадкой верхней части рукава у оката, нижней — у локтя и стачать по верхней части. Наметку удалить, шов разутюжить (нижняя часть рукава при этом должна ровно лежать на столе). Сметать локтевые срезы от оката и от линии низа к линии локтя по верхней части рукава, припосаживая ее в области локтя и выше на 10-12 см. Стачать локтевые срезы по нижней части рукава, швы разутюжить.
Обработка низа рукава подкройной обтачкой (рисунок 1б). Подкроить долевую или поперечную обтачку по форме низа рукава. Для узкого рукава ширина обтачки 4-6 см, для широкого 7-10 см. Длина обтачки равна ширине низа рукава с припуском на швы.
Стачать концы обтачки, шов разутюжить. Верхний срез обтачки подшить швом вподгибку с открытым срезом и приутюжить. Сложить обтачку с рукавом лицевыми сторонами внутрь, совместить швы, уравнять срезы и обтачать швом шириной 0,7 см. Шов разутюжить, затем заутюжить в сторону обтачки и для прочности проложить строчку по лицевой стороне обтачки, отступив на 0,2 см от шва обтачивания. Отогнуть обтачку на изнаночную сторону рукава, выправить шов, заметать, приутюжить. Подшить край обтачки к рукаву потайными стежками.
Обработка низа рукава накладной манжетой за счет припуска ткани (рисунок 1в). Так рекомендуется обрабатывать рукава изделий из двусторонней ткани. К длине рукава дать припуск ткани на ширину манжеты, равный 6-12 см. Стачать срезы рукава, не дострачивая до линии припуска на манжету на 4-8 см. Сделать надсечку на ширину шва и от нее стачать срезы по лицевой стороне. Швы разутюжить. Отогнуть припуск на манжету на лицевую сторону, сгиб приутюжить. Во избежание растяжения рукава по линии сгиба с изнаночной стороны можно приметать к рукаву поперечную или долевую бейку. Отмерить ширину манжеты, срез подогнуть внутрь и настрочить на рукав или подшить к нему потайными стежками, отступив от сгиба манжеты на 0,5 см.
Обработка низа рукава настрочной манжетой за счет припуска ткани (рисунок 1г). К длине рукава дать припуск ткани на ширину манжеты, равный 3-8 см, плюс на удвоенную ширину складочки, равную 2-3 см. Стачать срезы рукава, шов разутюжить. Припуск подогнуть на изнаночную сторону, сгиб заутюжить (можно проложить отделочную строчку, по ширине равную складочке, т.е. 1-1,5 см). Отмерить ширину манжеты и застрочить складочку так, чтобы срез припуска оказался внутри складочки.
Обработка низа рукава притачной манжетой. Перед тем как выполнить такую обработку низа рукава, необходимо обработать шлицу (разрез) рукава. При обработке шлицы настрочной обтачкой (рисунок 2а) срез шлицы нижней части застежки обработать швом вподгибку с закрытым срезом. Ширина шва в готовом виде 0,3-0,4 см. Срез шлицы верхней части обработать бейкой, выкроенной по долевой или поперечной нити, — обтачкой. Ширина обтачки 6 см, длина равна длине разреза плюс 4 см на обработку мысика. Сложить обтачку лицевой стороной с изнаночной стороной рукава, уравнять срезы и притачать швом шириной 0,5 см. Противоположный срез обтачки подогнуть на изнаночную сторону на 0,7 см. Вдоль обтачки посередине сделать сгиб и в конце разреза отрезать часть обтачки, оставив на шов 1 см, обработать мысик. Подогнутый край обтачки и мысик настрочить на рукав, закрывая шов ее притачивания (рисунок 2б).
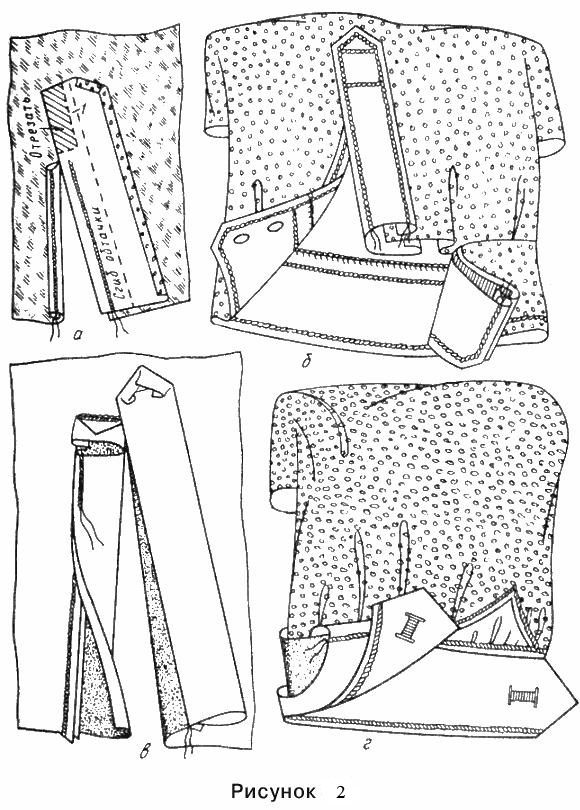
Срез шлицы можно обработать двумя обтачками (рисунок 2в). Для этого к нижней части застежка рукава выкроить долевую обтачку шириной 3 см и длиной, равной длине разреза плюс 1 см. Сложить обтачку лицевой стороной с изнаночной стороной изделия. Уравнять срезы и притачать швом шириной 0,5 см. Противоположный срез обтачки подогнуть на изнаночную сторону на 0,7 см и настрочить швом шириной 0,2 см, закрывая шов притачивания шлицы. В конце разреза сделать надсечки в виде треугольника на ширину обтачки и притачать ее конец, как показано на рисунке 2в.
Срез шлицы верхней части застежки можно обработать также долевой, поперечной или косой обтачкой (бейкой) шириной 6 см и длиной, равной длине разреза плюс 6 см, аналогично срезу нижней части застежки. Конец обтачки сложить треугольником (рисунок 2в) и настрочить на рукав, закрывая конец нижней обтачки (рисунок 2б).
Для манжеты с запонками (рисунок 2г) шлицу обработать одной обтачкой. Если нет шлицы, сделать надсечки на нижней части рукава (локтевой сгиб), срез между надсечками обработать швом вподгибку или окантовочным швом с закрытым срезом. Заложить у надсечек складочки глубиной 0,7-1 см.
При обработке низа рукава притачной манжетой с изнаночной стороны нижней манжеты приметать прокладку, выкроенную из основной ткани, и настрочить ее вдоль манжеты, отступив от сгиба на 1-2 см (если она будет из одного куска ткани) или от линии притачивания на 0,5-0,7 см. Сложить обе детали манжеты лицевыми сторонами внутрь и стачать ее концы швом шириной 0,7 см. Вывернуть манжету на лицевую сторону, выправить швы и углы, сгиб заутюжить вдоль манжеты и отутюжить ее. Сложить нижнюю манжету с изнаночной стороной рукава, совмещая концы манжеты с краями шлицы. Лишнюю ширину рукава заложить мягкими складочками сгибами в сторону планки. Расстояние между складочками 1-1,5 см. Притачать манжету швом шириной 0,7 см. Верхней манжетой обогнуть прокладку (прокладка должна соответствовать ширине манжеты) и настрочить на рукав швом шириной 0,1 см, закрывая шов притачивания нижней манжеты. По краям манжеты можно проложить отделочную строчку швом шириной 0,5-1, приступить к обметыванию петель.
Если манжета выкроена из двух деталей, сложить их лицевыми сторонами внутрь, к верхней манжете с изнаночной стороны приметать прокладку, обтачать швом шириной 0,7 см. Прокладку вдоль строчки срезать, оставляя ширину шва 0,1-0,2 см. Манжету вывернуть, выметать, приутюжить и отстрочить, отступив на 0,5 см от края. Обметать петли. Сложить манжету верхней деталью с лицевой стороной рукава, приметать и притачать, прокладывая строчку от сгиба верхней части застежки (планки) до нижнего края разреза. Шов обработать и заутюжить в сторону рукава. Концы шва закрепить на изнаночной стороне ручными стежками (рисунок 2б).
Соединение втачных рукавов с проймами. Для этого нужно уточнить и оформить линии пройм изделия. Если изделие из ткани, легко поддающейся растяжению, или пройма недостаточно прилетает к руке, нужно проложить две строчки короткими сметочными стежками с расстоянием между ними 0,3-0,5 см: на спинке — на уровне выступающих точек лопаток, на полочке — от плечевого среза вниз на 10-15 см, отступив от линии вметывания рукава (силков) в сторону среза на 0,2 см. Стянуть строчку на спинке для лучшего облегания лопаток на величину посадки (0,5-1,5 см), а на полочке — для предохранения ее от растяжения. Концы ниток закрепить с двух сторон, посадку сутюжить, а затем закрепить ее стежками за иголку сложенной вдвое ниткой в тон изделия или приметать долевую или поперечную полоску ткани шириной 1 см — кромку или тесьму (рисунок 3а).
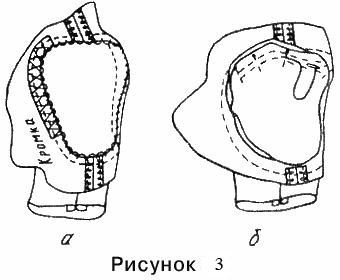
По окату рукава также должна быть выполнена посадка, которая распределяется неравномерно. Ее величина зависит от толщины и жесткости ткани, модели и т.д. Перед вметыванием рукава в пройму измерить длину проймы и оката, полученные величины сопоставить: на каждый сантиметр проймы нужно приблизительно 0,1 см посадки. Окат рукава собрать на две нитки одинаковой длины: в шерстяных и шелковых изделиях — ручными стежками, в хлопчатобумажных — на машине длинными стежками с ослабленным натяжением верхней нитки. Проложить параллельные строчки, отступив от линии вметывания вверх и вниз на 0,3 см. Обе нитки стянуть одновременно так, чтобы длина оката рукава оказалась на 1 см больше длины проймы. Распределить посадку в зависимости от модели по всему окату рукава или только в верхней части между локтевым и передним сгибами, а также незначительно — в нижней части оката.
Посадку по всему окату сутюжить, причем утюг не должен заходить дальше, чем на 1-1,5 см за линию вметывания. Если ткань плохо поддается влажно-тепловой обработке, рекомендуется застрочить в верхней части рукава вытачку напротив плечевого шва. Стачать срезы и обработать низ рукавов (рисунки 1, 2). Лиф вывернуть на изнаночную сторону, заготовленный рукав вложить в пройму, совмещая его контрольные метки с контрольными метками проймы, нанесенными во время примерки. Скрепить рукав булавками и вметать со стороны рукава между двумя проложенными строчками посадки короткими стежками (рисунок 3б). Сначала вметать правый рукав, начиная от локтевого сгиба (двухшовный рукав — от локтевого шва). Левый рукав вметать от переднего сгиба (или шва).
На примерке обратить внимание на то, чтобы: посадка на обоих рукавах была распределена одинаково, без сборок, перекосов и заломов; рукава располагались отвесно по отношению к изделию, т.е. чтобы передние сгибы располагались параллельно середине переда; низ обоих рукавов находился на одинаковом уровне от обхвата запястья.
После вметывания рукавов посадку сутюжить на специальной колодке, отступив от срезов на 2 см.
Втачать в пройму со стороны рукава, прокладывая строчку на расстоянии 0,1 см от строчки вметывания и следя за распределением посадки или сборок. Шов приутюжить и обработать (рисунок 3а).
w1staria.blogspot.com
Обработка застежки рукава
Застежка рукава – это участок, обеспечивающий свободу одевания рукава и его хорошую посадку и плотное облегание на запястье.
В рукавах с манжетой края застежки должны попадать в шов притачивания манжеты.
А) Горизонтальная застежка. В рукавах без разреза для свободного прохождения руки оставляют участок, где манжету не притачивают. Его застрачивают швом вподгибку с закрытым срезом после притачивания манжеты и заутюживания припуска на рукав.
Б) Вертикальная застежка
Б1 Одной обтачкой. Ею окантовывают разрез, разложенный в одну линию, сводя ширину шва к высшей точке разреза «на нет». Затем обтачку перегибают вдоль пополам, застрачивают уголок припуска, заютюживают окантовку на верхней стороне разреза застежки внутрь, а на нижней стороне застежки – приутюживают
Б2) без обтачки. Намечают линию разреза (строго по нити основы, делая в конце разрезы под углом 90 градусов на 5-7 мм)
Параллельно разрезу подгибают срезы (на верхней стороне – на изнаночную сторону, на нижней – на лицевую).
Обработанный край верхней стороны накладывают на нижний, образуя складку 2-2,5 см. Закрепляют закрепкой таким образом, чтобы срезы вверху застежки были расположены между строчками закрепки.
Б3) на продолжении шва.
По шву рукава на участке застежки при раскрое делают припуск
Срез припуска, образующего верхнюю сторону застежки , перегибают на изнаночную сторону и застрачивают.
Срез припуска, образующего нижнюю сторону застежки, обрабатывают обтачкой
После обработки краев застежки производят стачивание срезов рукава до конца обработанной застежки. Затем скрепляют обработанные припуски застежки двойной обратной строчкой
Если рукав без манжеты, то застежка может быть обработана:
А) в складке. После разметки и застрачивания складки обрабатывают низ рукава обтачкой

Б) в разрезе: навесные петли прикрепляют к краю разреза. Обтачку выкраивают цельную для низа рукава и разреза. Обтачивание разреза застежки и среза низа рукава выполняют в один прием
Похожие статьи:
poznayka.org
Обработка низа рукавов краевыми швами
Низ рукава обрабатывают любым краевым швом. Перед обработкой уточняют длину рукава, намечают линию низа и линию подгиба низа. Неровности низа рукава обрезают по намеченной линии.
В зависимости от модели и свойств материала низ рукава застрачивают швом вподгибку с закрытым или открытым обметанным срезом, окантовывают тесьмой или косой бейкой с двумя закрытыми срезами, обтачивают подкройной обтачкой или косой бейкой. Обработку низа проводят на рукаве с замкнутой или незамкнутой линией низа.
Шов вподгибку выполняют на стачивающей машине прямого или зигзагообразного стежка либо на специальной машине потайного стежка. Потайную подшивочную строчку можно выполнять и вручную. Возможна обработка низа рукава швом вподгибку с тесьмой. В этом случае один край тесьмы настрачивают на лицевую сторону припуска низа рукава, а другой подшивают на специальной машине потайного стежка к изнанке рукава.
В кулиску, образованную застроченным припуском подгиба низа, может быть вставлена эластичная тесьма. Ширина кулиски на 1 -2 мм шире ширины эластичной тесьмы. Тесьма может размещаться по краю рукава либо на некотором расстоянии от линии низа в один или несколько рядов. Концы эластичной тесьмы стачивают накладным швом зигзагообразной строчкой. Концы тесьмы заходят друг за друга на 15...20 мм. Выметывают петлю для продергивания эластичной тесьмы на двойном слое припуска подгиба низа, который образуется при перегибании среза низа рукава на изнаночную сторону на 7... 10 мм. Припуск подгиба низа рукава по намеченной линии низа перегибают на изнаночную сторону, вкладывают эластичную тесьму и застрачивают припуск подгиба низа швом вподгибку с закрытым срезом. Ширина шва застрачивания 1 мм. При нескольких рядах эластичной тесьмы по низу рукава прокладывают несколько параллельных строчек, образуя кулиски необходимой ширины. Перед прокладыванием последней строчки под припуск подгиба низа вкладывают эластичную тесьму. В оставшиеся кулиски тесьму продергивают вручную с помощью булавки. Концы тесьмы стачивают накладным швом на машине или скрепляют вручную 12... 15 стежками.
Эластичную тесьму также настрачивают зигзагообразной строчкой на развернутый рукав. В этом случае рукав должен быть незамкнут, а нижний срез рукава обработан. Если ширина зигзагообразной строчки больше ширины эластичной тесьмы, игла не прокалывает тесьму при настрачивании. В этом случае ширину и степень присборенности рукава внизу можно регулировать, подтягивая эластичную тесьму. Концы эластичной тесьмы закрепляют при стачивании и обметывании срезов рукава.
Срезы рукавов, низ которых обрабатывался по незамкнутой линии, стачивают так, чтобы обработанные нижние края рукавов совмещались друг с другом. Припуск шва стачивания рукава обметывают и настрачивают на рукав у нижнего края двойной обратной строчкой длиной 7... 10 мм. Строчку прокладывают параллельно Шву стачивания рукава на расстоянии 3... 4 мм от обметанных срезов. Настроченный припуск шва стачивания рукава на должен быть виден с лицевой стороны.
Окантовывание нижнего среза рукава производят на машине со спецприспособлением при незамкнутой линии низа. Затем стачивают срезы рукава, совместив нижние окантованные края. Срезы рукава обметывают. Концы окантовочной тесьмы или косой бейки настрачивают на изнаночную сторону рукава двойной обратной строчкой, прокладывая ее поперек окантовочной тесьмы.
В изделиях из толстых материалов срезы рукавов обметывают перед окантовыванием нижнего среза. После окантовывания срезы рукавов стачивают, а концы окантовочной тесьмы подгибают под обметанный припуск шва стачивания рукава и застрачивают двойной обратной строчкой, прокладываемой поперек тесьмы.
Обработку низа рукава обтачным швом производят, используя подкройную обтачку или косую бейку. В зависимости от модели обтачка или бейка могут располагаться как на изнаночной, так и на лицевой стороне рукава. Перед обработкой подкройная обтачка может быть продублирована, а косая бейка сформована по форме нижнего среза рукава. Внутренний срез обтачки обметывают. Если при последующей обработке внутренний срез обтачки будет застрочен или настрочен на рукав, то припуск внутреннего среза обтачки заутюживают на изнаночную сторону по шаблону. Внутренний срез косой бейки всегда заутюживают по шаблону на изнаночную сторону бейки.
Подготовленную обтачку или бейку укладывают на рукав с незамкнутой линией низа, совмещают срезы и притачивают к низу рукава швом шириной 5...7 мм. Строчку прокладывают со стороны обтачки. Припуск шва притачивания настрачивают на обтачку с лицевой стороны на расстоянии 1 ...3 мм от шва притачивания. Рукав складывают лицевой стороной внутрь, совмещают срезы рукава и обтачки и стачивают рукав и обтачку одновременно. Шов стачивания разутюживают на участке концов обтачки и низа рукава. Припуски шва стачивания рукава выше участка разутюживания обметывают. Заутюженный срез обтачки застрачивают на расстоянии 1 мм от края. Обтачку отгибают на изнанку рукава, шов притачивания обтачки внизу рукава расправляют, образуя кант со стороны рукава, и приутюживают. Внутренний край обтачки подшивают потайными стежками на специальной машине или вручную.
Внутренний обметанный или заутюженный край обтачки можно настрочить на рукав, если это предусмотрено моделью.
В промышленном производстве обтачку настрачивают на низ рукава накладным швом с закрытым срезом на двух игольной машине со спецприспособлением для подгиба срезов обтачки и рукава внутрь на 5... 7 мм.
Похожие статьи:
poznayka.org
§ 18.3 Обработка рукавов, соединение их с изделием - Глава 1 - Технология женской и детской лёгкой одежды
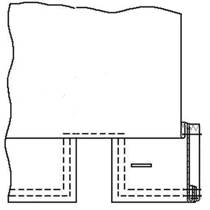
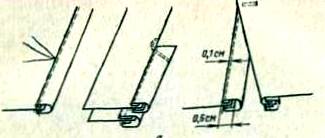
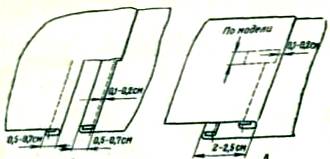
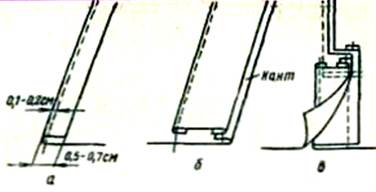
Обработка застежек внизу рукавов с манжетами. В рукавах с манжетами застежка может быть обработана на продолжении шва рукава и с разрезом на цельной детали Разрез застежки на цельной детали может быть обработан одной обтачкой (рис. 77, а) по способу, изложенному в гл. 1, § 14, или без обтачек. При обработке застежки без обтачек сначала по подсобному лекалу намечают линию разреза и по намеченной линии деталь разрезают строго по нити основы, делая в конце разреза подрезы под прямым углом на величину 0,5 - 0,7 см. Параллельно разрезу застежки, отступив от поперечных подрезов 0,5 - 0,7 см, подгибают срезы (рис. 77, б). По краю, образующему верхнюю сторону застежки, срез подгибают в сторону изнанки, а по краю, образующему нижнюю сторону застежки,- на лицевую сторону. Срезы подгибают внутрь на 0,5 - 0,7 см и застрачивают узким швом вподгибку с закрытым срезом. Обработанный край верхней стороны застежки накладывают на нижний, образуя складку (рис. 77, в), при этом величина захода одного обработанного края на другой равна 2 - 2,5 см. Складку закрепляют на стачивающей машине строчкой по форме прямоугольника так, чтобы срезы вверху застежки были расположены между строчками закрепки. Застежку в готовом виде приутюживают.
Разрез застежки на цельной детали может быть обработан одной обтачкой (рис. 77, а) по способу, изложенному в гл. 1, § 14, или без обтачек. При обработке застежки без обтачек сначала по подсобному лекалу намечают линию разреза и по намеченной линии деталь разрезают строго по нити основы, делая в конце разреза подрезы под прямым углом на величину 0,5 - 0,7 см. Параллельно разрезу застежки, отступив от поперечных подрезов 0,5 - 0,7 см, подгибают срезы (рис. 77, б). По краю, образующему верхнюю сторону застежки, срез подгибают в сторону изнанки, а по краю, образующему нижнюю сторону застежки,- на лицевую сторону. Срезы подгибают внутрь на 0,5 - 0,7 см и застрачивают узким швом вподгибку с закрытым срезом. Обработанный край верхней стороны застежки накладывают на нижний, образуя складку (рис. 77, в), при этом величина захода одного обработанного края на другой равна 2 - 2,5 см. Складку закрепляют на стачивающей машине строчкой по форме прямоугольника так, чтобы срезы вверху застежки были расположены между строчками закрепки. Застежку в готовом виде приутюживают.  Обработка застежки, расположенной на продолжении шва рукава состоит в следующем. По шву рукава на участке застежки при раскрое делают припуски. Срез припуска, образующего верхнюю сторону застежки, перегибают в сторону изнанки на 0,5 - 0,7 см и застрачивают на расстоянии 0,1 - 0,2 см от подогнутого края (рис. 78,а). Срез припуска, образующего нижнюю сторону застежки, обрабатывают обтачкой, выкроенной по форме припуска (рис. 78, б). Внутренний срез обтачки перегибают в сторону изнанки на 0,5 - 0,7 см и застрачивают на расстоянии 0,1 см от края. В изделиях из легкоосыпающихся тканей срез обтачки предварительно обметывают на специальной машине. Обтачку накладывают на лицевую сторону припуска, образующего нижнюю сторону застежки, лицевой стороной вниз и обтачивают деталь со стороны обтачки. Ширина шва 0,5 - 0,7 см. Обтачку отгибают на изнанку рукава, шов выправляют, образуя кант в сторону обтачки шириной 0,1 - 0,2 см, и приутюживают. Внутренний край обтачки прикрепляют к основной детали в нескольких местах вручную потайными стежками. После обработки краев застежки производят стачивание срезов рукава (рис. 78, в) до конца обработанной застежки, затем деталь поворачивают на угол 90° и скрепляют обработанные припуски застежки двойной обратной строчкой Застежку в готовом виде приутюживают. В рукавах с манжетой без разреза для свободного прохождения руки оставляют участок где манжету не притачивают. Этот участок обрабатывают швом вподгибку с закрытым срезом. Соединение рукавов с проймами. Для правильного положения рукава на фигуре, а также для обеспечения свободы движения руки окат рукава делают длиннее проймы изделия на 4 - 6 см. Эта величина зависит от направления моды, структуры ткани, а при изготовлении одежды по индивидуальным заказам и от фигуры заказчика. При изготовлении изделий по индивидуальным заказам по окату рукава сначала прокладывают две строчки с расстоянием между ними 0,5 см (на машине или вручную) и стягивают нитки, распределяя посадку в зависимости от модели равномерно по всему окату или только в передней и локтевой частях. Для предохранения проймы от растяжения по краю проймы переда и спинки на участках вниз от плечевого шва на 10 - 12 см и на расстоянии 0,7 - 1,3 см от срезов проймы прокладывают машинную строчку. Рукава могут быть втачаны в проймы после соединения боковых срезов и срезов рукавов или до их соединения (т. е. в открытую пройму). При изготовлении изделий по индивидуальным заказам перед вметыванием рукавов в проймы их предварительно прикладывают к изделию булавками; совмещая контрольные надсечки на рукаве и пройме, нанесенные при примерке. При вметывании рукавов булавки поочередно удаляют из ткани. Рукав вывертывают на лицевую сторону, а изделие наизнанку. Рукав вкладывают в пройму изделия лицевой стороной внутрь, уравнивают срезы и втачивают со стороны рукава на специальной машине с одновременной посадкой верхней детали или на стачивающей машине совмещая надсечки по срезам рукава и проймам изделия и равномерно распределяя посадку или сборки на рукавах. Ширина шва 1,2 - 1,5 см. В изделиях из шерстяных тканей и тканей с содержанием синтетических волокон посадку сутюживают. Срезы шва обметывают на специальной машине.
Обработка застежки, расположенной на продолжении шва рукава состоит в следующем. По шву рукава на участке застежки при раскрое делают припуски. Срез припуска, образующего верхнюю сторону застежки, перегибают в сторону изнанки на 0,5 - 0,7 см и застрачивают на расстоянии 0,1 - 0,2 см от подогнутого края (рис. 78,а). Срез припуска, образующего нижнюю сторону застежки, обрабатывают обтачкой, выкроенной по форме припуска (рис. 78, б). Внутренний срез обтачки перегибают в сторону изнанки на 0,5 - 0,7 см и застрачивают на расстоянии 0,1 см от края. В изделиях из легкоосыпающихся тканей срез обтачки предварительно обметывают на специальной машине. Обтачку накладывают на лицевую сторону припуска, образующего нижнюю сторону застежки, лицевой стороной вниз и обтачивают деталь со стороны обтачки. Ширина шва 0,5 - 0,7 см. Обтачку отгибают на изнанку рукава, шов выправляют, образуя кант в сторону обтачки шириной 0,1 - 0,2 см, и приутюживают. Внутренний край обтачки прикрепляют к основной детали в нескольких местах вручную потайными стежками. После обработки краев застежки производят стачивание срезов рукава (рис. 78, в) до конца обработанной застежки, затем деталь поворачивают на угол 90° и скрепляют обработанные припуски застежки двойной обратной строчкой Застежку в готовом виде приутюживают. В рукавах с манжетой без разреза для свободного прохождения руки оставляют участок где манжету не притачивают. Этот участок обрабатывают швом вподгибку с закрытым срезом. Соединение рукавов с проймами. Для правильного положения рукава на фигуре, а также для обеспечения свободы движения руки окат рукава делают длиннее проймы изделия на 4 - 6 см. Эта величина зависит от направления моды, структуры ткани, а при изготовлении одежды по индивидуальным заказам и от фигуры заказчика. При изготовлении изделий по индивидуальным заказам по окату рукава сначала прокладывают две строчки с расстоянием между ними 0,5 см (на машине или вручную) и стягивают нитки, распределяя посадку в зависимости от модели равномерно по всему окату или только в передней и локтевой частях. Для предохранения проймы от растяжения по краю проймы переда и спинки на участках вниз от плечевого шва на 10 - 12 см и на расстоянии 0,7 - 1,3 см от срезов проймы прокладывают машинную строчку. Рукава могут быть втачаны в проймы после соединения боковых срезов и срезов рукавов или до их соединения (т. е. в открытую пройму). При изготовлении изделий по индивидуальным заказам перед вметыванием рукавов в проймы их предварительно прикладывают к изделию булавками; совмещая контрольные надсечки на рукаве и пройме, нанесенные при примерке. При вметывании рукавов булавки поочередно удаляют из ткани. Рукав вывертывают на лицевую сторону, а изделие наизнанку. Рукав вкладывают в пройму изделия лицевой стороной внутрь, уравнивают срезы и втачивают со стороны рукава на специальной машине с одновременной посадкой верхней детали или на стачивающей машине совмещая надсечки по срезам рукава и проймам изделия и равномерно распределяя посадку или сборки на рукавах. Ширина шва 1,2 - 1,5 см. В изделиях из шерстяных тканей и тканей с содержанием синтетических волокон посадку сутюживают. Срезы шва обметывают на специальной машине.  Обработка пройм в изделиях без рукавов. В изделиях без рукавов (рис. 79, а) проймы обрабатывают обтачным швом обтачками, выкроенными по форме проймы, или окантовочным швом косой бейкой, выкроенной под углом 45' к нити .основы, одинарной или двойной. Обработка пройм обтачкой, выкроенной по форме проймы, состоит в следующем. Части обтачки складывают лицевыми сторонами внутрь, уравнивая срезы, и стачивают. Ширина шва 0,5 - 0,7 см. Швы в изделиях из шерстяных, шелковых тканей и тканей с содержанием синтетических волокон разутюживают, а в изделиях из хлопчатобумажных тканей раскладывают. Внутренние срезы обтачек перегибают в сторону изнанки на 0,5-0,7 см и застрачивают на расстоянии 0,1 см от подогнутого края. В изделиях из легкоосыпающихся тканей срезы предварительно обметывают на специальной машине. Обтачку накладывают на лицевую сторону проймы лицевой стороной вниз, уравнивают срезы и обтачивают срезы пройм. Ширина шва 0,7 см. В нижней части проймы шов в двух-трех местах надсекают, не доходя до строчки на 0,1 - 0,2 см. Шов отгибают в сторону обтачки и настрачивают с лицевой стороны обтачки на расстоянии 0,1 - 0,З см от шва. Обтачку проймы отгибают на изнанку изделия, шов выправляют и приутюживают, образуя из основной детали в сторону обтачки кант шириной 0,1 см (рис. 79, б). Внутренние края обтачки прикрепляют к плечевым и боковым швам машинными строчками, параллельными плечевым и боковым швам, а к спинке и переду вручную потайными стежками, незаметными с лицевой стороны, через 4 - 5 см, делая по пять-шесть стежков в каждой закрепке. В изделиях из шерстяных, шелковых тканей и тканей с содержанием синтетических волокон внутренние края обтачек пришивают на специальной машине потайными стежками по всей длине строчки. Для обработки пройм окантовочным швом обтачку выкраивают по форме проймы или под углом 45' к нити основы. Части обтачки и концы стачивают. Строчка должна проходить параллельно нити основы. Швы подрезают, оставляя припуск 0,5 - 0,7 см. Швы в изделиях из шерстяных и шелковых тканей разутюживают, а в изделиях из хлопчатобумажных тканей раскладывают. Допускается концы обтачки стачивать одновременно с обтачиванием пройм. Ширина обтачки зависит от ширины канта и от способа обработки. В изделиях из шерстяных тканей срезы проймы обрабатывают окантовочным швом с одним открытым срезом. Внутренний срез обтачки обметывают на специальной машине (рис. 79, в). Обтачку накладывают на лицевую сторону проймы лицевой стороной внутрь, уравнивая срезы, и обтачивают пройму со стороны обтачки. Ширина шва зависит от модели. Если концы обтачки не стачаны, обтачивание проймы начинают, отступив от концов обтачки на 3-4 см, непритачанные концы полоски стачивают. Шов раскладывают и притачивают на оставшемся участке. Обтачку отгибают на изнанку изделия, огибая шов и образуя кант. Кант закрепляют машинной строчкой с лицевой стороны изделия в шов притачивания обтачки. Проймы в готовом виде приутюживают. В изделиях из хлопчатобумажных тканей срезы пройм обрабатывают окантовочным швом с закрытыми срезами чаще всего вдвое сложенной обтачкой, выкроенной под углом 45' к нити основы (рис. 79, г). Части обтачки стачивают так, чтобы строчка проходила параллельно нити основы. Швы подрезают, оставляя припуск, равный 0,5 - 0,7 см, и раскладывают на две стороны. Концы обтачки допускается не стачивать. Обтачку перегибают вдоль посередине изнанкой внутрь, срезы уравнивают, срез одного конца обтачки подгибают внутрь на 1 см и накладывают на лицевую сторону проймы сгибом в сторону изделия, срезы обтачки и проймы уравнивают и обтачивают со стороны обтачки. Ширина шва зависит от модели, при этом необработанный конец обтачки должен заходить за обработанный на 1 - 1,5 см. Обтачку отгибают на изнанку изделия, огибая шов и образуя кант, кант закрепляют машинной строчкой с лицевой стороны в шов притачивания обтачки, при этом под строчку с изнанки должен обязательно попадать сгиб обтачки и строчка должна проходить на расстоянии не более 0,3 см от края (сгиба). Проймы в готовом виде приутюживают. В изделиях без воротника и рукавов (рис. 79,д) горловину и проймы обрабатывают обтачкой-кокеткой из основной или шелковой подкладочной ткани в цвет основного материала, выкроенной в соответствии с формой горловины, плечевых швов и пройм изделия шириной на линии середины переда, спинки и под проймой не менее 6 см в готовом виде. Обработку горловины и пройм выполняют после соединения плечевых срезов, при этом боковые срезы должны быть не стачаны. Плечевые срезы обтачки-кокетки соединяют аналогично соединению плечевых срезов основных деталей. Внутренние срезы обтачки-кокетки обрабатывают так же, как и внутренние срезы обычных обтачек. Обтачку-кокетку накладывают на лицевую сторону изделия, уравнивая срезы горловины и пройм, приметывают, образуя небольшую слабину основных деталей по горловине и пройме горловину и проймы обтачивают со стороны обтачки швом шириной 0,5 - 0,7 см. В изделиях с застежкой-молнией одновременно втачивают концы застежки, изделие вывертывают на лицевую сторону через нестачанный средний шов, выправляют края, образуя кант из основной детали шириной 0,1 см, и приутюживают. Приутюживать можно без выметывания с одновременным образованием канта. При стачивании боковых срезов одновременно стачивают концы обтачек пройм. При отсутствии застежки в изделии посередине переда и спинки обрабатывают только один плечевой шов изделия и обтачки-кокетки. После обтачивания горловины и пройм вывертывание изделия на лицевую сторону выполняют через необработанный плечевой шов. После обработки второго плечевого шва изделия стачивают (или подшивают вручную) плечевой шов обтачки-кокетки. Внутренний край обтачки-кокетки прикрепляют к боковым швам машинной строчкой.
Обработка пройм в изделиях без рукавов. В изделиях без рукавов (рис. 79, а) проймы обрабатывают обтачным швом обтачками, выкроенными по форме проймы, или окантовочным швом косой бейкой, выкроенной под углом 45' к нити .основы, одинарной или двойной. Обработка пройм обтачкой, выкроенной по форме проймы, состоит в следующем. Части обтачки складывают лицевыми сторонами внутрь, уравнивая срезы, и стачивают. Ширина шва 0,5 - 0,7 см. Швы в изделиях из шерстяных, шелковых тканей и тканей с содержанием синтетических волокон разутюживают, а в изделиях из хлопчатобумажных тканей раскладывают. Внутренние срезы обтачек перегибают в сторону изнанки на 0,5-0,7 см и застрачивают на расстоянии 0,1 см от подогнутого края. В изделиях из легкоосыпающихся тканей срезы предварительно обметывают на специальной машине. Обтачку накладывают на лицевую сторону проймы лицевой стороной вниз, уравнивают срезы и обтачивают срезы пройм. Ширина шва 0,7 см. В нижней части проймы шов в двух-трех местах надсекают, не доходя до строчки на 0,1 - 0,2 см. Шов отгибают в сторону обтачки и настрачивают с лицевой стороны обтачки на расстоянии 0,1 - 0,З см от шва. Обтачку проймы отгибают на изнанку изделия, шов выправляют и приутюживают, образуя из основной детали в сторону обтачки кант шириной 0,1 см (рис. 79, б). Внутренние края обтачки прикрепляют к плечевым и боковым швам машинными строчками, параллельными плечевым и боковым швам, а к спинке и переду вручную потайными стежками, незаметными с лицевой стороны, через 4 - 5 см, делая по пять-шесть стежков в каждой закрепке. В изделиях из шерстяных, шелковых тканей и тканей с содержанием синтетических волокон внутренние края обтачек пришивают на специальной машине потайными стежками по всей длине строчки. Для обработки пройм окантовочным швом обтачку выкраивают по форме проймы или под углом 45' к нити основы. Части обтачки и концы стачивают. Строчка должна проходить параллельно нити основы. Швы подрезают, оставляя припуск 0,5 - 0,7 см. Швы в изделиях из шерстяных и шелковых тканей разутюживают, а в изделиях из хлопчатобумажных тканей раскладывают. Допускается концы обтачки стачивать одновременно с обтачиванием пройм. Ширина обтачки зависит от ширины канта и от способа обработки. В изделиях из шерстяных тканей срезы проймы обрабатывают окантовочным швом с одним открытым срезом. Внутренний срез обтачки обметывают на специальной машине (рис. 79, в). Обтачку накладывают на лицевую сторону проймы лицевой стороной внутрь, уравнивая срезы, и обтачивают пройму со стороны обтачки. Ширина шва зависит от модели. Если концы обтачки не стачаны, обтачивание проймы начинают, отступив от концов обтачки на 3-4 см, непритачанные концы полоски стачивают. Шов раскладывают и притачивают на оставшемся участке. Обтачку отгибают на изнанку изделия, огибая шов и образуя кант. Кант закрепляют машинной строчкой с лицевой стороны изделия в шов притачивания обтачки. Проймы в готовом виде приутюживают. В изделиях из хлопчатобумажных тканей срезы пройм обрабатывают окантовочным швом с закрытыми срезами чаще всего вдвое сложенной обтачкой, выкроенной под углом 45' к нити основы (рис. 79, г). Части обтачки стачивают так, чтобы строчка проходила параллельно нити основы. Швы подрезают, оставляя припуск, равный 0,5 - 0,7 см, и раскладывают на две стороны. Концы обтачки допускается не стачивать. Обтачку перегибают вдоль посередине изнанкой внутрь, срезы уравнивают, срез одного конца обтачки подгибают внутрь на 1 см и накладывают на лицевую сторону проймы сгибом в сторону изделия, срезы обтачки и проймы уравнивают и обтачивают со стороны обтачки. Ширина шва зависит от модели, при этом необработанный конец обтачки должен заходить за обработанный на 1 - 1,5 см. Обтачку отгибают на изнанку изделия, огибая шов и образуя кант, кант закрепляют машинной строчкой с лицевой стороны в шов притачивания обтачки, при этом под строчку с изнанки должен обязательно попадать сгиб обтачки и строчка должна проходить на расстоянии не более 0,3 см от края (сгиба). Проймы в готовом виде приутюживают. В изделиях без воротника и рукавов (рис. 79,д) горловину и проймы обрабатывают обтачкой-кокеткой из основной или шелковой подкладочной ткани в цвет основного материала, выкроенной в соответствии с формой горловины, плечевых швов и пройм изделия шириной на линии середины переда, спинки и под проймой не менее 6 см в готовом виде. Обработку горловины и пройм выполняют после соединения плечевых срезов, при этом боковые срезы должны быть не стачаны. Плечевые срезы обтачки-кокетки соединяют аналогично соединению плечевых срезов основных деталей. Внутренние срезы обтачки-кокетки обрабатывают так же, как и внутренние срезы обычных обтачек. Обтачку-кокетку накладывают на лицевую сторону изделия, уравнивая срезы горловины и пройм, приметывают, образуя небольшую слабину основных деталей по горловине и пройме горловину и проймы обтачивают со стороны обтачки швом шириной 0,5 - 0,7 см. В изделиях с застежкой-молнией одновременно втачивают концы застежки, изделие вывертывают на лицевую сторону через нестачанный средний шов, выправляют края, образуя кант из основной детали шириной 0,1 см, и приутюживают. Приутюживать можно без выметывания с одновременным образованием канта. При стачивании боковых срезов одновременно стачивают концы обтачек пройм. При отсутствии застежки в изделии посередине переда и спинки обрабатывают только один плечевой шов изделия и обтачки-кокетки. После обтачивания горловины и пройм вывертывание изделия на лицевую сторону выполняют через необработанный плечевой шов. После обработки второго плечевого шва изделия стачивают (или подшивают вручную) плечевой шов обтачки-кокетки. Внутренний край обтачки-кокетки прикрепляют к боковым швам машинной строчкой.shei-sama.ru