Содержание
Обработка горловины и проймы единой обтачкой
Как обработать горловину и проймы платья Алиша единой обтачкой?
В статье «Моделирование платья Алиша в летнее» мы разобрались с тем, как изменить исходную готовую выкройку сарафана, и выкроили единую обтачку. Здесь вы узнаете, что делать дальше.
Сначала убедитесь, что все швы основного изделия предварительно обработаны на оверлоке, ведь это платье без подкладки.
1. Боковые срезы обтачки обработайте на оверлоке. На деталях спинки стачайте вытачки.
Глубину вытачек приутюжьте и заутюжьте в сторону проймы.
Обработайте на оверлоке срезы среднего шва по спинке и нижний срез обтачки.
2. Сложите деталь обтачки и основное изделие лицевыми сторонами, уравняйте по срезам среднего шва (на изделии это срезы со втачанной молнией).
Приколите, приметайте и притачайте обтачку. В начале и в конце строчек поставьте закрепки.
Шов притачивания приутюжьте.
3. Приложить обтачку лицом к лицу изделия и уравняйте по срезам горловины. Совместите плечевые швы, центр полочки, вытачки по спине. При этом глубину вытачек разложите в разные стороны: на основном изделии в сторону среднего шва, а на детали обтачки — в стороны пройм. Молнию оберните припуском среднего шва основного изделия.
Совместите плечевые швы, центр полочки, вытачки по спине. При этом глубину вытачек разложите в разные стороны: на основном изделии в сторону среднего шва, а на детали обтачки — в стороны пройм. Молнию оберните припуском среднего шва основного изделия.
Сколите, сметайте и стачайте детали по горловине.
Стачанный шов приутюжьте.
4. Припуски шва подрежьте до 5 мм.
Лишние припуски высеките, чтобы уменьшить толщину.
По центру полочки рассеките припуск, не доходя до строчки 1 мм.
По припуску горловины спинки поставьте несколько перпендикулярных строчке рассечек.
5. Припуск шва обтачивания горловины приутюжьте и заутюжьте в сторону обтачки.
Припуски настрочите на обтачку на 1-2 см от шва. Отверните обтачку на изнаночную сторону изделия и приутюжьте, формируя перекант в 1-2 мм со стороны основного изделия.
6. Уравняйте срезы проймы основного изделия и обтачки. Сколите булавками.
Всё тщательно проверьте — срезы должны быть одинаковыми. При необходимости осноровите их (подрежьте).
При необходимости осноровите их (подрежьте).
Поставьте контрольные надсечки 3-5 мм на пройме изделия и обтачки, по ним будет удобно соединять детали друг с другом.
7. Отверните деталь обтачки и сложите ее лицевыми сторонами с проймой основного изделия. Сколите, совмещая боковые швы и поставленные надсечки. Строчку начните от бокового шва по пройме спинки и продолжите до плечевого шва и далее, насколько будет возможно. По ходу строчки выворачивайте участки проймы далее, за плечевой шов.
Закончите строчку, когда будет невозможно продвигаться дальше.
Шов приутюжьте.
8. Соедините проймы деталей переда основного изделия и обтачки. Строчку проложите от бокового шва по пройме переда и до соединения со строчкой обтачивания проймы со спинки. Следите за совмещением проставленных надсечек.
Шов приутюжьте. Припуски шва срежьте до 5 мм. На округлых линиях проймы рассеките припуски перпендикулярно строчке, не доходя до строчки 1-2 мм.
9. Разложите в разные стороны основное изделие и обтачку, припуски отверните в сторону обтачки и по лицевой стороне обтачки проложите закрепляющую строчку на 2 мм от шва обтачивания.
Строчку прокладывайте от плечевого шва по пройме спинки до бокового шва и далее по пройме полочки к плечевому шву.
В начале и конце строчки поставьте закрепки.
Обтачанную пройму приутюжьте, формируя перекант со стороны основного изделия.
10. Проведите окончательную ВТО обработанных горловины и пройм платья единой обтачкой.
Все. Можно выгуливать новое платье. Деним для него есть в «Материалах для пошива».
Другие статьи о моделировании готовых выкроек Vikisews:
«Моделирование брюк палаццо»
«Моделирование блузки из платья Шерон»
«Моделирование платья Глория из летнего в коктейльное»
«Моделирование для беременных»
«Как смоделировать платье с „качелями”»
«Как из блузки Дебора смоделировать платье с ярусами»
«Как смоделировать лонгслив из мужской футболки Ник»
Обработка проймы в платье на подкладке
Обработка проймы в платье на подкладке
Главная
Техника шитья
Обтачки и окантовки
Обработка проймы в платье на подкладке
- ГлавнаяТехника шитьяОбтачки и окантовки
В платье на подкладке важно обработать горловину и пройму так, чтобы подкладка не деформировала платье.
 В статье основной акцент сделан на обработку проймы.
В статье основной акцент сделан на обработку проймы.Горловину и проймы платья дублируем клеевой. Сшиваем боковые и плечевые швы, вшиваем застёжку молнию, если она предусмотрена по фасону.
Сшиваем подкладку и обрабатываем ею горловину платья. Принцип обработки изложен в статье Обтачка вогнутого края.
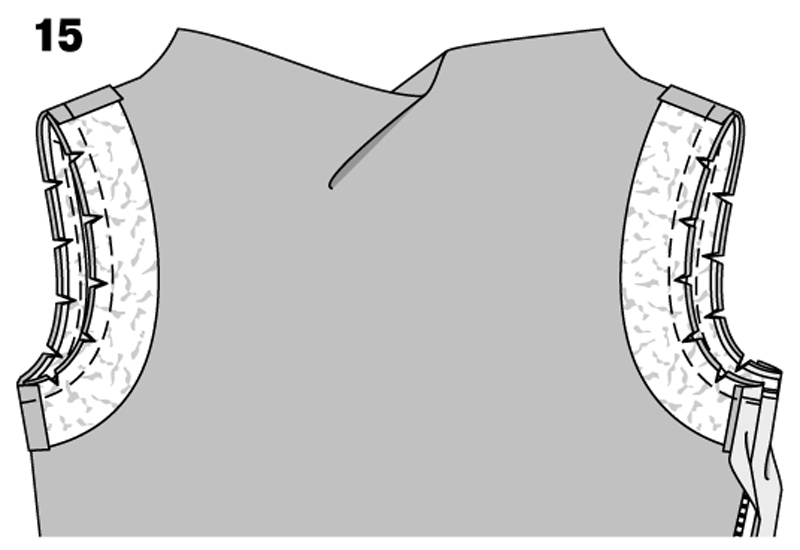
Примётываем проймы подкладки к проймам платья. Примеряем платье, смотрим, чтобы на нём не возникало прекосов и, если надо, именно на этом этапе корректируем посадку платья вместе с подкладкой на фигуре. Когда всё устроило, приступаем к следующему этапу.
Из подкладочной ткани выкраиваем бейку по косой и притачиваем её к проймам, соединяя все три слоя одной строчкой. Важно! После каждого этапа выполняем ВТО (влажно-тепловую обработку).
Заутюживаем припуск шва на бейку.
Притачиваем припуск к бейке и подрезаем его близко к строчке. Отгибаем бейку внутрь проймы, перекатывая шов проймы на изнаночную сторону. Вымётываем шов.
Сгибаем бейку пополам, фиксируем сгиб намёточными стежками. Ручным швом пришиваем бейку к подкладке, не прихватывая ткань платья.
Лиф платья чисто обработан подкладкой по проймам и горловине.
Статья подготовлена специально для сайта Сезон. Автор фото и мастер-класса ies. Любое копирование и цитирование разрешено только с указанием источника и активной ссылки на эту статью.
Более 6000 наименований тканей в интернет-магазине Сезон. Цены приятно удивят — они ниже, чем в реальном магазине. Кликнув на превью с образцом, вы попадёте в нужный раздел.
Поделиться:
 В статье основной акцент сделан на обработку проймы.
В статье основной акцент сделан на обработку проймы.
Теги
обтачка проймыподкладка платьяплатье на подкладкекак обработать проймупроймаплатьебейка.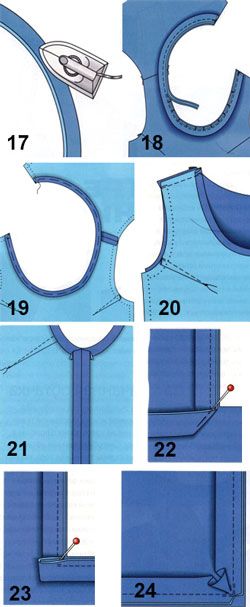 косая бейка
косая бейка
Товары
Полезные статьи по теме
Обтачка вогнутого края
1 июня 2016
Обработка срезов косой бейкой
8 января 2015
Изготовление тесьмы и бейки по косой
8 января 2015
Как индивидуальный пошив улучшает посадку – постоянный стиль
В последние недели мы больше освещали топовые модели, сделанные на заказ, такие как Orazio Luciano и Jean-Manuel Moreau, Anglo-Italian и The Armoury.
Некоторые из этих подходов индивидуальны с точки зрения ручной работы, в частности ручной набивки лацканов и воротника. Добавьте это к более стандартным петлям и пуговицам, пришитым вручную, и вы будете прощены, если подумаете, что этот MTM был так же хорош, как сделанный на заказ.
Есть несколько способов, которыми это не соответствует действительности.
Более мелкие модели были перечислены в нашей статье «Стоит ли делать заказ». Они включают в себя наследие сделанных на заказ, постоянство, взаимосвязь с закройщиком, простоту ухода и ремонта, долговечность и, возможно, устойчивость.
Самые большие из них подходят по размеру и качественны. Именно они чаще всего упоминаются в качестве причин для покупки сделанных на заказ и которые наиболее непосредственно оспариваются лучшими МТМ.
Довольно легко показать, насколько лучше качество большинства сделанных на заказ. Это видно по таким вещам, как прорезные карманы, нагрудные карманы, вшитые в облицовку, и другим ручным работам, которые добавляют прочности и эстетичности.
Мы начали рассматривать их подробнее, совсем недавно рассматривая карманы и насадки .
В сегодняшней статье я хочу сосредоточиться на посадке. Цель состоит в том, чтобы объяснить несколько способов, которыми индивидуальный пошив (обычно) по-прежнему превосходит MTM в том, насколько хорошо он подходит владельцу.
Давайте сначала посмотрим на ошейник.
Воротник любого хорошего костюма будет прикреплен к куртке вручную. Вы можете увидеть это по неровным стежкам по краям, когда поднимите воротник. Это облегчает придание формы горловине и передней части куртки.
Следующим шагом в улучшении качества является «подкладка» воротника вручную, в основном придавая ему форму кривой, когда вы соединяете различные части конструкции воротника (полотно, войлок) вместе.
Вы можете видеть на изображении выше, как это можно сделать для создания кривой.
Некоторые из лучших изделий, сделанных на заказ, особенно в местах с большим количеством местных ремесел, таких как Неаполь, делают эту набивку для рук. Но заказ делает еще один шаг вперед, формируя этот изогнутый воротник специально для клиента с помощью утюга.
Именно такая форма, когда воротник находится на самой куртке, позволяет портному контролировать, как он облегает шею покупателя.
И у всех по разному. Тем, у кого покатые плечи, нужен более круглый воротник; тем, у кого более квадратные плечи, нужен более прямой. За две, три или даже четыре примерки портной может каждый раз подгонять, как точно сидит этот воротник.
Тем, у кого покатые плечи, нужен более круглый воротник; тем, у кого более квадратные плечи, нужен более прямой. За две, три или даже четыре примерки портной может каждый раз подгонять, как точно сидит этот воротник.
Часто это можно увидеть на внешней стороне ошейника, даже если человек его не носит.
Например, если вы посмотрите на две куртки, сделанные Майклом Брауном, вы увидите, что воротник кашемировой куртки (слева) изгибается внутрь, поднимаясь вверх по шее манекена, образуя вогнутую линию. Но кожаная куртка справа — нет, потому что кожа не может растягиваться и формироваться таким же образом (другие материалы для пошива, такие как хлопок, имеют аналогичную проблему).
Второй важной областью является пройма.
Говорят, что меньшая пройма лучше подходит владельцу, так как она больше отделяет рукав от тела, не позволяя руке тянуть за собой остальную часть костюма при движении.
Это правда. Но теоретически ничто не мешает одежде MTM или даже RTW иметь маленькую пройму. В конце концов, им всегда нужно сделать рукав меньше, чтобы он попал в пройму; они могли бы просто сделать последний еще меньше.
В конце концов, им всегда нужно сделать рукав меньше, чтобы он попал в пройму; они могли бы просто сделать последний еще меньше.
Причина, по которой они этого не делают, заключается в том, что пройма не обязательно должна быть меньше, чтобы лучше сидеть – скорее, она должна лучше подходить к покупателю.
И клиенты сильно различаются. Если бы куртки RTW были сделаны с проймой меньшего размера, они были бы слишком малы для большего числа покупателей. Пройма будет слишком тугой, что сделает ее неудобной и вызовет различные натяжения и морщины.
Жакеты, сшитые на заказ, могут позволить себе сделать пройму меньше, в зависимости от клиента, но они не могут позволить себе сделать слишком близко, так как у них нет нескольких примерок, чтобы сделать это правильно. В результате производители ошибаются на всякий случай.
При изготовлении по индивидуальному заказу мастер всегда будет втачивать рукав в пройму вручную, что дает ему полную свободу регулировки, а также возможность неоднократно менять ее в течение нескольких примерок.
Для этой модели я сравнил несколько моих сшитых на заказ курток и курток MTM и измерил проймы.
Я обнаружил, что разница меньше, чем я думал. Например, мой костюм Gieves & Hawkes, недавно сшитый Давидом Таубом, имел размеры 7 дюймов, а мой Saman Amel MTM (показан выше) — 7½. (Куртка наизнанку на манекен, измеряя расстояние сверху донизу внутри рукава.)
Но эти полдюйма имеют значение. У меня нет фотографии рядом, но вы можете видеть на изображении выше, что куртка Saman Amel немного тянется по телу куртки.
Большинство готовых курток намного хуже этой. И в индивидуальном пошиве тоже есть различия: у закройщиков разные взгляды на то, насколько узкой должна быть пройма, и все неаполитанские жакеты, которые я измерял, имели меньшие проймы, возможно, компенсируя отсутствие структуры в других местах.
То, как портной работает полностью с разными частями проймы, также имеет значение, хотя его нельзя легко измерить, не разбирая рукав целиком.
Есть несколько других меньших различий между заказным и MTM.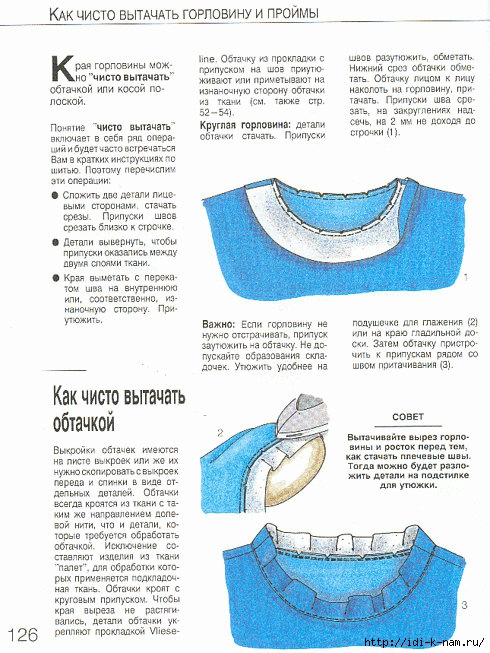
Например, портные, работающие на заказ, лучше справляются с драпировкой на груди куртки, потому что они могут использовать ткань на груди, чтобы манипулировать тем, куда идет драпировка. На куртке МТМ больше шансов сделать бока груди (под проймой) неряшливыми.
Кроме того, сшитая на заказ одежда чаще всего имеет нагрудный холст, который проходит под проймой до бокового шва, а не останавливается перед швом нижнего рукава. Это делает бока куртки намного чище (указано на изображении моего костюма Gieves ниже).
Это то, что я особенно замечаю, сравнивая сделанные на заказ и MTM.
Тем не менее, этот пункт также вводит наше первое предостережение, которое заключается в том, что куртки с большей структурой выигрывают от этой индивидуальной работы.
Пиджак с тремя слоями на груди дает портному больше возможностей для работы и манипулирования. Это делает одежду, сшитую на заказ, более заметной: только в этих куртках вы заметите настоящий трехмерный элемент пошива, чего нельзя достичь с помощью MTM.
Вид сбоку моего пальто Эдварда Секстона ниже показывает это, в некоторой степени. Округлость этого рукава и форму груди невозможно создать без индивидуальной работы и большей структуры.
У большинства моих неаполитанских курток на груди всего два слоя холста — ни конского волоса, ни domette. Под пройму, как уже было сказано ранее, это полотно тоже не заводят.
В результате разница между МТМ и bespoke с более мягким пошивом обычно гораздо меньше. Вы, скорее всего, посмотрите на моего Жана-Мануэля Моро, например, и не увидите особой разницы с Солито.
Есть и вторая большая оговорка: все зависит от мастерства портного.
Как я уже говорил, индивидуальный пошив просто расширяет возможности пошива – он не обязательно делает что-то лучше. Это дает портному больший набор инструментов, но они также должны уметь им пользоваться.
Вы могли заметить, что два основных пункта выше (воротник и пройма) зависели от наличия у портного нескольких примерок для экспериментов. Не было необходимости делать все правильно с первого раза — и поэтому ошибаться на всякий случай — как в случае с МТМ.
Не было необходимости делать все правильно с первого раза — и поэтому ошибаться на всякий случай — как в случае с МТМ.
Но некоторые портные могут делать меньше примерок или, вернее, не использовать имеющуюся у них фурнитуру. (У меня была отличная примерка с Джоном Хичкоком — ниже — за одну примерку; некоторые портные изо всех сил пытались сделать что-то подобное за три или четыре.)
Таким образом, сделанный на заказ обычно лучше в этом отношении. У него, безусловно, есть потенциал для лучшей подгонки, и это действительно должно сработать.
Дома с большим опытом также с большей вероятностью сделают это правильно, особенно с разными типами телосложения (особая проблема с этим одноразовым элементом МТМ).
Есть несколько замечательных моделей, сделанных на заказ, и некоторые из них достаточно хороши для того, что клиент хочет или в чем нуждается. Но часто будут точки подгонки, которые можно создать только на заказ.
Металлический рукав | Endo Manufacturing Co.
 , Ltd.
, Ltd.
Металлический рукав | Эндо Производство Co., Ltd.
Главная > Металлическая втулка
Металлический рукав Бизнес-сегмент
В бизнесе Endo Metal Sleeve используется технология обработки металлических пластиков, которую мы разработали самостоятельно.
Высокий уровень разработанных технологий способствует совершенствованию продукции, требующей точного качества.
Созданы производственные мощности, обеспечивающие массовое производство с высоким качеством.
Это качество и технология привлекли внимание из различных отраслей промышленности и имеют большие возможности.
Бизнес компании Endo по производству металлических рукавов начался с прогресса в нашей технологии обработки пластичных металлов. Металлический рукав, который мы разработали в результате долгосрочных исследований, делает возможной бесшовную обработку металла до микротонкости примерно 10 мкм и необходим в качестве функциональных деталей для высоких -производительность оборудования ОА. для которого мы теперь получаем большую долю рынка.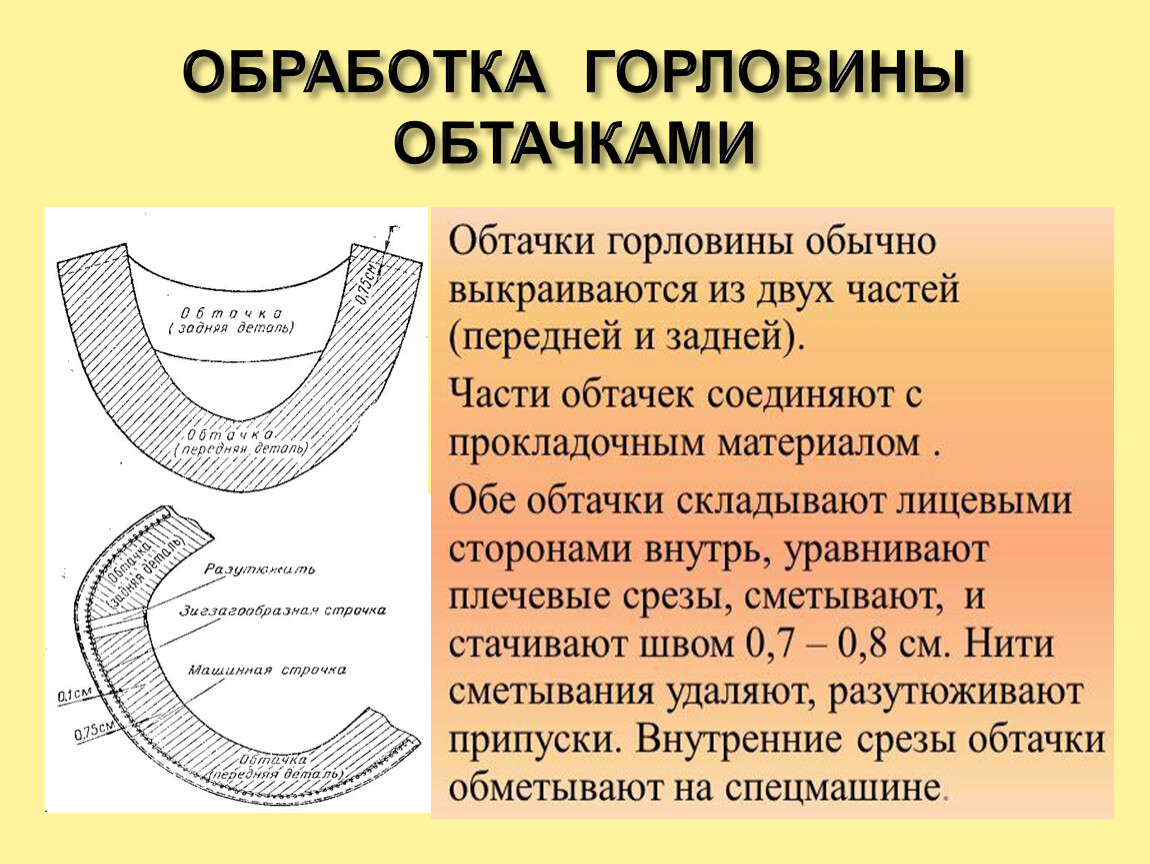
Расширяя наше присутствие на различные быстрорастущие области, включая экологию, медицину и другие высокотехнологичные отрасли, мы продолжаем обеспечивать безошибочную ценность, используя нашу уникальную запатентованную технологию.
Металлический рукав
Невероятная тонкость и пружинящие свойства
Металлическая втулка — это собственная технология сверхтонкой обработки Endo Manufacturing, обеспечивающая сверхтонкость и высокую точность, которые ранее были невозможны. Она привлекает большое внимание как технология, позволяющая обрабатывать различные материалы. Недавно мы добились уменьшения толщины с 30 мкм до 10 мкм. Имея патенты, зарегистрированные в Японии, США, Германии, Франции и Англии, мы ожидаем дальнейшего развития бизнеса по всему миру.
Производство металлических труб обычно включает сварку, извлечение и резку. Тем не менее, с помощью нашего собственного метода производства металлических гильз, сочетающего теплую глубокую вытяжку и специальную обработку прокаткой пластичности, мы серийно производим высокоточные ультратонкие трубы, что ранее считалось невозможным при использовании традиционных технологий.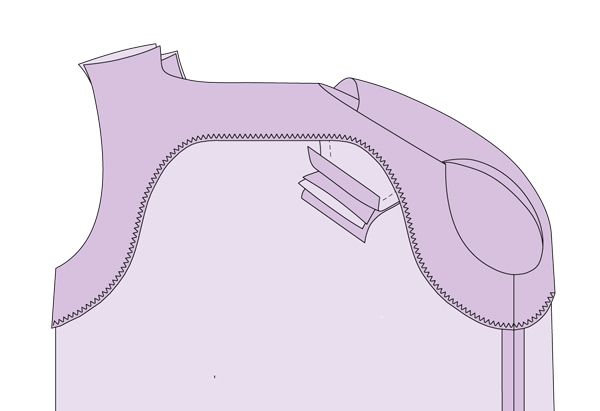 Мы можем производить металлические втулки из различных материалов, включая нержавеющую сталь, никелевый сплав, плакированный материал и титан.
Мы можем производить металлические втулки из различных материалов, включая нержавеющую сталь, никелевый сплав, плакированный материал и титан.
Бесшовный
Металлическая втулка, патент на изобретение
Способ изготовления, сочетающий в себе теплую глубокую вытяжку и специальную обработку прокаткой пластичности. Патенты зарегистрированы в Японии, Америке, Германии, Франции и Великобритании.
Пример обработки металлической втулки
Ультратонкая бесшовная труба
Имея возможность выполнять сверхтонкую обработку до толщины стенки менее 40 мкм, мы сделали возможным изгиб втулки, как полимерной пленки. Отличная термостойкость, коррозионная стойкость, износостойкость и жесткость.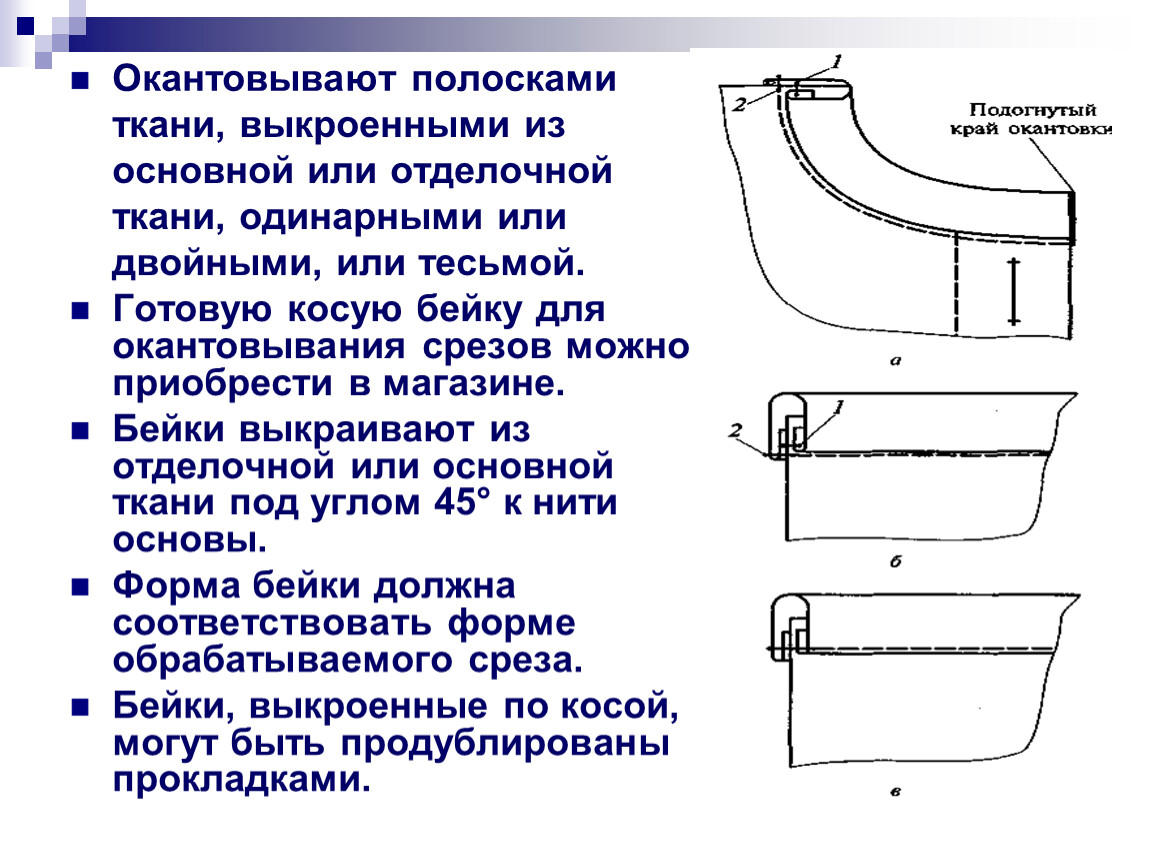
| Диаметр | От φ18 мм до φ45 мм |
|---|---|
| Толщина стенки | От 27 мкм до 100 мкм |
| До 420 мм |
Тонкая бесшовная труба
Обеспечивает обработку стенок толщиной менее 100 мкм этого было бы очень трудно достичь с другими методами производства. Может использоваться в качестве тонкой бесшовной трубы, обладающей жаропрочностью и коррозионной стойкостью.
| Диаметр | От 10 мм до 30 мм |
|---|---|
| Толщина стенки | От 100 мкм до 300 мкм |
| Длина | До 420 мм |
Ультратонкие бесшовные трубы малого диаметра
Бесшовные трубы малого диаметра, тонкие приложения. Минимальная толщина t15 мкм и рассматривается для электрооборудования, медицинского оборудования и автомобильных запчастей.
| Диаметр | От φ3 мм до φ10 мм |
|---|---|
| Толщина стенки | От 15 мкм до 100 мкм |
| Длина | До 400 мм |
Малый диаметр, Ультратонкое бесшовное кольцо
Бесшовное кольцо для тонких изделий малого диаметра. Минимальная толщина t15 мкм и рассматривается для деталей медицинского оборудования.
Минимальная толщина t15 мкм и рассматривается для деталей медицинского оборудования.
| Диаметр | От 3 мм до 30 мм |
|---|---|
| Толщина стенки | От 15 мкм до 60 мкм |
| Длина | От 3 мм |
Ультратонкая бесшовная лента
Превосходная термостойкость и коррозионная стойкость. Кроме того, за счет применения формулы для снижения усталости он демонстрирует отличные характеристики в качестве основного материала для приводного трансмиссионного ремня.
| Диаметр | От 20 мм до 160 мм |
|---|---|
| Толщина стенки | От 15 мкм до 60 мкм |
| От 3 мм до 400 мм |
Бесшовный корпус с дном
Превосходная коррозионная стойкость, так как на дне или цилиндрической части нет зоны сварки. Обладает отличными характеристиками даже в суровых условиях эксплуатации. Имеет историю рассмотрения в качестве корпуса для аккумуляторов.
| Диаметр | От 20 мм до 60 мм |
|---|---|
| Толщина стенки | От 50 мкм до 300 мкм |
| От 50 мм до 400 мм |
Технические условия изготовления металлической втулки
Возможные технические условия изготовления
| Диаметр | От φ3 мм |
|---|---|
| Толщина стенки | От 10 мкм до 300 мкм м |
| Длина | До 400 мм |
| Шероховатость поверхности | Ra≦0,3 мкм |
Примечание. Толщина стенки зависит от диаметра
Возможные материалы изготовления
| Нержавеющая сталь | SUS304, SUS316L, SUS430 и т. д. |
|---|---|
| Титан | Чистый титан・Титановый сплав и т. д. |
| Никелевый сплав | Инконель, монель, пермаллой, хастеллой и т. д. |
| Материал плакирования | SUS-CU-SUS, SUS-CU-NI и т.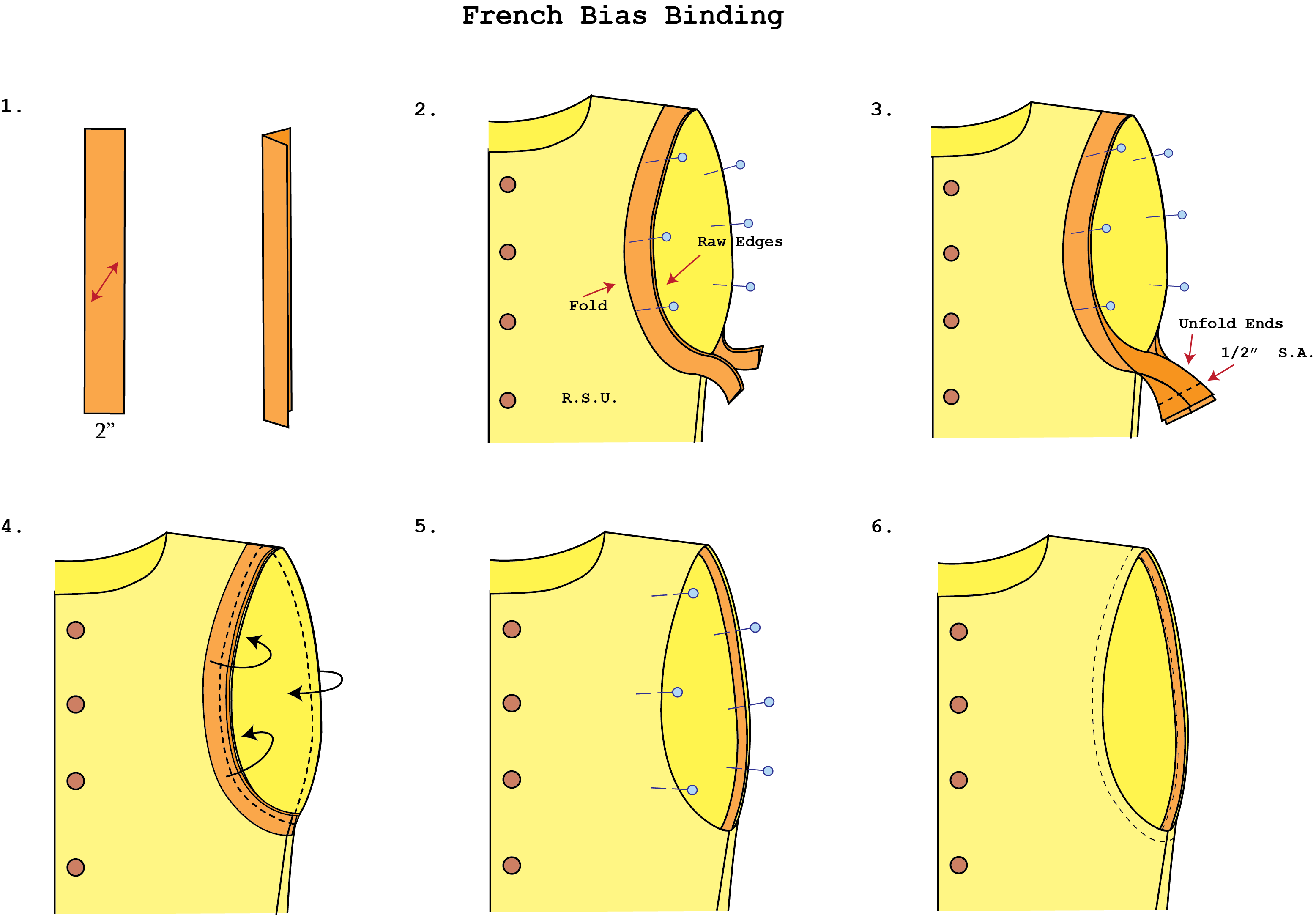 д. д. |
| Другие | Другие металлы и сплавы |
Примечание. Материалы можно выбирать на основе таких характеристик, как прочность, коррозионная стойкость, теплопроводность , и проходимость.
Приложения
Металлическая втулка — исследование и разработка новых приложений
В Endo Manufacturing мы используем технологию производства ультратонких бесшовных труб, которую мы разработали в секторе оборудования OA, для разработки новых приложений для медицинских деталей, автомобильных запчастей и нового сектора, связанного с энергетикой. .
Примеры новых применений
- Детали OA — достигнуто резкое снижение потребления электроэнергии изделиями за счет изменения материала плавящихся/нагревающих роликов.
- Аккумуляторные детали — в случае с литиевыми батареями/топливными элементами удалось сделать их легче и продлить срок их службы.
- Медицинские детали – изделия из нержавеющей стали и титана, рассматриваемые как детали эндоскопов/стентов.
- Мотор — успешно облегченный и стабилизированный магнетизм мотора за счет использования особенностей тонких бесшовных втулок.
- Приводной ремень — рассматривается как приводной ремень для небольшого электронного оборудования, медицинского и пищевого оборудования, не подверженного пыли и коррозии
- Электронные детали — рассматривается как соединитель и часть магнитного экрана.
- Оптические детали — рассматриваются как цилиндрические отражатели.
В дополнение к этому также рассматриваются тепловые трубы, основные материалы сильфонов и детали IH. Мы разрабатываем и поставляем высокоэффективные металлические рукава на основе новых требований клиентов.
Отход от традиционной технологии с использованием металлических гильз
Ролик термозакрепления для принтеров является примером практического применения металлической гильзы. Мы заменили эту ранее изготовленную из смолы деталь на металлическую втулку, которая обладает характерными для металла характеристиками высокой прочности и теплопроводности. Применяя это на практике, мы не только разработали продукт, но также спроектировали и изготовили оборудование, обеспечив огромную конкурентоспособность по цене.
Применяя это на практике, мы не только разработали продукт, но также спроектировали и изготовили оборудование, обеспечив огромную конкурентоспособность по цене.
У нас также есть много других новых разработок, включая корпуса аккумуляторов, кожухи двигателей, бесшовные ремни и бесшовные кольца. Мы считаем, что можем предложить новую добавленную стоимость даже в тех секторах, где ранее наша продукция не использовалась.
Качество
Испытательное и измерительное оборудование
Пример имеющегося у нас различного испытательного и измерительного оборудования, необходимого для разработки металлических рукавов.
Машина для измерения цилиндров : измеряет размерную точность металлических гильз в трех измерениях.
Испытание на усталость при вращении : измеряет усталостную прочность металлических втулок по нашему собственному методу испытаний.
Машина для измерения цилиндров
Испытание ремня на усталость
 youtube.com/embed/IToI_atmyHI?rel=0″ frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/IToI_atmyHI?rel=0″ frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
Новые продукты
Новый продукт — металлическая втулка с высокой теплопроводностью
На основе нашей запатентованной технологии обработки и сочетания различных материалов «металлическая втулка с высокой теплопроводностью», разработанная Endo Manufacturing, обладает свойствами теплопроводности, которые намного превосходят свойства бесшовных труб предыдущего поколения, и разнообразный спектр приложений. Здесь мы приводим типичные примеры таких приложений.
Плакированный материал Металлическая гильза
Используя технологию металлической гильзы, мы перерабатываем различные металлы, сваренные под давлением, для формирования плакированных материалов в ультратонкие бесшовные трубы.
Например, путем обработки трехслойного материала, такого как «нержавеющая сталь, медь, нержавеющая сталь», можно изготовить ультратонкую бесшовную трубу, обладающую как прочностью нержавеющей стали, так и теплопроводностью стали.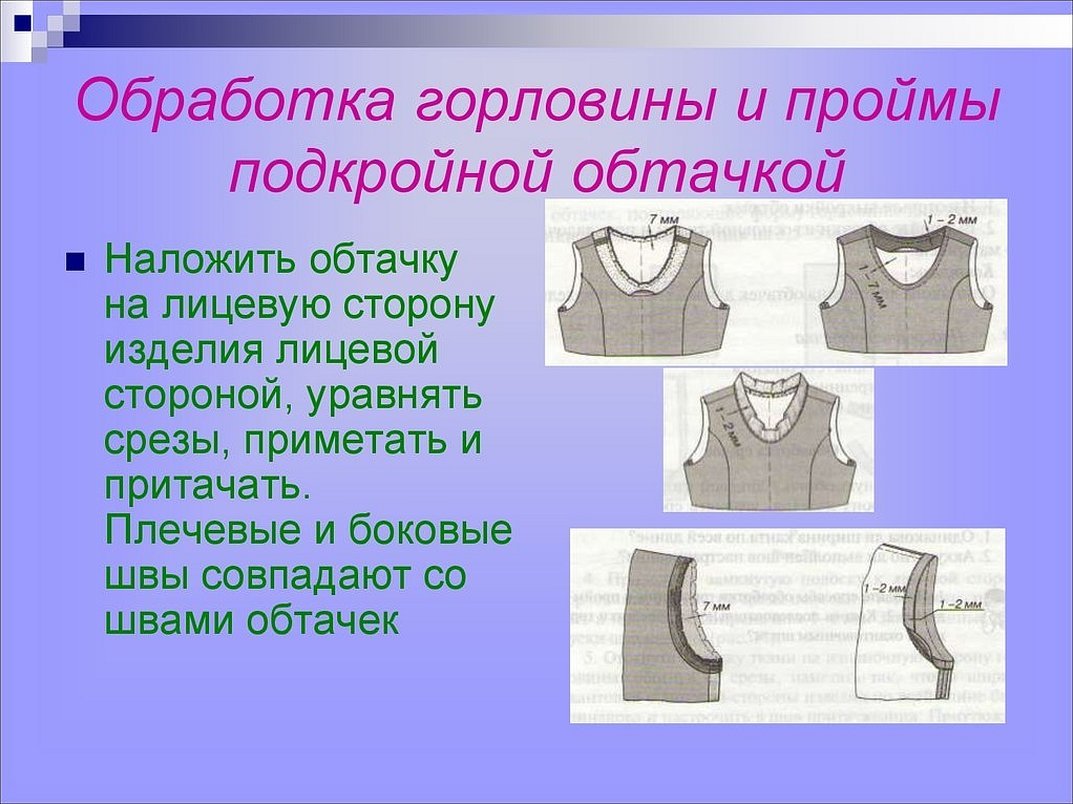
Возможные производственные спецификации
| Диаметр | От φ18 мм до φ45 мм |
|---|---|
| Толщина стенки | От 35 мкм до 100 мкм |
| Длина | От 150 мм до 400 мм |
Возможные материалы для изготовления
| Нержавеющая сталь, медь, нержавеющая сталь |
| Нержавеющая сталь, медь, никель |
| и другие |
Сравнительные данные по теплопроводности
Данные по теплопроводности в направлении поверхности
Даже по сравнению с бесшовными трубами, изготовленными из других материалов, он обладает гораздо более высокой теплопроводностью.
Муфты металлические многослойные
В соответствии с заявкой к поверхности тонкой бесшовной трубы, обработанной по технологии металлической муфты, присоединяется слой металла.
Например, путем соединения слоя алюминия, обладающего высокой теплопроводностью, с ультратонкой бесшовной трубой из высокопрочной нержавеющей стали можно изготовить бесшовную трубу, обладающую как прочностью нержавеющей стали, так и теплопроводностью алюминий.