Характеристика машинных строчек и швов, применяемых при изготовлении изделия. Классификация машинных швов таблица
Классификация и кодирование машинных стежков и строчек, применяемых при пошиве трикотажных изделий
Таблица 1. Классификация и кодирование машинных стежков и строчек.
Классификация составлена на основе использования ГОСТ 10399-77, ГОСТ 7474-75, Методики технологической классификации и кодирования сборочных единиц машиностроения и приборостроения (Госстандарт СССР, 1977 г.) и DDR - Standart (TGL 22010, 1966).
| Вид строчки | Графическое и условное изображение строчки | Тип (класс) стежка | Код строчки |
| Стачивающая однолинейная двухниточного челночного переплетения |
| 301 | 201 |
| Стачивающая однолинейная однониточного цепного переплетения |
| 101 | 301 |
| Стачивающая однолинейная двухниточного цепного переплетения |
| 401 | 301 |
| Стачивающе-обметочная двухниточного цепного переплетения |
| 503 | 302 |
| Стачивающе-обметочная трехниточного цепного переплетения |
| 504 | 302 |
| Стачивающе-обметочная трехниточного цепного переплетения |
| 505 | 302 |
| Стачивающая двухниточная цепная и обметочная трехниточная цепная |
| 802 | 301+302 |
| Подшивочная с двухниточным челночным переплетением |
| 306 | 204 |
| Обметочная с однониточным цепным переплетением |
| 103 | 302 |
| Подшивочно-обметочная с двухниточным цепным переплетением |
| 503 | 305 |
| Распошивальная двухлинейная с трехниточным цепным переплетением |
| 402 | 507 |
| Распошивальная двухлинейная с трехниточным цепным переплетением |
| 406 | 507 |
| Стачивающая плоская с четырехниточным цепным переплетением и покровными нитками |
| 602 | 501 |
| Стачивающая плоская с пятиниточным цепным переплетением и покровными нитками |
| 605 | 501 |
| Стачивающая плоская с шестиниточным цепным переплетением и покровными нитками |
| 607 | 501 |
| Зигзагообразная с двухниточным челночным переплетением |
| 304 | 206 |
| Зигзагообразная с двухниточным цепным переплетением |
| 404 | 306 |

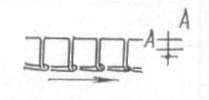
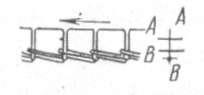
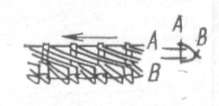
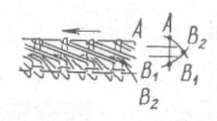
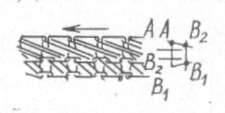

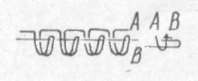
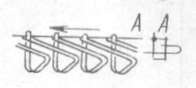
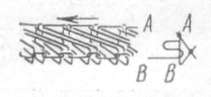
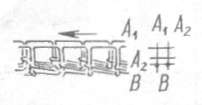
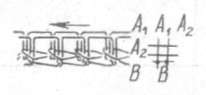
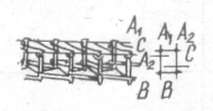
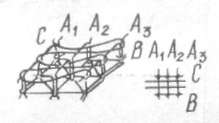
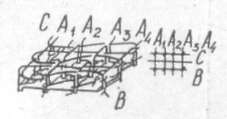

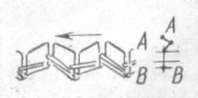
В табл. 1 приведены также и условные обозначения стежков. Точкой обозначается место переплетения ниток в стежке. Чтобы отличить челночные стежки от цепных, условно принято для всех челночных стежков обозначать переплетение ниток в середине сшиваемых материалов, несмотря на то что в ряде многорядных строчек челночная нитка остается снизу материала. Однониточное переплетение обозначается только точкой, а двухниточное - точкой и поперечной полоской. Это позволяет отличить похожие по обозначению строчки, но состоящие из стежков с разным количеством ниток (например, однониточная и двухниточная цепная строчка). В зигзагообразных строчках целесообразно точками указывать форму зигзага.
Приведенные обозначения не только создают наглядность изображения строчки, но и позволяют при необходимости указывать на них параметры строчки (например, расстояние между иглами, ширину обметывания, взаимное расположение строчек при наличии нескольких независимых строчек в шве).
www.otkani.ru
Разработка урока "Классификация машинных швов соединительной группы". 8-й класс

Разделы: Технология
Цели урока (компетенции).
Обучающие: ознакомить учащихся с классификацией машинных швов. Научить чертить и читать схемы швов. Ознакомить с техническими условиями на выполнение швов соединительной группы. Закрепить знания по терминологии ручных, машинных и утюжильных работ.
Развивающие: развивать умения учебного труда: наблюдать, запоминать, работать по образцу и в нужном темпе. Развивать умения читать схемы. Развитие познавательной активности, самостоятельности и навыков самоконтроля.
Воспитывающие: воспитание терпения, аккуратности в работе, добросовестности взаимоуважения и культуры общения.
Задачи: выполнить образцы швов соединительной группы, делая упор на самостоятельное выполнение по инструкционным картам поэтапного выполнения каждого шва, соблюдая технические условия на их выполнение, развивая навыки самостоятельности и самоконтроля. В процессе работы учиться правильно, применять терминологию ручных, машинных и утюжильных работ.
УМК: блок-схема “Соединительная группа швов”, рисунки швов, образцы готовых швов и образцы поэтапного выполнения каждого шва, инструкционные карты поэтапного выполнения каждого шва соединительной группы. Таблицы терминологии ручных, машинных и утюжильных работ.
Оборудование: рабочее место для утюжильных работ (гладильная доска, утюг, резиновый коврик под ноги), швейные машины, инструменты и приспособления для ручных работ.
Ход урока
1. Организационный момент.
2. Сообщение темы и цели урока.
3. Повторение материала предыдущего урока (20 мин.)
Тема урока: Терминология ручных, машинных и утюжильных работ. Классификация швов. Технические условия на выполнение ручных машинных работ.
Проверка знаний проходит в виде игры. Класс разбивается на 2 команды. Командам раздаётся 3 вида заданий: 5 мин. на подготовку 15 на игру.
Задание №1. Придумать и показать понтамиму. Действия по выполнению операций: утюжильной машинной и ручной. По одной каждого вида. Команда соперник должна отгадать эту операцию и назвать её в соответствии с терминологией.
Задание №2. Каждая команда для другой готовит мини сценку “Нерадивая портниха”, в которой разыгрывается выполнение ручных, машинных и утюжильных работ с нарушением правил безопасности, неправильной организации рабочего места. Команда соперник должна определить эти все нарушения.
Заданиие №3. Каждая команда для другой готовит по 3 вопроса на знание технических условий на выполнение ручных и машинных операций с правом назначить кто будет отвечать в команде соперника на тот или иной вопрос турнира.
Результаты игры фиксируются в таблице – Приложение 1 и по итогам определяется победитель.
Учитель подводит итог и по результатам работы каждого участника выставляет оценки.
3. Сообщение нового материала.
- Классификация машинных швов и их назначение, технические условия на их выполнение.
Весь материал кратко и лаконично выложен в блок- схеме, где отражён самый важный теоретический материал. Назначение соединительных швов, их схемы, и как швы отличаются друг от друга, технические условия на их выполнение. Блок-схема имеется у каждого учащегося. Приложение 2.
- Схемы машинных швов, правила их зарисовки:
Объяснение сопровождается показом рисунка каждого шва и его схемы, и сравнивается с готовым образцом из ткани.
- Терминология, применяемая при выполнении машинных работ, технологическая последовательность выполнения швов.
- Учащиеся в процессе рассказа о выполнении каждого шва группы зарисовывают его схему в тетрадь.
4. Практическая работа.
Вводный инструктаж:
Объяснение порядка выполнения практической работы по выполнению машинных швов соединительной группы:
- Подготовить детали кроя для соединительной группы швов.
- Объяснение порядка работы по инструкционным картам поэтапного выполнения каждого вида шва соединительной группы.
- Инструкционная карта поэтапного выполнения стачных швов. Приложение 2
- Инструкционная карта поэтапного выполнения накладных швов. Приложение 3
- Инструкционная карта поэтапного выполнения настрочных швов. Приложение 4
- Инструкционная карта поэтапного выполнения растрочных швов. Приложение 5
- Инструкционная карта поэтапного выполнения бельевых швов. Приложение 6
- Правила безопасности при работе и правильной организации своего рабочего места.
Практическая работа учащихся
Текущий инструктаж.
Обход рабочих мест и индивидуальная консультация по выполнения швов, работа с более слабыми учащимися.
На доске вывешена таблица самоконтроля:
| № | На что следует обращать внимание при выполнении швов! |
| 1 | Правильный расчёт ширины припуска на швы. |
| 2 | Выполнение закрепок в начале и конце строчек. |
| 3 | Отделочные строчки должны быть ровными. |
| 4 | Швы выполнены аккуратно, все нитки обрезаны, швы отутюжены. |
| 5 | Ручные стежки временного назначения должны быть удалены. |
| 6 | Рассчитывать правильно время на выполнение каждого шва. |
| 7 | Соблюдать безопасные приёмы работы и порядок на рабочем месте. |
Заключительный инструктаж.
Проверка выполнения работы (отметить самые лучшие работы, выполненные самостоятельно по инструкционным картам, заострить внимание на типичных ошибках, дать возможность самим учащимся ещё раз проверить и оценить свои работы или провести взаимоконтроль).
5. Уборка рабочих мест учащимися.
6. Домашнее задание: подготовить ткань для изготовления швов краевой группы. Принести рабочую коробку с инструментами и приспособлениями.
7. Уборка кабинета.
xn--i1abbnckbmcl9fb.xn--p1ai
Характеристика машинных строчек и швов, применяемых при изготовлении изделия
Использование швов различной конструкции определяется при проектировании одежды. При этом учитываются направление моды на данный период и прочностные показатели швов. Особое влияние мода оказывает на изменение параметров отделочных и соединительных швов, строчки которых располагаются на лицевой поверхности материалов. Под влиянием модных тенденций может меняться частота строчки, расстояния между параллельными строчками, между строчкой и краем обтачной детали.
Использование швов различной конструкции влияет на технологическую оснастку процесса изготовления одежды.
Согласно ГОСТ 12807-03, классификация швов, применяемых при изготовлении швейных изделий, содержит 8 классов. Основным признаком, положенным в основу классификации, является расположение слоев соединяемых материалов. Швы обозначаются кодом, состоящим из пятизначной цифры. Первая цифра (от 1 до 8) определяет класс шва; вторая и третья (от 1 до 99) указывают на различия конфигурации слоев материалов; четвертая и пятая цифры (от 1 до 99) указывают на различия в местонахождении точек прокола иглы.
Для полного обозначения применяемого соединения используют кодовое обозначение шва и стежка, разделенных чертой (/), например, 1.01.01/301 или 1.06.02/301.301.
Для систематизации используемых швов в проектируемом изделии приводится технический рисунок базовой модели (рис. 3) и на него наносятся места их сечений, которые затем вносятся в табл. 3.4.
Таблица 3.4 – Характеристика машинных швов
| Наименование шва | Графическое изображение шва и Код шва | Особенности выполнения шва | Применение шва в изделии (номер сечения на рисунке) |
| Соединительный расстрочной |
 4.03.03
4.03.03
| Детали стачивают швом 10 мм. Припуски ткани на шов разутюживают. Параллельно стачивающей строчке прокладывают строчки 2 и 3, закрепляющие припуски ткани на шов, на расстоянии 2 мм от стачивающей строчки в каждую сторону. | 2 – 2 Стачивание рельефных швов полочки. |
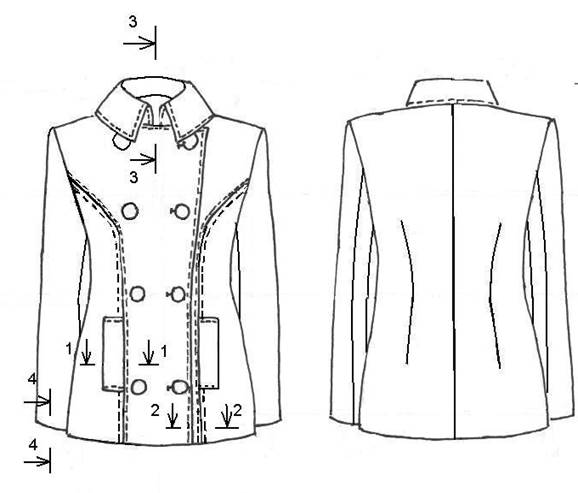
Рисунок 3 – Места сечений на модели для определения видов машинных швов
Выбор методов обработки
При выборе методов обработки учитываются основные направления совершенствования технологии и техники швейного производства, максимальное применение клеевых материалов.
Приводится технический эскиз модели на котором наносятся места фронтального и локального дублирования деталей разрабатываемого изделия (рис. 4).
 |
Рисунок 4 – Места фронтального и локального
дублирования деталей
Методы обработки выбирают по основам промышленной технологии поузловой обработки и типовой технической документации на изготовление различных схем основных узлов одежды.
Необходимо учитывать универсальность монтажно-сборочных схем основных узлов одежды.
Выбираются методы обработки, которые при минимальных трудовых и материальных затратах обеспечивают высокое качество изготовления деталей, узлов и изделия в целом.
Из предложенных трех моделей необходимо выбрать восемь наиболее сложных узлов и разработать на них технологические карты обработки, которые представляются в виде таблицы 3.5.
Таблица 3.5 – Название обрабатываемого узла швейного изделия (Втачивание воротника в горловину изделия)
| № п/п | Наименование операции | Технические условия на выполнение операции | Рисунок |
| Втачивание воротника в горловину | Нижний воротник втачивают в горловину изделия; верхний воротник соединяют с обтачкой, непрерывая строчку, швом шириной 0,7-1 см (строчка 1). Швы втачивания верхнего и нижнего воротников разутюживают. Припуски горловины и обтачки соединяют между собой, совмещая швы втачивания верхнего и нижнего воротников, располагая строчку на 0,1-0,2 см от шва втачивания (строчка 2). |  |
При характеристике общих технических условий особое внимание уделяется требованиям, изложенным в государственных и отраслевых стандартах и другой нормативно – технической документации (НТД) на разрабатываемое изделие.
К НТД относятся стандарты, технические условия, техническое описание на модель.
В пояснительной записке необходимо указать, какими документами устанавливаются термины, методы проверки качества, маркировка и упаковка, способы ухода за швейными изделиями, единые требования к качеству аттестационной продукции, к качеству выполнения швов, обработки деталей и ВТО изделий. Необходимо также указать какими документами устанавливаются технические требования к качеству одного или нескольких исходных видов одежды и конкретной модели, к качеству изготовления лекал, раскладок лекал и кроя деталей.
Характеристику НТД на проектирование изделия целесообразно оформить в виде таблицы 3.6.
Таблица 3.6 – Нормативно-техническая документация на разрабатываемое изделие
| Решаемый технологический подход | Наименование и номер нормативного документа | Краткое содержание НТД |
| Например: 1.Разработка и постановка продукции на производство | Гост 15.602 – 73 Образцы (эталоны) продукции легкой промышленности | Продукт изготовления, согласования, утверждения, учета и хранения образца моделей |
Перечень НТД, используемой при изготовлении швейных изделий представлен в приложении Д.
stydopedia.ru










