Челночные станки. Общее устройство и принцип работы. Челночное устройство
Устройство челночного комплекта
Количество просмотров публикации Устройство челночного комплекта - 103
Челночный комплект состоит из челнока 23, шпуледержателя 13, шпульки 9 и шпульного колпачка 39. Челнок 23 для захвата петли иглы имеет носик 18, внутри челнока профрезерован паз 24, в который пояском 12 вставлен шпуледержатель 13. Паз закрывается боковым полукольцом 17, прикрепленным тремя винтами 16 к внешней цилиндрической поверхности челнока. С противоположной стороны к челноку 23 четырьмя винтами 22 прикрепляется верхняя пластина 21, обеспечивающая надевание петли иглы на носик челнока. Челнок 23 двумя винтами 20 закреплен на челночном валу, его осевое отверстие закрыто заглушкой 19 для осуществления автоматической смазки сопряжения паза 24 и пояска 12.
В процессе работы машины шпуледержатель 13 должен быть относительно неподвижным, для этого в его паз 14 вставлен установочный палец 11 пластины 10, прикрепленной винтом 27 снизу к платформе машины. К боковой цилиндрической поверхности шпульного колпачка 39 винтами 1, 2 прикреплена пластинчатая пружина 3, причем ее палец 4 входит в отверстие шпульного колпачка, а язычок 5 — в паз 6. Винт 2, как сказано ранее, служит для регулирования натяжения нижней нитки. Шпульный колпачок 39 со шпулькой 9 запирается на центровом стержне 25 с помощью замочка, состоящего из рычага 30 и пластины 28, соединенных осью 35. В канал 38 вставлена пружина 36, надавливающая на выступ 33 и перемещающая замочек вправо для запирания на центровом стержне 25. Движение замочка вправо ограничивается пальцем 29, упирающимся в правую стенку окна 7. Движение замочка влево при открытой пластине 28 ограничивается головкой винта 34, ввернутого через окно 37 в отверстие 31. Следует помнить, что при отсутствии винта 34 замочек будет выскакивать из паза шпульного колпачка. Палец 32 рычага 30 при открытой пластине 28 в окне 37 захватывает стенку шпульки 9 и предохраняет ее от выпадания при установке в челночный комплект. Палец 32 после установки шпульного колпачка должен войти в паз 26 шпуледержателя 13. Шпульный колпачок 39 своим вырезом 8 в шпуледержателе 13 должен быть установлен кверху так, чтобы выступы 15 оказались между стенками выреза 8.
Чтобы произвести чистку внутренней полости челнока 23, выключают электродвигатель и машину на шарнирных петлях переводят в горизонтальное положение. Челночной отверткой последовательно вывертывают винты 16 и вынимают боковое полукольцо 17, затем вынимают шпуледержатель и снимают пластину 10, предварительно ослабив винт 27. Производят чистку челночного комплекта и в обратном порядке собирают его. При этом следует проследить, чтобы палец 11 вошел в паз 14 шпуледержателя 13. Во избежание перекосов бокового полукольца 17 рекомендуется сначала ввернуть все винты 16 на несколько оборотов, потом последовательно завернуть их до конца.
Для автоматической смазки челнока и ряда соединений механизма перемещения материалов в машине имеется специальный масляный картер, расположенный под платформой машины. Масло по фитилю 18 поступает на косную часть челночного вала 13 и частично через радиальное отверстие 10 проходит в осевой канал 4. Другая часть масла по маслогонной резьбе 9 и 6 перемещается влево, смазывая сопряжение челочного вала 13 со втулкой .По радиальному каналу 7 входит внутрь челночного вала, по каналам 4, 3 смазывается паз челнока 1 в сопряжении с пояском шпуледержателя. Из средней проточки челночного вала 13 выбрасывают частички масла в канал 8 и через отверстие 22 масло по пазу 20, возвращается в картер крышки 19.
Количество масла, подаваемого челноку 2, регулируется винтом 27. В случае если винт 27 завинтить, то канал 8 перекроется и челнок получит более обильную смазку. Чтобы проверять подачу смазки челнока, снимают челнок 2 и к отверстию канала 4 подносят лист белой бумаги. При нормальной частоте вращения главного вала машины через 15 с на бумаге должна быть масляная полоска шириной 1... 1,5 мм.
referatwork.ru
челночное устройство
Снимаем механизм установочного пальца. Челнок побит иголками. Зачищаем заусеницы на челноке и полируем....

1. Выключите машину 2. Снимите игольную пластину с помощью отвертки 3. Достаньте шпульный колпачок 4. Почис...

Носик челнока бьёт по иголке, последствия. Как выставить точный зазор для ваших номеров иголок. По какому...

Машинка работает тяжело, со стуком. Нитка петляет на низ, регулировки не поддаётся. В определённом положени...


Выставление захода, Смотрим, как образовывается напуск петли и захват петли носиком челнока. Сборка челнок...

Собираем челнок, устанавливаем и выставляем заход. Проверяем зазор между носиком челнока и иголкой. Обучаю...

Швейная машина Janome MYExcel 18W делает пропуски стежков. При самостоятельной настройке неправильно установили...

Видео сделано по просьбе подписчиков. Как посмотреть петлеобразование, какие должны быть зазоры между...


С помощью этого видео, Вы сами сможете сделать профессиональную чистку машинки,предупредив поломку и выход...

Принцип взаимодействия механизмов швейной машины и образования строчки.


Ремонт швейной машинки SINGER.

Как заправить нить в шпульку.

Профессиональная вышивально - стегальная машина Brother VR от официального дистрибьютора http://www.velles-shop.com.ua,...

Основное отличие горизонтального челнока от вертикального - его простота. Видео показывает, как легко разб...


Как разобрать и почистить челнок на 22 классе. Почему получаются заусеницы на челноке и как этого избежать,...

Ремонт швейных машин Киев https://remont-shveinih-mashin.com.ua/ В швейной машинке Brother PS-35 Сместился челнок. Как устранить...

Разбираем челночное устройство и делаем осмотр. Смотрим как носик челнока должен подходить к отверстию...

Заходим на РОЗЫГРЫШИ ПРИЗОВ: https://goo.gl/ys0QcF Как почистить челнок швейной машинки самостоятельно, а заодно...

Если ваша Подольская Швейная Машинка пропускает стежки - есть очень простой способ заставить ее шить как...

Ремонт бытовой швейной машины Janome своими руками.
Швейная машина подклинивает. Находим неисправность и устраняем. Так же неисправно: освобождение шкива...

Разбираем челнок и устраняем неисправность. Колпачок с пластинчатой пружиной для предотвращения набегани...

Смотрите мой полный обзор тут: https://pafutos.com/g/slzpfzyb7j51062d2ebaf4f7b11c0c/?i=5&ulp=http%3A%2F%2Fwww.ulmart.ru%2Fgoods%2F292129 ...

Заходим на РОЗЫГРЫШИ ПРИЗОВ: https://goo.gl/ys0QcF Как правильно отрегулировать натяжение нитки в шпульке.Простой,...

Официальный сайт: http://brothersewing.ru Блог Brother http://brother-friends.ru Группа Facebook: https://www.facebook.com/brother.club.

Принцип регулировки подходит ко всем машинам челночного стежка. Мой блог. http://masteruniv.blogspot.com/ Лёгкий поиск...


The video gives you a tutotial for repairing Singer Curvy sewing machine, which fails to make correct stitches. In our case this was due to a wrong timing ...

Швейнуб машину нужно чистить регулярно. Особенно челночное устройство.

Люфт на челночном валу не допустим. От этой неисправности машинка может ломать иголки, последствия печальн...

Швейная машина Чайка 134, машина заклинила. Находим неисправность и устраняем ёё. Подробное видео.

Сегодня я покажу свою домашнюю швейную машинку, на которой я шью дома и снимаю для вас видео. Статья о мелко...
Приобрести эту швейную машинку можно здесь - https://goo.gl/FSCFZf https://goo.gl/5Co7rR Швейная машина MINERVA M21K Вертикальное...

Ремонт швейной машины с вертикальным типом челнока. Чистка челночного комплекта.

Как разобрать Подольскую машину и добраться до главного вала. Мой блог. http://masteruniv.blogspot.ru/p/blog-page.html.
sp flash tool error 8417 unbrick mxq applied energistics 2 spatial storage cell culinary generator toast how to record fnaf with obs hylotl building kame house interior devon goods pokemon emerald sky factory 2 harvester fnaf fan made map
debojj.net
Совершенствование конструкции узла челночного устройства швейных машин
Библиографическое описание:
Гаппаров Х. Г., Тухтаева З. Ш., Аброров А. С., Ходжаева О. Р., Рахимова Д. Ж. Совершенствование конструкции узла челночного устройства швейных машин // Техника. Технологии. Инженерия. 2017. №2. С. 79-82. URL https://moluch.ru/th/8/archive/57/2112/ (дата обращения: 23.08.2018).
Челноки выполняют наиболее сложные этапы процесса переплетения нитей и существенно влияют на производительность, надёжность и качество работы швейных машин. Параметры челнока оказывают виляние на частоту смены шпуль и потерю прочности игольной нити из-за многократного перетирания ее об ушко иглы. Челночные механизмы часто вызывают повышенный шум, износ основных деталей создает высокочастотные колебания на валу и разрушает механическую характеристику машины.
Строчки с челночными переплетениями практически не распускаются и требуют наименьшего количества нитей. Однако при их выполнении игольные нити сильно изнашиваются, вследствие чего повышается обрывность нитей и ухудшается качество изделий; кроме того, эти строчки не всегда обладают достаточной податливостью при деформации. Строчки с цепными переплетениями характеризуются большой податливостью и меньшим износом и обрывностью нитей, но требуют большего количества нитей, многие из которых распускаются.
В машинах иностранных фирм, например, «Зингер», широко используются челноки цилиндрической формы, позволяющие шить тонкие ткани нитками высоких номеров, но из-за большой линейной скорости происходит быстрый износ направляющих челнока. Кроме того, при ходе челнока до 80 мм в крайних положениях в погонялке возникают удары, которые увеличивают шум, колебания и вибрацию механизмов машин.
Известно, что большое значение для петлеобразования имеет коэффициент рабочего хода челнока Кч, представляющий собой отношение угла поворота главного вала за время от начала захвата игольной петли носиком челнока до момента ее сброса φчк полному углу поворота главного вала за один цикл (φо):
 (1)
(1)
Для улучшения процесса работы швейной машины стремятся уменьшить Кч. В существующих машинах он колеблется в пределах 0,25÷0,42.
В общем случае угол поворота главного вала при обводе петли
 , (2),
, (2),
где угол, определяющий длину носика челнока (обычно α=30÷400),  — среднее значение передаточного отношения между главным и челночным валами за период обвода петли:
— среднее значение передаточного отношения между главным и челночным валами за период обвода петли:
 (3)
(3)
причем  — средняя угловая скорость челночного вала за период обвода петли;
— средняя угловая скорость челночного вала за период обвода петли;  — угловая скорость главного вала.
— угловая скорость главного вала.
В большинстве швейных машинах для обеспечения равномерного вращения передаточное число постоянно:
 . (4)
. (4)
С целью уменьшения коэффициента рабочего хода челнока применяются различные типы ускорительных механизмов.
Челноки, вращающиеся равномерно, при  увеличивают холостой ход, что является недостатком, но при правильном их изготовлении инерционные нагрузки значительно уменьшаются, следовательно, повышается долговечность их работы.
увеличивают холостой ход, что является недостатком, но при правильном их изготовлении инерционные нагрузки значительно уменьшаются, следовательно, повышается долговечность их работы.

Рис. 1. Давление между элементами челнока-крючка: а — положение шпуледержателя относительно крючка при соударении; б — схема заменяющего механизма; в — график функции 
Исследованиями установлено, что в течение большей части цикла 2 (рис.1 а) контактирует в двух точках с челноком 1 и меньшую часть цикла — в одной точке с установочным пальцем и двух точках с челноком; во втором случае шпуледержатель можно считать базисным III класса с тремя поступательными парами. Наибольшее же давления между элементами челночного устройства наблюдается при совпадении точки g челнока с точкой b шпуледержателя (рис.1 б) и его контакты с установочным пальцем в точке с и челноком в точке d. В этом положении давления в паре шпуледержатель — установочный палец
 (5)
(5)
где  — сила инерции и момент силы инерции шпуледержателя;
— сила инерции и момент силы инерции шпуледержателя;  — плечи сил
— плечи сил  относительно точки К пересечения линий действия давлений Rb и Rd в точках b и d;
относительно точки К пересечения линий действия давлений Rb и Rd в точках b и d;  — масса и момент инерции шпуледержателя;
— масса и момент инерции шпуледержателя;  — линейное ускорение центра тяжести шпуледержателя и его угловое ускорение. Ускорение
— линейное ускорение центра тяжести шпуледержателя и его угловое ускорение. Ускорение  можно найти с помощью особой точкой Ассура (рис.1 б).
можно найти с помощью особой точкой Ассура (рис.1 б).
На рис. 1 в приведен график зависимости давления между шпуледержателем и установочным пальцем от расстояния  в челночном устройстве машины «Зингер» при частоте вращения главного вала n = 8000 об/мин. Согласно графику, с увеличением
в челночном устройстве машины «Зингер» при частоте вращения главного вала n = 8000 об/мин. Согласно графику, с увеличением  давление
давление  увеличивается, причем особо интенсивно при
увеличивается, причем особо интенсивно при  После определения можно вычислит Rb и Rd в точках b и d. С увеличением давление
После определения можно вычислит Rb и Rd в точках b и d. С увеличением давление  также возрастает, а Rd, наоборот, уменьшается. При
также возрастает, а Rd, наоборот, уменьшается. При  . Для уменьшения давление
. Для уменьшения давление  следует стремиться к уменьшению , что достигается при использовании втулки-виброгасителя в челночном вале.
следует стремиться к уменьшению , что достигается при использовании втулки-виброгасителя в челночном вале.
При этом работа трения  , где R– давление в кинематической паре;
, где R– давление в кинематической паре;  — коэффициент трения и путь относительного скольжения его элементов. Поскольку звенья не передают полезных нагрузок, можно принять R=const. Тогда при постоянной скорости вала
— коэффициент трения и путь относительного скольжения его элементов. Поскольку звенья не передают полезных нагрузок, можно принять R=const. Тогда при постоянной скорости вала
 , (6),
, (6),
где  — внутренний диаметр втулки-виброгасителя и его угловая скорость; с — числовой коэффициент;
— внутренний диаметр втулки-виброгасителя и его угловая скорость; с — числовой коэффициент;  — продолжительность работы.
— продолжительность работы.
Звенья детали механизмов необходимо проверять на прочность и долговечность. Расчет на прочность производится по моменту, возникающему при натяжении нитей — шпуледержателя и пазом челнока при достижении величины 3,5÷5 Н*м. Во избежание перегрузки челночного механизма с втулкой-виброгасителем в машине фирмы «Зингер» рекомендуем предохранительные муфты.
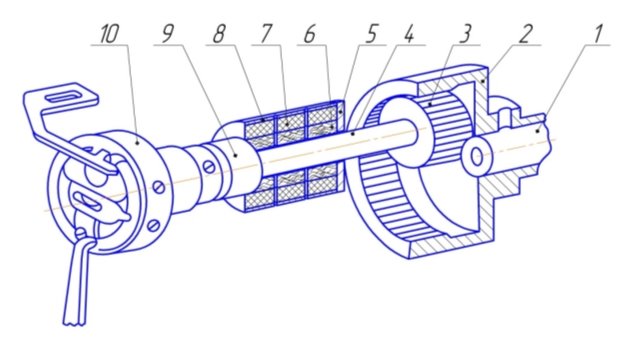
Рис. 2. Конструктивная схема механизма челнока и отводчика шпуледержателя: 1 — нижний вал; 2,3 — зубчатое колесо и шестерня; 4 — челночный вал; 5 — опорная шайба; 6 — войлок; 7 — шкурка; 8 — наружная втулка; 9 — челночная втулка; 10 — челночное устройство
Рис. 3. Частота собственных колебаний челночного вала
При расчете передач и валов на долговечность необходимо учитывать крутильные колебания и вибрации при работе на высоких скоростях. На челночной швейной машине «Зингер» при  = 680 1/с крутящий момент при колебаниях достигается ~1,2 Н*м. Челночные валы необходимо проверять на резонанс; при поперечном изгибе критическая угловая скорость втулки-виброгасителя определяется по формуле
= 680 1/с крутящий момент при колебаниях достигается ~1,2 Н*м. Челночные валы необходимо проверять на резонанс; при поперечном изгибе критическая угловая скорость втулки-виброгасителя определяется по формуле
 ; (7)
; (7)
где  — модуль упругости материала и момент инерции поперечного сечения втулки-виброгасителя;
— модуль упругости материала и момент инерции поперечного сечения втулки-виброгасителя;  — расстояние между серединами от центра тяжести челнока до середины втулки-виброгасителя челночного вала;
— расстояние между серединами от центра тяжести челнока до середины втулки-виброгасителя челночного вала;  — масса челнока.
— масса челнока.
Теоретическими расчетами определены и получены следующие значения:
 ;
; 
С применением втулок-виброгасителей обрывность челночных нитей при формировании стяжки снижается на 15÷17%, частота колебания челночного вала доводиться до минимума 24 Гц, надежность и долговечность при работе на высоких скоростях швейной машины «Зингер» повышается 30–32%, что дает возможность увеличению числа оборотов челночного вала до 10000 об/мин.
Литература:- Комиссаров, А. И. и др. Проектирование и расчёт машин обувных и швейных производств. — М.: «Машиностроение», 1978. — 431 с.
- Архипов, А. А. и др. Машины, машины-автоматы и автоматические линии легкой промышленности. — М.: «Легкая и пищевая промышленность», 1983.
- Лебедев, В. С. Технологические процессы машин и аппаратов в производстве бытового обслуживания. — М.: «Легпромбытиздат», 1991. — 336 с.
- Вальщиков, Н. М. и др. Расчёт и проектирование машин швейного производства. — Л.: «Машиностроение», 1973. — 343 с.
Основные термины (генерируются автоматически): челночный вал, главный вал, установочный палец, угловая скорость, челночное устройство, III, рабочий ход челнока, обрывность нитей, момент инерции, швейная машина.
Похожие статьи
Этапы совершенствования челночного механизма швейных...
шпульный колпачок, машина, швейная машина, челночный стежок, челночное устройство, продольный челнок, ось челнока, круглая шпуля, горизонтальная плоскость, верхняя нить.
Настройка натяжения игольной и челночной нитей современных...
швейная машина, челночный стежок, челночная машина, челнок, рабочий ход, прямоугольная циклограмма, процесс образования стежка, главный вал, верхняя нить, верхняя нитка А.
Виды челноков, их преимущества и недостатки | Статья в журнале...
Основные термины (генерируются автоматически): швейная машина, челночный стежок, челночная машина, челнок, рабочий ход... Анализ механизма иглы швейных машин при процессе...
Виды устройств челночных механизмов современных швейных...
Швейный челнок для любой швейной машины — это главное ее устройство. А тип швейного челнока — это самая важная характеристика бытовой швейной машинки. Всего три типа устройства челночного механизма используется для образования челночного стежка...
Виды и работа механизма нитепритягивателя различных швейных...
В тихоходных челночных машинах, имеющих частоту вращения главного вала 1000...
Одним из существенных его недостатков является значительный избыток нитки в процессе образования стежка, способствующий ее обрывности.
Конструктивный анализ механизма челнока современных...
Челночные механизмы является одним из основных механизмов швейных машин.
Это смещение шпульки уменьшает рабочий угол поворота челнока при обводе вокруг него нитки и увеличивает объем шпульки.
Работа механизма нитепритягивателя универсальной швейной...
Основные термины (генерируются автоматически): главный вал, кулисный камень, машина, шатун, механизм, швейная машина, челночный стежок, полезная модель, корпус машины, механизм привода иглы.
Исследование кривошипно-коромыслового механизма...
Основные термины (генерируются автоматически): главный вал, кулисный камень, машина, шатун, механизм, швейная машина, челночный стежок, полезная модель, корпус машины, механизм привода иглы.
Способы образования челночного стежка в современных...
Основные термины (генерируются автоматически): швейная машина, челночный стежок, челночная машина, челнок, рабочий ход, прямоугольная циклограмма, процесс образования стежка, главный вал, верхняя нить, верхняя нитка А.
moluch.ru
Челночные станки. Общее устройство и принцип работы
Челнок обыкновенного ткацкого станка представляет собой обтекаемой формы тело с полостью для уточной паковки (рис. 1.27). Устройство челнока определяется видом паковки с уточной пряжей, способом смены паковки, характером перемещения челнока в зеве и видом перерабатываемой нити. Уточная паковка может быть в форме початка, намотанного на прядильной или на уточно-мотальной машине. Челнок имеет продольный сквозной вырез для шпули, шпуледержатель 3, заводной аппарат 2, металлические конусы - мыски 1, которые жестко закреплены в теле челнока и воспринимают удар гонка боевого механизма. В передней стенке челнока сделана канавка для уточной нити, предохраняющая ее от повреждения, когда челнок движется в правой челночной коробке. Также в передней стенке челнока сделаны вырезы для прохода уточного щупа и нитеуловителя. Шпуля в челноке удерживается специальным стальным шпуледержателем 5. Для придания шпуле при смене надлежащего направления устанавливается специальная пластинка - шпулеспускатель 4. Заводной аппарат 2 служит для автоматической заводки в направляющие уточной нити с новой шпули. Для торможения нити с целью получения необходимого натяжения ее при сматывании со шпули к внутренней стенке челнока прикрепляют мех, щетину или плюш.
Челнок работает в сложных динамических условиях, поэтому корпус его изготавливают из хорошо выдержанного дерева твердых пород и с двух или трех сторон оклеивают фиброй.
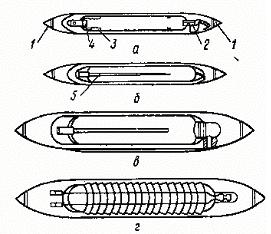
Рис. 1.25. Виды челноков
Боевые механизмы сообщают челноку необходимую скорость и направление движения через зев.
Боевые механизмы по способу передачи движения разделяются на кулачковые, кривошипные, пружинные и пневматические. Наиболее распространены кулачковые механизмы, в которых кулачок используется и как ведущий орган, и как ведомый.
По расположению деталей на станке боевые механизмы разделяются на три вида: нижнего, среднего и верхнего боя. Широко используются механизмы среднего боя.
Боевые механизмы устанавливаются с обеих сторон ткацкого станка, так как бой происходит попеременно (то с одной, то с другой стороны станка), поэтому боевые кулачки повернуты на среднем валу один относительно другого на 180 градусов. Средний вал вращается с частотой в 2 раза меньшей, чем главный вал, поэтому за каждый полуоборот среднего вала происходит один удар и прокладывается одна уточная нить
При выработке тканей на станках с многочелночными механизмами часто необходимо производить бой не поочередно с каждой стороны, а в более сложной последовательности. По очередности боя боевые механизмы разделяются на механизмы последовательного и произвольного боя.
На рис. 1.28 приведена схема боевого механизма среднего последовательного боя автоматического ткацкого станка. На среднем валу 1 станка закреплен боевой кулачок 2, который своим мыском 3 действует на боевой каточек 4. Через боевой каточек поворачивается на некоторый угол веретено 6 с укрепленным на нем рычагом (стременем) 5. Проушина рычага через короткий хомутик 21, брусок 20, длинный хомутик 11 отклоняет погонялку 9 на некоторый угол и через гонок 8 сообщает движение челноку 7. Стрелка 10 препятствует перемещению хомутика вверх. Для обеспечения правильного полета челнока верхний конец погонялки вставлен в прорезь башмака 12, профиль нижней части которого представляет дугу, описанную радиусом, равным расстоянию от центра выреза гонка до плоскости кронштейна 17, укрепленного на подбатанном валу 18. Во время работы станка башмак свободно катится по кронштейну. Язычок 14 и погонялка прижимаются к ролику 13 ремнем 15, нижний конец которого соединен с отжимным блочком 16. На этот блочек действует спиральная пружина, возвращающая погонялку в исходное положение. Башмак имеет продольный вырез, в который входит прилив 19 кронштейна 17, вследствие чего устраняется боковое смещение башмака и погонялки.

Рис. 1.28. Схемы боевого механизма (а) и боевого кулачка (б) челночного ткацкого станка
При наладке боевого механизма необходимо правильно устанавливать силу боя. Силой боя называют путь, проходимый челноком в период разгона. На практике сила боя определяется также величиной размаха погонялки в период разгона челнока или расстоянием, на которое перемещается гонок в период разгона. Размах погонялки и величина перемещения гонка регулируются перестановкой стремени 5. При увеличении длины стремени размах погонялки увеличивается. Кроме этого, на размах погонялки влияют длина хомутика 21, изменяющая зазор между хомутиком и погонялкой и положение стрелки 10, изменяющей плечо l2.
Машиностроительные заводы выпускают ткацкие станки с автоматической сменой шпуль, одно- и двухчелночные, с заправочной шириной 120; 140 и 160 см. Станки могут быть одно- и двухнавойными, иметь эксцентриковый, кареточный зевообразовательный механизм или жаккардовую машину. По конструкции и принципу работы эти станки примерно одинаковы и различаются лишь шириной и количеством челноков.
На рис. (1.29,а) приведена принципиальная технологическая схема выработки ткани на челночных станках. Навой 1 со шлихтованной основой помещается позади ткацкого станка. Сматываясь с навоя, основа огибает валик 2, который называется задним скалом, и затем идет к ценам 3. На каждую нить основы между ценами надета одна из ламелей 4 основонаблюдателя. Едва только оборвется какая-либо основная нить, надетая, на нее ламель падает, и это вызывает останов станка. По опустившейся ламели видно, какая нить оборвалась. От цен одна часть основных нитей направляется в глазки ремизки 5, а другая часть — в глазки ремизки 7. Ремизки 5 и 7 попеременно перемещаются (одна вверх, а другая вниз и обратно), при каждом перемещении раздвигая нити основы и таким образом образуя зев.
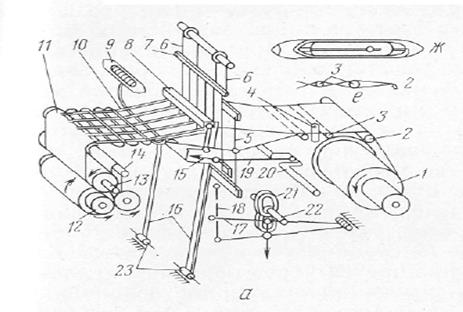

Рис. 1.29. Образование ткани:
а — схема челночного ткацкого станка; б, в, г, д — последовательность положения основных рабочих органов при образовании ткани
Выйдя из глазков ремизок, основные нити проходят между зубьями берда 8 и сходятся вместе у опушки ткани 10, где они переплетаются с уточными нитями. В дальнейшем движении образованная ткань огибает грудницу 11, вальян 13, снова поднимается вверх, и, обогнув направляющий валик 14, направляется на товарный валик 12.
Вальян 13 получает вращение от особого товарного регулятора. Это вращение передается товарному валику 12 и вызывает навивание на него вырабатываемой ткани. При навивании ткани основа натягивается, заставляя навой поворачиваться для разматывания основных нитей.
Ткань образуется следующим образом. Как только ремизки переместятся и образуют зев, в этот зев пролетает ткацкий челнок 9, выбиваемый из челночной коробки боевым механизмом (рис. 1.29,6). При своем полете челнок скользит по полированной планке — склизу, закрепленному на брусе 15 батана 16, непосредственно над которым находятся нити нижней части зева. Конец нити, выходящей из челнока, задерживается кромкой ткани, поэтому нить сматывается с початка во время полета челнока. Челнок, пролетев через зев, попадает в челночную коробку с другой стороны станка и затормаживается в ней. Уточная пить, оставшаяся в зеве, прибивается к опушке ткани с помощью берда 8 (рис. 1.29,в,г), укрепленного в брусе 15 батана 16. Батан через поводок 19 соединяется с коленчатым валом 20, который непрерывно вращается через передачу от электродвигателя и качает батан, имеющий шарнирное соединение 23 в нижней части. Как только челнок пролетит через зев, ремизки 5 и 7 меняются своими местами: верхние основные нити становятся нижними, а нижние — верхними, образуя новый зев, и уточная нить оказывается переплетенной между основными.
Прибив бердом уточную нить к опушке ткани, батан быстро отходит назад, и челнок снова пролетает в образовавшийся зев, прокладывая новую уточину (рис. 1.29,д). Эту уточину батан опять прибивает бердом к опушке ткани, ремизки снова перемещаются, а основные нити переплетаются с новой уточиной.
Так продолжается нарабатывание ткани за счет прокладывания нитей утка и переплетения их с нитями основы. Коленчатый вал 20 делает 220 и более оборотов в минуту. За каждый оборот прокладывается и зарабатывается в ткань одна уточина.
Из описания процесса образования ткани следует, что нитям основы и утка необходимо сообщать движения в двух направлениях: вдоль нитей и перпендикулярно им. Эти движения передаются нитям механизмами ткацкого станка. Движение основы в направлении, перпендикулярном оси нитей, для образования зева и переплетения основными нитями уже прокинутой уточины осуществляет зевообразовательный механизм. Движение уточины в продольном направлении (прокидывание) происходит во время пролета челнока через образовавшийся зев в результате воздействия на челнок боевого механизма. Движение уточины перпендикулярно ее оси для прибивания ее к опушке ткани осуществляет механизм батана. Движение основы в продольном направлении, наматывание наработанной ткани и обеспечение натяжения основных нитей осуществляют механизмы товарного регулятора и основного регулятора (или основного тормоза).
Все названные механизмы принимают непосредственное участие в формировании ткани на станке и относятся к числу основных механизмов.
От длины ткани, наматываемой на товарный валик при прибое к опушке ткани одной уточины, зависит плотность ткани по утку, а от отпуска основы основным регулятором — величина ее натяжения. Плотность ткани по основе зависит от частоты зубьев берда и числа нитей основы, пробранных между двумя зубьями.
Кроме основных механизмов, ткацкий станок имеет целый ряд вспомогательных и предохранительных механизмов, улучшающих работу станка, облегчающих его обслуживание, способствующих выработке ткани высокого качества.
Вспомогательные механизмы предназначены для изменения направления движения основы, поддержания основы и ткани между ткацким навоем и товарным вальяном. К ним относятся: скало, ценовые палочки, шпарутки и грудница.
Скало 2 (рис. 1.29,а) (валик с шипами) поддерживает основу и меняет направление ее движения с вертикального на горизонтальное.
Ценовые палочки 3 (прутки) разделяют нити основы на четные и нечетные. Их вставляют между нитями основы взамен ценовых шнурков при заправке станка в том случае, когда основа более плотная.
Шпарутки 24 не допускают усадки ткани по ширине под действием натяжения утка, возникающего при изгибе уточных нитей во время их прибоя бердом к опушке ткани.
Грудница 11 (металлический изогнутый брусок) изменяет направление ткани с горизонтального на вертикальное.
Кроме того, на автоматических ткацких станках имеются механизмы автоматической смены шпуль, обеспечивающие бесперебойное питание утком.
Предохранительные механизмы предупреждают выработку недоброкачественной ткани в случае обрыва нитей основы или утка, недолета или вылета челнока. К предохранительным механизмам относятся:
- уточная вилочка, предупреждающая порок недосеки в случае обрыва уточной нити или полного схода ее с находящейся в челноке шпули;
- основонаблюдатель (ламельный прибор), останавливающий станок в случае обрыва нити основы и предотвращающий порок близну;
- замочный механизм, предупреждающий массовый обрыв нитей основы при недолете челнока в челночную коробку;
- предохранитель от вылета челнока, улавливающий челнок, вылетающий из зева;
- искатель опушки ткани, помогающий предупреждать возникновение пороков (забоин и недосек) при пуске станка после останова его по какой-то причине.
Без таких механизмов, как основонаблюдатель, уточная вилочка, автоматическая смена шпуль, один ткач не смог бы обслуживать больше одного-двух станков. С этими механизмами ткачи обслуживают десятки станков.
Образование тканых узоров. Для создания в ткани желаемого переплетения основы и утка необходимо так управлять образованием зева, чтобы каждый раз ремизки приподнимали те нити основы, которые должны перекрывать очередную прокидываемую челноком уточную нить. Для этого необходимо, чтобы число ремизок на станке было не меньше числа нитей в раппорте по основе. Для выработки простых переплетений с небольшим раппортом необходимое число ремизок невелико и для управления их движением применяют простейший эксцентриковый зевообразовательный механизм (рис. 1.29,а).
Подъемом и опусканием каждой пары ремизок в этом случае управляет пара эксцентриков 21, сидящих на общем для всех эксцентриков валу 22. Каждый эксцентрик действует на ролик особого рычага 17, который связан тягами 18 с соответствующей ремизкой. Ремизки попарно связаны ремешками 6.
Когда один эксцентрик, действуя на ролик, опустит свой проступной рычаг, то связанная с ним ремизка опустится, а другая поднимется. Второй эксцентрик при этом повернут так, что допускает это движение. Через пол-оборота вала 22 вступает в работу второй эксцентрик и т. д.
На рис. 1.29 показана схема станка, имеющего две ремизки, — значит, на нем можно вырабатывать ткани только полотняного переплетения. С увеличением числа нитей в раппорте ткани увеличивается число ремизок и число эксцентриков, необходимых для управления их движением. Зевообразовательный механизм с эксцентриками становится все более громоздким. Поэтому его не применяют при выработке тканей более сложных переплетений, когда необходимое число ремизок больше 6—8.
Для получения тканей с более сложными переплетениями применяют зевообразовательные механизмы другого типа - ремизоподъемные каретки и жаккардовые машины, в которых зев образуется специальными подъемными механизмами.
Ремизоподъемные каретки. На станках, снабженных кареточными зевообразовательными механизмами, порядок подъема и опускания ремизок обеспечивается призмой с картоном. Картон представляет собой набор карт-планок, соединенных колечками в бесконечное полотно. На карты набиты колышки в соответствии с рисунком переплетения. При повороте призмы на одну грань надетый на нее картон перемещается, вводя в действие новый элемент карты с колышками, которые, взаимодействуя с другими элементами механизма (крючками, ножами и др.), управляют порядком чередования подъема и опускания ремизок. Изменяя расположение колышков, можно получать разнообразные переплетения. Число ремизок, а значит, и раппорт вырабатываемых тканей на ткацких станках с каретками может достигать 32, что позволяет вырабатывать на них ткани различных мелкоузорчатых и сложных переплетений.
В хлопчатобумажной промышленности применяются челночные ткацкие станки АТ-100-5М, AT-100-6, АТ-120-6М, AT-140-5, AT-160-5, AT-175, AT-4-120-5, в шерстяной —AT-175-Ш5, АТ-4-175-Ш, АТ-2-175-Ш, АТ-2-200-Ш; в шелковой АТ-120-Шл-5М, АТ-160-Шл-5М, АТ-2-120-Шл-5М, АТ-2-160-Шл5; в льняной — АТ-60-Л5 для выработки полотенец, АТ-100-Л5И АТ-120-Л5 для выработки тканей из пряжи средней линейной плотности, AT-175-Л5 и АТ-225-Л5 для выработки льняных тканей, скатертей и покрывал, АТ-100-ЛБ для выработки брезентовых тканей из льняной и оческовой пряжи, АТ-120-ЛЗМ для выработки мешочных и паковочных тканей.
В настоящее время в текстильной промышленности практически все челночные ткацкие станки заменены на бесчелночные.
Лекция 10
Похожие статьи:
poznayka.org
Лекция №4. Устройство и работа механизма челнока. Устройство челночного комплекта
Количество просмотров публикации Лекция №4. Устройство и работа механизма челнока. Устройство челночного комплекта - 204
Рис. 11. Механизм челнока машины 97-А класса.
В машине 97-А устанавливается центрально-шпульный равномерно вращающийся тип механизма челнока. На главном валу (рис. 11). 6 двумя винтами крепится зубчатый барабан 7. На нижнем распределительном валу 9 закрепляется нижний зубчатый барабан 8. На оба барабана надевается зубчатый ремень 5. Для устранения осевого смещения ремня на барабаны надеты также пружинные кольца. Распределительный вал 9 вращается в шарикоподшипниках и в двух втулках. На его левом конце двумя винтами закреплена шестерня 10 с внутренним расположением зубьев. Шестерня 10 входит в зацепление с малой шестерней 4 и образует зубчатую передачу с передаточным отношением 1:2. Шестерня 4 имеет единое исполнение с челночным валом 3. Челночный вал 3 вращается в двух втулках, запрессованных во втулку 11, закрепленную винтом в платформе машины. На левый конец вала 3 устанавливается челночное устройство 1 и закрепляется двумя винтами 2.
Челнок 7 через зубчато-ременную и зубчатую передачи получает вращение в том же направлении, что и шкив машины, но за один оборот главного вала он совершает два оборота.
Своевременность подхода носика челнока 7 к игле регулируется его поворотом после ослабления винтов 2. При подъеме иглы из крайнего нижнего положения на расстояние S= 1,9...2,1 мм носик челнока должен выйти на траекторию движения иглы.
Зазор между носиком челнока 7 и иглой регулируется после ослабления винта крепления втулки 11 и осевым смещением втулки 11 совместно с челночным устройством 7. Зазор Д = 0,05... 0,1 мм.
Количество масла, поступающего к челночному устройству, регулируется винтом 12. При вывертывании винта 12 подача масла к челноку возрастает. Проверку подачи смазочного материала челноку следует проводить при максимальном числе оборотов главного вала, для чего крайне важно подставить под челнок лист бумаги и подержать его неподвижно 15 с. В случае если на бумаге останутся две рассеянные масляные полоски шириной приблизительно 1 мм, то подача масла к челноку нормальная.
Конструкция челночного устройства
Рассмотрим конструкцию равномерно вращающегося с горизонтальной осью вращения челночного комплекта (рис.12). С помощью винтов 10 (двух или трех) корпус 13 челночного устройства крепится к челночному валу машины (на рис. 3.8 не показан). Корпус 13 имеет носик 9 для захвата игольной петли. Носик 9 при работе устройства в машине должен быть заостренным и не иметь заусенцев. На корпус 13 устройства винтами 12 крепится верхняя пластина 11. Передняя и боковая поверхности пластины 11 аналогично тому, как и боковые поверхности носика 9, должны быть тщательно отшлифованы и отполированы. В корпусе 13 имеется паз 14, в который входит поясок 16 шпуледержателя 18. От выпадения шпуледержателя 18 из корпуса 13используется полукольцо-скоба 15, закрепляемая тремя винтами 7 на корпусе 13. Носик 8 полукольца-скобы 15 должен быть отполирован, так как с него проходит игольная петля при выходе ее из челночного устройства.
Поясок 16 шпуледержателя 18 разомкнут в верхней части. Его концы по торцам в месте разрыва по боковым граням, так же, и другие поверхности деталей, с которыми в процессе образования стежка контактирует нитка, должны быть отполированы. Фронтальная часть шпуледержателя 18 имеет паз 17, в который входит выступ 3 защелки 7. При наличии в шпуледержателе 18 двух пазов 17 второй используется для взаимодействия с отводчиком. В верхней части фронтальной части шпуледержателя 18 имеется паз 6, в который входит выступ 5 установочного пальца 21. Установочный палец 21 закрепляется в корпусе машины винтом 20. В центре шпуледержателя 18 располагается центровая шпилька 19 для базирования и закрепления шпульного колпачка 23.
Корпус шпульного колпачка на фронтальной части имеет вы-фрезерованный паз 29, в который входит защелка 1. Защелка 1 шарнирно (с помощью пальца 30) соединена с подвижной пластиной 2. На защелке 7 (для предотвращения ее выпадения из шпульного колпачка) устанавливается винт 4. Защелка 1 фиксируется в пазу центровой шпильки 19 с помощью пружинки 31, которая устанавливается в отверстии 24 корпуса шпульного колпачка. Пружина 28 для регулирования натяжения челночной нитки закрепляется установочным 20 и регулировочным 27 винтами на боковой поверхности корпуса 23 колпачка.
Шпулька 22 надевается на цилиндрическую пустотелую ось 25 шпульного колпачка 23.
Рис. 12. Вращающееся челночное устройство швейной машины
referatwork.ru




