Сварка металлов технологии сварочного производства. Встык шов
обозначение на чертеже, формула расчета
Какая сварка называется стыковой? Ответ на этот вопрос заложен в самом словосочетании стык, шов и сварка. Стыковое сварное соединение – это наиболее распространенный способ сварки двух металлических деталей, элементов или конструкций, которые примыкают друг к другу торцевыми поверхностями. Сварочный шов может быть как односторонним, так и двусторонним, на остающейся подкладке и без нее, с замковым швом и т. д. Вариантов сварки встык много и каждый из них используется в том или ином производственном процессе.
Торцы деталей необходимо специально подготовить для выполнения качественных сварочных работ. Вид обработки кромок зависит от толщины металла, применяемого оборудования, особенностей технологического процесса и других факторов. Выполняются стыковые сварные соединения по ГОСТ 5264-80, который и регламентирует все особенности технологии. Этот документ предусматривает 32 типа таких соединений, обозначающихся буквой C с цифровым кодом. Например, C2 – это односторонний стыковочный шов без какого-либо скоса поверхностей кромок.

Начало сварки стыкового шва
Область применения 
Этот вид сварных соединений используется повсеместно. Прокладка различных металлических трубопроводов невозможна без сварки отдельных труб встык. Кузовные части автомобилей, любой прокат, различные сложные изделия в машиностроительной отрасли объединяются в одно целое по этой технологии.
Преимущества и недостатки
Стыковые соединения сварных швов имеют следующий ряд преимуществ перед другими методами сборки металлических элементов в одну конструкцию.
- Эта технология сварки не критична к толщине свариваемых деталей. Толщина может колебаться от долей до сотен миллиметров. Данный критерий не зависит от способа сварки и определяется только возможностью соединения материала встык.
- На стыковой сварочный шов расходуется меньшее количество присадочных материалов и энергетических ресурсов, следовательно уменьшается стоимость соединения.
- В отличие от других видов соединения деталей сварка практически не увеличивает общий вес конструкции, шов получается ровным и герметичным, а также контроль качества соединительного сварного шва упрощается.
Но наряду с достоинствами, сварка встык имеет ряд недостатков. Она требует очень точной подгонки свариваемых деталей. Кромки обеих соединяемых элементов должны иметь равномерный зазор между собой по всей длине стыкового соединения. Многократно увеличивается сложность подгонки и сварки длинных стыков, размером в несколько метров. Но это ни в коем случае не умаляет всех преимуществ стыковых сварных соединений.
Особенности стыковой сварки
Главной особенностью сварки встык является то, что хотя бы одна из поверхностей обеих соединяемых деталей лежит в одной общей плоскости. То есть, даже если толщина свариваемых элементов различается, одна из общих поверхностей не должна иметь ступеньки в месте сварочного шва. В противном случае это будет уже не стыковое соединение, а тавровое. Другие нюансы сварки в стык определяются способом подготовки торцевых кромок и характеристиками сварочного шва. Например, стыковое сварное соединение C21 выполняется со скосом обеих кромок двусторонним сварочным швом.
Для усиления соединения встык могут быть использованы специальные несъемные прокладки, приваренные к соединяемым деталям на всем протяжении сварочного шва. При разных толщинах свариваемых элементов может быть использовано замковое соединение, которое также позволяет усилить шов. Все особенности сварки в стык определяются ГОСТом и другими нормативными документами. Ниже будут представлены нюансы каждого из стыкового сварочного соединения в соответствии с общей классификацией.
Типы и параметры соединений встык
Как уже было сказано выше, ГОСТ предусматривает 32 типа стыковых сварочных соединений. Виды сварных стыковых соединений представлены в нижеприведенной таблице, где дано описание каждого из них с маркировкой, диапазоном толщины соединяемых деталей, характеристикой сварного шва и формой сечения.

Таблица с видами стыковой сварки
«Примечание!
Сварной шов С17 является наиболее часто используемым вариантом соединения металлических элементов путем сварки встык.»
Обозначение на чертеже
Для обозначения сварных швов встык в технической документации используются специальные символы и надписи. По ГОСТу на них указывают выносные стрелки с надписями сверху и снизу. На ниже приведенном рисунке представлен пример такого обозначения.

Обозначение стыковой сварки на чертеже
- знак
 указывает на то, что подгонку и стыковку свариваемых деталей необходимо выполнять на месте монтажа;
указывает на то, что подгонку и стыковку свариваемых деталей необходимо выполнять на месте монтажа; - ГОСТ 5264-80 обозначает, что соединение следует производить электродуговой сваркой;
- С13 – эта маркировка говорит о том, что перед нами стык с криволинейным скосом по одной кромке и односторонним швом;
- знак
 показывает, что произведено снятие термического напряжения с обеих сторон;
показывает, что произведено снятие термического напряжения с обеих сторон; - знаки Rz20 и до Rz80 определяют чистоту шлифовки лицевой и обратной стороны стыкового сварочного шва.
Расчет стыковых сварных соединений
Перед сварочными работы следует выполнить некоторые математические расчеты. Это необходимо для получения качественной сварки, способной выдержать те нагрузки, которые определены условиями эксплуатации соединенных элементов. Сварка в стык рассчитывается по следующей формуле:

Формула расчета
Где,
N – максимальная нагрузка на шов;
t – минимальная толщина деталей;
lw – длина сварочного шва максимальная;
Rwy – сопротивление по пределу прочности;
γс – табличный коэффициент.
Эта формула позволяет произвести расчет сварного стыкового соединения на центральное сжатие и процесс растяжения.
Контроль стыковых сварных соединений
От качества шва зависит прочность и долговечность стыковой сварки. Любой дефект может вызвать его постепенное или мгновенное разрушение. Существующие способы дефектоскопии сварочных швов позволяют на 100% исключить такие негативные последствия. Ниже приведен перечень основных методов контроля качества сварных швов, которые используются в настоящее время:
- визуальный осмотр позволяет определить видимые дефекты: трещины и раковины;
- рентгенография способна выявить внутренние дефекты: шлаковые включения и т. д.;
- магнитографический способ позволяет найти микротрещины, поры и другие дефекты;
- ультразвуковое исследование – это эффективный метод контроля качества швов.
Конечно, это далеко не полный перечень способов контроля качества сварки встык. В зависимости от результатов, которые необходимо получить, может быть использована цветная дефектоскопия, химический способ, вакуумный метод и многие другие.
Заключение
Следует отметить, что тип соединения встык, форму торцевых кромок, расположение сварочных швов подбирают исходя из физических и химических характеристик свариваемого металла, конструктивных особенностей соединяемых элементов и результата, который желательно получить в ходе выполнения работ.
svarkaipayka.ru
чем отличаются от нахлесточных, технология ручной дуговой сварки в нижнем и вертикальном положениях, подробности, видео
Главная страница » Статьи о сварке » Как научиться сваривать металл » Соединения » Стыковые сварные соединения (сварка встык)
 Стыковое соединение сваркой представляет собой примыкание двух деталей торцевыми поверхностями друг к другу, лежащие на одной плоскости. Такое соединение простое и надежное, рекомендуется в конструкциях, которые подвергаются воздействию переменных напряжений.
Стыковое соединение сваркой представляет собой примыкание двух деталей торцевыми поверхностями друг к другу, лежащие на одной плоскости. Такое соединение простое и надежное, рекомендуется в конструкциях, которые подвергаются воздействию переменных напряжений.
Где применяется
Стыковое соединение применяется когда утолщение металла исключено или не подходит, оно обеспечивает красивый внешний вид без выступающих кромок. Стыковое соединение применяют в авиакосмической и автомобильной промышленности. Применяется для образования неразъёмного соединения деталей различных металлических конструкций в том случае, когда поверхности деталей лежат в одной плоскости и и примыкают друг к другу своими торцами.

Встык свариваются части различных трубопроводов, обечайки различных емкостей, баллонов, цистерн, листовые конструкции, швеллеры, уголки и прочие фасонные профили.
Преимущества и недостатки
Преимущества

сварка труб, как правило, производится именно стыковым соединением
При стыковом соединении
- электродный металл используется меньше,
- контролировать процесс не сложно, конструкции получаются надежные,
- техника сварки более простая, чем техника углового шва,
- стыковые соединения обеспечивают плоскостность поверхности конструкции,
- обеспечивают получение соединения деталей различной толщины,
- есть возможность выполнения сварки металла большой толщины односторонним швом.
Недостатки
Стыковое соединение
- не обеспечивает дополнительной жесткости в сравнении с нахлесточным,
- так же могут образоваться значительные деформации поверхности после сварки (особенно при сварке тонкого металла).
Чем отличается от нахлесточного
Сварные нахлесточные соединения — это сплавление разных элементов детали, расположенных параллельно, частично перекрывая друг друга. Применяются, когда стыковое невозможно. Не рекомендуется соединение внахлест, если конструкция подвергается вибрации, толщина стали должна быть не более 10-12 мм.
При стыковом важно учитывать точность сборки, тогда как при нахлесточном сборка гораздо проще и не нужно разделывать кромки.
Недостатком нахлесточного соединения станет больший расход основного металла, так как одна деталь накрывает другую, возможно появление коррозии металла от проникновения влаги между деталями, а так же выявить дефекты будет не просто. В стыковом нет перекрытия (нахлеста) деталей, применяется разная техника сварки, когда сварка нахлесточных соединений выполняется угловым швом. В нахлесточных не нужна разделка кромок, так же имеется большое количество разновидностей стыкового соединения согласно ГОСТу.
Разделка кромок под сварку

стыковое соединение без скоса кромок
Важно! Если варите без скоса кромок и толщина металла более 2 мм, нужно выставить зазор между свариваемыми деталями!
От выбора скоса кромок зависит качество шва и изделия. Для каждого способа сварки выбирают разные разделки кромок.
К сведению! Без разделки процесс будет гораздо экономичней, но разделка кромок нужна для полного провара в сечении, что делает качество выше.

с V-образным скосом кромок

с X-образным скосом кромок

с криволинейным скосом кромок
Разделку можно выполнить зубилом, в данном случае края получатся не ровные, отличным вариантом станет болгарка, фрезерный станок, самым лучшим будет использование кромкореза (фаскоснимателя). Так же нужно контролировать чистоту скосов что бы получить качественный шов без дефектов. Для стыковых соединений применяют все виды разделки кромок в зависимости от толщины металла и характера шва (односторонний или двухсторонний шов).
Существует обозначение разделки кромок: U- V- K- X- образные. Х-образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавленного металла, Х-образная разделка требует по одному шву с каждой стороны, когда V-образная обходится односторонним швом. Форма разделки кромок зависит от способа сварки, свариваемого материала, толщины свариваемых элементов.
Как варить
Перед тем как приступить к свариванию производится технологическая подготовка. Детали следует разметить, произвести резку, поверхности зачищаются от загрязнений, ржавчины и высушиваются при наличии влаги.
Две свариваемые детали должны лежать на ровной поверхности и иметь между собой зазор 2-3 мм, зажигаем электрод ударом или «чиркнув» как спичку, выполняем две прихватки, что бы избежать деформации свариваемого соединения.
Видео
В ролике ниже показано, к чему может привести сваривание, если не делать прихватки (что нужно знать про прихватки тут).

с подкладкой (съемной или остающейся)
Вести электрод можно на себя, от себя, справа налево и слева направо. В зависимости от толщины металла и рекомендованного пространственного положения электрода выбирается способ движения электрода для лучшего сваривания, так же электрод во время работы держится под углом 45 градусов.
После выполнения шва убирается шлак и зачищается поверхность. Что бы избежать прожегов применяют подкладки, с ними работа складывается более уверенно, можно увеличить ток и не варить с другой стороны шва (см. фото слева).
Сварка в нижнем положении
Детали зачищаются, для тонкого металла разделка кромок не выполняется, зазор между свариваемыми деталями составляет 1-3 мм. Производится сборка, устанавливаются прихватки (после прихватки зачищаются), далее сварку производим с обратной стороны прихваток.
Толщина валика не должна превышать 9 мм, а высота 1,5 мм. Сварку осуществляем слева направо, выполняем кольцевые колебательные движения против часовой стрелки, так же завариваем вторую сторону, на второй стороне можно увеличить ток, после сварки зачищаем поверхности.

стыковое соединение с отбортовкой кромок (для тонкого металла)
В процессе сварки электродом совершается 2-3 движения.
- Электрод опускают вниз по мере его плавления обеспечивая стабильное горения сварочной дуги.
- Электрод перемещают с равномерной скоростью наклонив его под углом 15-30 градусов от вертикали. В другой плоскости электрод перпендикулярен поверхности соединения.
- В случае необходимости получения сварного шва увеличенной ширины применяют различные колебательные движения.

Видео
Короткий ролик, без особых объяснений, зато быстро, для нетерпеливых.
Более длинный, но и более подробный ролик.
Сварка в вертикальном положении
- Сварочный ток снижается на 10-15% в сравнении с нижним положением (нужно снизить тепловую мощность дуги).
- Сварка как правило ведется снизу вверх с отрывом дуги что бы жидкий металл не вытекал из сварочной ванны.
- Электрод в одной плоскости расположен перпендикулярно к поверхности деталей, а в другой наклонен чуть ниже горизонтали.
- Возможна так же сварка сверху вниз и снизу вверх без обрыва сварочной дуги. Это требует применение определенной марки электродов с подходящим типом покрытия.
- Если соединение с разделкой кромок, то сварка в вертикальном положении выполняется в несколько проходов с зачисткой каждого прохода от шлака.
СОВЕТ! Сварщики, имеющие мало опыта, часто сталкиваются с залипанием электрода в процессе зажигания дуги на поверхности металла, особенно на сниженном сварочном токе. В данном случае возможно разжечь дугу на рядом положенной пластине (разогреть кончик электрода), а затем перенести дугу на стык деталей. Плавное касание разогретого электрода о деталь обеспечит легкое зажигание дуги без залипания, в том числе позволит избежать непровара в начале сварки стыка.
Процесс сварки заканчивается контролем качества. Сварные швы после очистки от различных загрязнений (шлака, брызг металла и копоти) визуально осматриваются на наличие наружных дефектов.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
Соединения встык - Типы сварных соединений. Расчет соединений при действии осевых сил - Сварные соединения
Соединение встык наиболее рационально применять для соединения листов. Однако не исключена возможность его применения и при стыковании двутавровых балок, швеллеров и уголков.
При конструировании соединений встык необходимо заботиться как о возможности хорошего провара стыка, так и о создании условий, обеспечивающих свободу сварочных деформаций («усадки»), которые развиваются в процессе остывания сварных швов. Опыт показал, что для этого необходимо: во-первых, в листах толще 10 мм производить одностороннюю или двустороннюю обработку кромок, позволяющую глубже вводить электрод и тем самым обеспечить провар; во-вторых, оставлять между стыкуемыми элементами зазор, размеры которого также указаны в таблице Классификация швов по типу обработки кромок.
Зазор в процессе сварки исчезает совсем, что указывает на значительную поперечную усадку. Отсутствие зазора ведет к короблению листов и большим сварочным деформациям. При сварке закрепленных листов, не имеющих свободы перемещения, в шве после остывания возникают большие растягивающие напряжения, которые могут привести к образованию трещин и разрушению. Существенное значение имеет обеспечение в стыках постоянства зазора.
При автоматической сварке вследствие большой силы тока и глубокого провара кромки можно обрабатывать на значительно меньшую глубину, а иногда и вовсе не обрабатывать, что уменьшает объем наплавленного металла.
При толщине металла до 14 — 16 мм автоматическая сварка ведется односторонне и в один проход, без разделки кромок, но с зазором. При толщине больше 16 мм делают скос кромок под углом около 40 — 60°. Этот скос нужен не для про вара, как при ручной сварке, а для размещения наплавленного металла; провар же от разделки почти не зависит.
Автоматическую сварку ведут на временных (медных) или постоянных (стальных) подкладках, на флюсовой подушке или с предвари тельной подваркой. Автоматическая сварка двусторонними швами, применяемая при толщине более 20 мм, дает швы отличного качества. Для ведения двусторонней сварки применяется Х-образная разделка с величиной притупления около 1/3 толщины свариваемых элементов.
Стыковые швы
Стыковые швы:
а — прямой стык; б — прямой дефектный стык; в — косой стык; г — клиновой стык.
Расчет прочности стыкового шва при работе его на осевые усилия производится в предположении равномерного распределения напряжений по поперечному сечению шва. Это предположение более или менее справедливо, если шов не дефектный.
В дефектном шве, как, например, показано нафигуре, б, поток силовых линий, проходящих внутри листа, не равномерен и, отклоняясь от оси, создает опасный дополнительней изгибающий момент. Для устранения этого необходимо про изводить подварку, которая делается после тщательной вырубки грата (шлаковин), скопляющегося в корне шва.
За расчетное сечение стыкового шва при расположении стыка перпендикулярно оси элемента (прямой стык) принимается площадь сечения по линии II — II, но без учета усиления подваркой и наплавленного валика сверху, т. е.
где δ — толщина свариваемых элементов;
lш — расчетная длина шва, равная фактической длине за вы четом 10 мм (учитывающих образование кратера и непровары у краев листа). Напряжение в шве проверяется по формуле
где RCB — расчетное сопротивление сварного шва встык растяжению или сжатию, принимаемое по таблице Расчетные сопротивления сварных швов в кг/см2;
м — коэффициент условий работы конструкции или элемента.
Поскольку расчетные сопротивления растяжению сварных соединений встык, осуществленных ручной и полуавтоматической сваркой, при обычном способе контроля за качеством швов ниже, чем основного стыкуемого металла, то при прямом стыке нельзя полностью использовать напряжения в основном металле по сечению I — I, так как эти напряжения не могут быть больше, чем mRсвр.
Конструкция стыка, равнопрочного основному металлу, по казана на фигуре, в. Такой стык называется косым. Обычно угол наклона косого стыка делается равным 45°. При таком угле стык можно не проверять на прочность, так как он равнопрочен основному металлу (за редким исключением, например, при знакопеременных нагрузках, когда расчетное сопротивление сварных швов значительно снижается).
Осуществление стыка по типу, показанному на фигуре,2 (клиновой стык), не может быть рекомендовано из-за наличия внутреннего угла, концентрирующего напряжения, а также из производственных соображений.
«Проектирование стальных конструкций»,К.К.Муханов

Соединение называется комбинированным, если в нем имеется несколько различных видов сварных швов: фланговых, лобовых или стыковых. Простейшим комбинированным соединением является соединение с прямоугольными накладками, обваренными по всему контуру, т. е. соединение, имеющее фланговые и лобовые швы. Комбинированные соединения Такая же комбинация швов возможна в соединении внахлестку без накладок. Действительная работа комбинированного соединения, в значительной мере…

Этот тип соединения применяется, например, в случае крепления консоли к колонне или соединения листов под прямым углом и т. п. Вследствие своей простоты это соединение имеет широкое применение. Однако оно требует, особенно в растянутом стыке, хорошего провара по всей толщине присоединяемого листа, так как в случае оставления «щели» будет иметь место резкое изменение направления силового…
Соединение внахлестку может осуществляться с накладками и без них при помощи угловых швов. В зависимости от расположения по отношению к действующим усилиям угловые швы могут быть: фланговые (расположенные параллельно усилию) и лобовые или торцовые (расположенные перпендикулярно усилию). Соединение внахлестку с фланговыми швами Простейшим соединением этого типа является конструкция, показанная на фигуре. Передача усилия в нем…
Соединение с накладками при помощи лобовых швов показано на фигуре, а. При симметричном расположении накладок лобовые швы дают достаточно высокую прочность. Однако вследствие рез кого изменения направления потока силовых линий в соединении в корне шва концентрируются большие напряжения. Это создает условия, при которых разрушение происходит при малых удлинениях (ε = 4 / 6%), т. е….
www.ktovdome.ru
Как правильно варить сварочные швы
В процессе сварочных работ образуются наиболее надежные соединения. Сварочные швы могут соединять различные материалы. Помимо металла можно варить стекло, пластмассу, керамику. Сварочные работы могут проводиться в разных плоскостях. Поэтому положение шва при сварке зависит от пространственного расположения краев деталей, которые необходимо сварить.
Классификация сварочных соединений
По способу выполнения швы бывают:
- односторонние;
- двухсторонние;
- однослойные;
- многослойные.
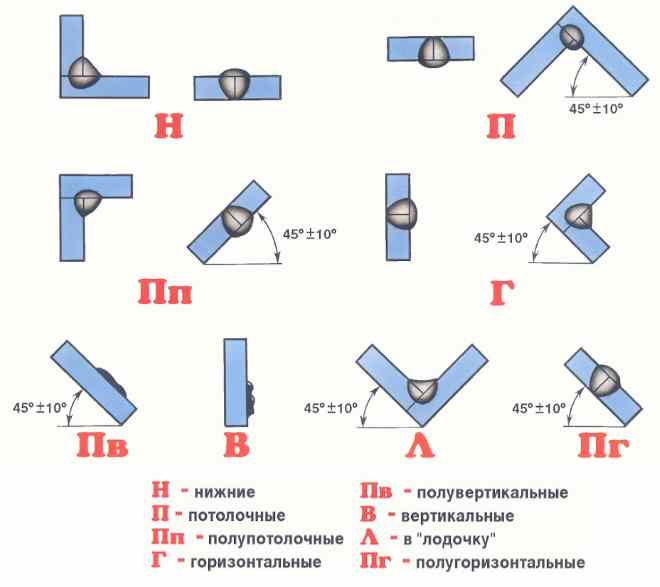
Подробнее про классификацию сварных соединений читайте в этой статье.По расположению в пространстве и протяженности существуют следующие виды сварки:
- В нижнем положении. Когда сварочный шов располагается под углом 0°к поверхности земли;
- В горизонтальном. Сваривание ведется горизонтально, а деталь размещена под углом от0 до 60 °;
- В вертикальном положении. Сваривание ведется вертикально, а конструкция располагается в плоскости от 60до 120 °;
- В потолочном. Шов находится над сварщиком, а работы ведутся под углом 120-180 °;
- В «лодочку». Сварка выполняется «в угол», а деталь расположена под наклоном.
 Сварочные работы в нижнем положении даже для начинающих не представляют трудностей. Как они проводятся рассказывалось здесь. Для всех остальных необходимы технологические знания.
Сварочные работы в нижнем положении даже для начинающих не представляют трудностей. Как они проводятся рассказывалось здесь. Для всех остальных необходимы технологические знания.
Сварка вертикальных швов
Как варить вертикальный шов? Когда выполняется сварка вертикальных швов металл подготавливается так, что учитывается тип соединения и толщина элементов. После чего они фиксируются в нужном положении, и прихватываются небольшими поперечными стежками, которые не дают деталям смещаться.

Сварка двух вертикальных пластин
Вертикальный шов сваривается двумя способами: снизу вверх и в обратном направлении. Получить высокое качество вертикального шва легче, когда работаешь снизу вверх, так как сварочная ванна поднимается дугой и не дает ей опускаться.
Сварка вертикального шва снизу вверх без отрыва дуги предполагает движение электрода в одном направлении без смещения по горизонтали. Он наклоняется к плоскости под углом 80-90°. Сварочная дуга оказывает прямое воздействие на деталь, что облегчает управление процессом.
Алготирм сварки:
- В нижней точке возбуждается дуга;
- Подготовка горизонтальной поверхности, равной сечению шва — движение электрода: полумесяцем, «елочкой» или зигзагом;
- Удержание сварочной ванны осуществляется давлением дуги, которая контролируется наклоном электрода.
Движения электродом должны осуществляться довольно быстро, необходим полный контроль над процессом. Если сварочная ванна начинает вытекать с одного края, переходите к другому с одновременным движением вверх.
Важно! Не перегревайте металл и не останавливайтесь. Ванна может выпасть, последствием чего может быть прожог.
Свои особенности имеет сварка углового вертикального шва. Сначала наплавляют полочку, затем неспешными манипуляциями электрода наплявляют маталл. Формируется готовый шов при проходе «лесенкой». Т.е. подняли электрод вправо вверх, капля расплавленного металла застывает между кромками, далее ведем кончик электрода по краю шва влево и вверх, тем самым формирую «чушуйки» надежного соединения.
При сварочных работах с отрывом дуги движения выполняются из одной стороны в другую небольшими поперечными стежками или петельками.
Сварка с отрывом дуги
На форму стыка большое влияние оказывает сила тока. Ток, чаще всего, на 5-10А меньше рекомендованных значений для определенного типа электродов и толщины материала. Хотя это верно не всегда. Поэтому лучше всего её определять экспериментально и брать средние значения.
Сварка горизонтальных швов
Горизонтальные швы на вертикальной поверхности свариваются справа налево и наоборот. Ванна в этом случае будет также стремиться вниз, стекать в нижнюю кромку. Электрод наклоняется под большим углом, который зависит от параметров тока. Ванна обязательно должна оставаться на месте.
При сварке толстого металла идет скок(разделка) только верхней кромки, нижняя при этом, удерживает расплавленный металл в сварочной ванне.
Советы и рекомендации при сварке в горизонтальном положении:
- предпочтительно варить слева направо, так лучше видна сварочная ванна;
- положение электрода немного назад, на шов;
- возбуждение дуги происходит на нижней кромке, далее переводят на верхнюю;
- траектория движения электродом осуществляется по спирали.

Движение электрода по спирали
При стекании металла вниз необходимо увеличить скорость движения и уменьшить нагрев металла. Можно выполнять отрывы дуги. В эти промежутки времени металл чуть остывает и прекращается его стекание. Такой же эффект дает снижение силы тока. Только пользуйтесь этими приемами поэтапно.
Совет! Если варить горизонтали для вас в новинку, не наплавляйте много металла, постарайтесь выполнить качественно тонкий шов. Затем, по необходимости, сделайте проход над первым.
Горизонтальные угловые швы в нахлесточных соединениях свариваются достаточно просто, техника выполнения повторяет сварку в нижнем положении.
Сварка потолочных швов
Как варить потолочный шов электросваркой? Такие ситуации могут привести в замешательство неопытных новичков. 
Сварщик в этом случае находится в неудобном положении, а капли раскаленного металла с потолка будут срываться вниз. Электрод при таком виде работ расположен перпендикулярно к поверхности. Он должен совершать круговые движения с небольшой скоростью, чтобы расширить соединение. Электрическая дуга обязательно короткая. При длинной дуге будут образовываться подрезы.

Способы выполнения потолочных швов
Сварка потолочных швов осуществляется по такому же принципу — металл должен затвердеть максимально быстро. Для такого вида работ используются электроды с особым тугоплавким покрытием.
Вместе с круговыми движениями электродами совершаются и вертикальные. При отдалении от ванны дуга гасится. Энергия перестает поступать. Происходит остывание металла и его кристализация, сварочная ванна уменьшается. Таким образом плавление осуществляется коротким замыканием.К потолочной сварке прибегают в случаях крайней необходимости, когда нет возможности расположить более удобно свариваемые детали. Нагрев металла осуществляется снизу, при этом пузырьки поднимаясь из сварочной ванны оказываются в корне шва, и ослабляют его.
Угловые швы
Сварка угловых швов имеет свои особенности. Сварочный процесс, состоящий из накладываемого соединения одного на другое, осуществляется без предварительной подготовки кромок. Стыки выполняются с обеих сторон угла.
Когда детали соединяются встык и образуют угол, торец обрезается у одного элемента.
Т-образный тип соединения
Чтобы получить идеальный шов, одна плоскость должна стоять горизонтально, вторая — вертикально. Сваривать угловое соединение обязательно под углом 90°. Когда толщина изделия, которое расположено вертикально, не более 12 мм, тогда в дополнительной обработке нет необходимости. Если же его толщина от12 — 25 мм, необходимо подготовку делать в V-образной форме.
От 25-40 мм производят одностороннюю обрезку скосов U-образной формы.
Свыше 40мм — двухсторонняя обрезка V-образной формы.
Нижний край вертикально расположенного изделия обрезается ровно, а ширина стыка не более 2 мм.
Чтобы угловой стык был хорошо выполнен, необходимо уметь правильно зажигать дугу. Она зажигается перед началом сварочного процесса. Повторно выполняется при обрыве.
При использовании электродов с толстым покрытием, образуется большие участки топленого металла. По причине стекания металла вниз сделать правильную шовную поверхность угла не представляется возможным.
Свариваемые поверхности нужно располагать таким образом, чтобы наклон был 45°и сварку выполнять лодочкой.
Нахлесточные соединения
Свариваемые листы, наложенные один на другой на расстояние 3-5 толщины этих листов, провариваются по периметру, также и по краю угла, образованного при накрытии. Обработка кромок при этом не требуется. Но увеличиваются затраты материала, и соединение утяжеляется. Несмотря на это, такой вариант используется довольно часто.
Особенности кольцевой сварки
Сварка кольцевых швов требуется при соединении труб, различных деталей запорной арматуры. Представляет собой комбинированные виды.
Дуговой электросваркой выполняется вертикальный шов, расположенный сбоку трубы. Горизонтальный шов накладывают по окружности. Также выполняется сварка потолочного шва и нижнего, которые расположены соответственно.
Трубы, изготовленные из стали, чаще всего обвариваются встык. Во избежание наплывов внутри труб, электрод наклоняют не больше 45°к горизонту, стык высотой 3 мм, а шириной — 8.
Перед выполнением кольцевой сварки нужно провести подготовку поверхности:
- Деталь тщательным образом очищается;
- Деформированные торцы обрезаются и выпрямляются;
- На расстоянии 10 мм от края кромки зачищаются до блеска.
Во время сварки ведется непрерывная обработка стыков, а соединения поворотов провариваются в несколько слоев. Каждое соединение зачищается от шлака перед наложением следующего. При нанесении первого — полностью расплавляются все кромки. На случай если обнаруживается наличие трещин, они высекаются и фрагмент вновь проваривается.
Остальные слои накладываются при медленном вращении трубы. Конец предыдущего и начало последующего слоя сдвигают на 15-30 мм.
Заключительный слой обязательно красивый, с ровной поверхностью.
Стыковые швы
Сварка стыковых швов выполняется разными способами:
- В пространстве;
- На съемной подкладке из меди;
- С накладыванием предварительного шва.
При сварке швов в пространстве очень сложно проварить его корень по всей длине. Поэтому лучше использовать съемную пластину из меди, которая в силу своей высокой теплопроводности и технических характеристик препятствует оплавлению подкладки в момент соприкосновения с расплавленным металлом. По окончании работ она легко удаляется.
Недостатком таких соединения является высокая вероятность получения непровара. Во избежание этого дефекта, перед тем как подваривать обратную сторону, в металле вырубают канавку глубиной 2-3 мм. После этого её перекрывают подварочным валиком, затем стык усиливают снаружи.
Сварные многослойные швы
Каждый слой перед наложением нового зачищается от шлаков и остывает. Поэтому сварка многослойных швов отличается от других видов. Для первого слоя используют электроды с диаметром 3-4 мм, а для других — 5-6 мм. Заключительный слой является выпуклостью, а также проводит термообработку предыдущих пластов.
Подварочный шов — важная составляющая многослойного соединения. Он выполняется после зачистки и возможно частичного удаления первого стежка, в том месте где велика вероятность скопления дефектов. От того, насколько качественно будет выполнен подварочный шов, зависит надежность всего соединения.
Заключение
Резюмируем, чтобы научиться правильно варить сваркой надо начать с самого простого:
- отработать нужный наклон электродов, производя при этом собирательные движения к соединению деталей.
- научиться сбивать шлак со стыков, которые с каждым разом будут все лучше получаться.
Как правильно варить вертикальный шов электросваркой? Очень важно учесть все рекомендации. Вертикальный шов выполняется немного сложнее горизонтального. Сначала прихватывается в нескольких местах, а затем заполняется постепенно снизу вверх. Таким образом весь зазор заполняется жидким металлом.
Отрабатывайте умения, покупайте аппарат для сварки, электроды, начинайте учиться выполнять красивые швы.
svarkagid.ru
Стыковой шов | Сварка металлов
Соединения без скоса
Односторонние стыковые швы без скоса кромок выполняют покрытыми электродами диаметром, равным толщине свариваемых листов, если она не превышает 4 мм. Ток подбирают в зависимости от диаметра электрода, вида и толщины покрытия (табл. 6). Листы без скоса кромок толщиной от 2 до 8 мм сваривают двусторонним швом. Положение и поперечные движения электрода при сварке приведены на рис. 29.
Соединение со скосом
Стыковые соединения со скосом двух кромок в зависимости от толщины металла выполняют однослойными, многослойными или многопроходными швами.
 и движения электрода (б) при выполнении стыковых швов со скосом кромок")
Рис. 29. Положение (я) и движения электрода (б) при выполнении стыковых швов со скосом кромок
Однослойный шов
Металл толщиной от 1 до 6 мм без скоса кромок сваривается однослойным (однопроходным) швом.
Однослойные швы со скосом двух кромок выполняют поперечными колебательными движениями электрода в виде треугольников без задержки в корне шва (листы толщиной 1-4 мм) и с задержкой в корне шва (толщиной 4 - 6 мм).
Листы толщиной 12 мм и более соединяются встык с двумя несимметричными скосами двух кромок многослойным или многопроходным швом.
Таблица 6. Ориентировочные режимы сварки стыковых соединений без скоса кромок
| Толщина металла, мм | Шов | Зазор, мм | Диаметр электрода, мм | Среднее значение тока, А | |
| нижнее положение шва | вертикальное и потолочное положение шва | ||||
| 3-4 | Односторонний | 1,0 | 3-4 | 180 | 160 |
| 5-6 | Двусторонний | 1,0- 1,5 | 4-5 | 180-260 | 160-230 |
| 7-8 | » | 1,5-2,0 | 5 | 260 | 230 |
| 10 | » | 2,0 | 6 | 330 | 290 |
Примечание. Максимальные значения тока должны уточняться по данным паспорта электродов.
Многослойный шов
Многослойный шов выполняется быстрее многопроходного. Выбор многослойного или многопроходного шва зависит от химического состава и толщины свариваемой стали и от установленной технологии на сварку.
Каждый слой многослойного шва имеет увеличенное в несколько раз сечение по сравнению с сечением каждого валика при многопроходной сварке. Режимы дуговой сварки покрытыми электродами нижних стыковых многослойных швов даны в табл. 7.
Таблица 7. Ориентировочные режимы сварки стальных листов со скосом двух кромок встык
| Толщина металла, мм | Зазор, мм | Число слоев, кроме подварочного и декоративного | Диаметр электрода, мм, при наплавке | Среднее значение тока, А (нижнее положение шва) | |
| первого | Последующего | ||||
| 10 | 1,5-2,0 | 2 | 4 | 5 | 180-260 |
| 12 | 2,0-2,5 | 3 | 4 | 5 | 180-260 |
| 14 | 2,5-3.1 | 4 | 4 | 5 | 180-260 |
| 16 | 3,0-3,5 | 5 | 4 | 5 | 180-260 |
| 18 | 3,5-4,0 | 6 | 5 | 6 | 220-320 |
Примечание. Максимальные значения тока должны уточняться по данным паспорта электродов.
Многопроходный шов
Многопроходной шов выполняется тонкими и узкими валиками, без поперечных колебательных движений электрода. Сварку рекомендуется выполнять электродами, предназначенными для опирания. В этом случае применяют электроды диаметром от 1,6 до 3 мм (редко 4 мм). Весь многопроходной шов может выполняться электродами одного и того же диаметра.
Иногда для обеспечения провара по всей толщине металла сварка ведется на медной подкладке толщиной 4-6 мм. В этом случае сварочный ток можно повысить на 20 - 30%. Если конструкция и назначение сварного изделия допускают сквозное проплавление, сварка может вестись на остающейся стальной подкладке.
В особо ответственных конструкциях перед подваркой шва его (с обратной стороны) предварительно зачищают резаком для поверхностной резки или резцом для удаления возможных дефектов (непровара, трещин, газовых и шлаковых включений).
Угол раскрытия шва
Оптимальный угол раскрытия шва определяется следующими соображениями. Большой угол разделки (80° - 90°) обеспечивает большие удобства сварщику, уменьшает опасность непровара корня шва, но увеличивает объем наплавленною металла, следовательно, уменьшает производительность и увеличивает деформации изделия. Для нормального процесса ручной дуговой сварки принят угол разделки (50 ± 4)° (сварное соединение типа С17).
Зазор между стыкуемыми элементами и притупление кромок составляет от 1,5 до 4,0 мм в зависимости от толщины листов, режима сварки и характера свариваемой конструкции.
Провар корня шва
Наиболее трудным при сварке является получение полного (надежного) провара корня шва. Здесь чаше всего бывают дефекты, например непровар, газовые и шлаковые включения. Поэтому (если это возможно) следует подваривать корень шва с обратной стороны.
www.svarkametallov.ru
Швы встык - Справочник химика 21
Сварные швы различаются встык, внахлестку, угловые, ва-ликовые и швы с накладкой (рис. 213). Швы встык могут быть [c.238] Допускаемые усилия на сварные швы встык и угловые швы приведены в табл. ХП—9, XII—10. [c.373]Швы встык с полным проваром, испытывающие сжатие или срез (вне зависимости от способа сварки), а также растяжение и выполненные автоматической, полуавтоматической или ручной сваркой при повышенных способах контроля качества шва, равнопрочны (при использовании соответствующих типов электродов) свариваемому металлу и их не проверяют. Для односторонних швов встык без под-варки корня приведенные значения допускаемых усилий снижаются на 30%. [c.374]
Для сварки листов и пластин рекомендуются швы встык V- и Х-образного профиля наибольшая прочность соединения получается при сварке Х-образным швом. При толщине свариваемых листов более 10 мм применяют только Х-образный шов. [c.139]
Допускаемые усилия на сварные швы встык и угловые швы, а также на болты нормальной и повышенной точности, на высокопрочные болты приведены в СНиП П-В.З—72. [c.368]
Выбор типа заклепочного соединения (см. табл. 7) в каждом отдельном случае производится из соображений экономического характера так, например, швы встык с накладками, более дорогие по сравнению со швами внапуск, дают возможность применения более тонкого железа. При толщине железа свыше 12 мм однорядную склепку следует применять только для поперечных швов. При высоком давлении пара и большом диаметре котла, швам внапуск, при которых как заклепки, так и листы подвергаются значительному напряжению на изгиб, следует предпочесть соединение встык с накладками. В поперечных швах напряжение а , развивающееся в листе толщиною s, в направлении оси цилиндрического котла с диаметром D, при избыточном давлении внутри котла в р kz m , [c.36]
Прочность сварного шва в значительной степени зависит от его формы, а форма определяется конструкцией аппарата или его деталей. Применяются сварные швы встык, внахлестку и угловые (рис. 245). [c.414]
При сваривании листов фторопласта-4 молено получать швы внахлестку или швы с замком. Последние применяются в тех случаях, когда нельзя допустить утолщения шва. Швы встык или швы на ус ке применяются первые трудно зажать при сварке,- и они недостаточно ррочны, а вторые под давлением при сварке легко могут разойтись. [c.82]
Для сварки листов и пластин рекомендуются швы встык У-офазного и Х-образного профиля, обеспечивающие сравнительно [c.17]
Поэтому следует отказаться от продольных нахлесточных. швов и заменить их стыковыми. Практика показывает, что можно обеспечить сварку всего полотнища только стыковыми швами, при условии точной обработки всех кромок листов на кромко-стр огальном станке. При обрезке кромок листов на гильотинных ножницах целесообразно сваривать продольные швы встык, а поперечные внахлестку по одной линии (по образующей обечайки резервуара). Такой метод сварки швов полотнища создает наилучшие условия для сборки и повышает производительность труда. [c.31]
chem21.info
шов встык - это... Что такое шов встык?
Сварка — 1. Сварка Получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий … Словарь-справочник терминов нормативно-технической документации
Шовная контактная сварка — 42. Шовная контактная сварка Контактная сварка, при которой соединение свариваемых частей происходит между вращающимися дисковыми электродами, передающими усилие сжатия Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 15812-87: Древесина клееная слоистая. Термины и определения — Терминология ГОСТ 15812 87: Древесина клееная слоистая. Термины и определения оригинал документа: Contreplaque a fil en long, contreplaque en long 53 Определения термина из разных документов: Contreplaque a fil en long, contreplaque en long… … Словарь-справочник терминов нормативно-технической документации
ВСН 003-88: Строительство и проектирование трубопроводов из пластмассовых труб — Терминология ВСН 003 88: Строительство и проектирование трубопроводов из пластмассовых труб: 17. Автоматическая сварка Сварка, при которой управление ходом технологического процесса осуществляется автоматически. Определения термина из разных… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 22990-78: Машины контактные. Термины и определения — Терминология ГОСТ 22990 78: Машины контактные. Термины и определения оригинал документа: 17. Автоматическая контактная машина Контактная машина, в которой загрузка свариваемых деталей, их сварка и съем осуществляются автоматически Определения… … Словарь-справочник терминов нормативно-технической документации
СВАРКА — общее название более 50 разных технологических процессов создания неразъемного соединения металлических деталей. Один из старейших способов сварки, в настоящее время редко применяемый, кузнечная сварка, при которой соединение деталей… … Энциклопедия Кольера
ШВЫ — (ручные и машинные). Швом называют скрепление в определённом положении двух или нескольких слоев ткани ручной или машинной строчкой (рис. 1). Шириной шва называют расстояние от строчки до обрезного или подогнутого края ткани. Ширину шва… … Краткая энциклопедия домашнего хозяйства
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
соединение — 01.03.16 соединение [ concatenation]: Средство для связывания воедино отдельных элементов данных, хранящихся на носителях данных, для формирования отдельного файла или поля данных. Источник … Словарь-справочник терминов нормативно-технической документации
snip-id-9182: Технические спецификации на виды работ при строительстве, реконструкции и ремонте автомобильных дорог и искусственных сооружений на них — Терминология snip id 9182: Технические спецификации на виды работ при строительстве, реконструкции и ремонте автомобильных дорог и искусственных сооружений на них: 3. Автогудронатор. Используется при укреплении асфальтобетонного гранулята… … Словарь-справочник терминов нормативно-технической документации
Технические спецификации на виды работ при строительстве, реконструкции и ремонте автомобильных дорог и искусственных сооружений на них — Терминология Технические спецификации на виды работ при строительстве, реконструкции и ремонте автомобильных дорог и искусственных сооружений на них: 3. Автогудронатор. Используется при укреплении асфальтобетонного гранулята битумной эмульсией.… … Словарь-справочник терминов нормативно-технической документации
universal_ru_de.academic.ru









