Содержание
Влажно-тепловая обработка
Всем известно, что влажно-тепловая обработка является одной из завершающих стадий швейного процесса. Ее цель – при помощи давления и пара придать изделию финальный вид.
Под воздействием влаги и тепла волокна материала становятся эластичными и могут принять практически любую необходимую форму.
Влажно-тепловую обработку швейных изделий можно символически разделить на четыре категории:
- оттягивание и сутюживание. Такая операция проводится для выравнивания воротников, вытачек на плечиках;
- отглаживание. Его практикуют для предотвращения заломов, а также когда нужно сделать складки;
- прессовка. Ее применяют для утюжки припусков;
- отпаривание. С его помощью удаляют характерный неприятный блеск, который возник на ткани во время шитья.
Выбор той или иной влажно-тепловой обработки напрямую зависит от оборудования. Так, утюг служит для сутюживания и отглаживания. Пресс нужен для прессовки. Он используется в работе с продукцией больших размеров – пододеяльниками, простынями, покрывалами.
Паровоздушные манекены применяют в большинстве случаев для отпаривания. Установка состоит из металлической основы и парогенератора. Жакет или рубашка одеваются на базу и закрепляются, а затем внутрь подается пар. Таким образом, одежда расправляется и готова к носке. А вот залоснившиеся зоны удаляют, прибегая к отпаривателю. Установка представляет собой парогенератор, к которому прикреплен шланг с насадкой. Из отверстия под давлением напрямую подается пар. Причем его концентрация не вредит вещам. К тому же скорость глажки намного быстрее, нежели у обычного утюга. Отпариватели практикуют для верхней одежды, пиджаков, блузок и даже платьев.
Примечательно, что влажно-тепловая обработка тканей из хлопка, льна и вискозы проходит при температуре 180-220 С. А ВТО для шелка, ацетата, лавсана и капрона несколько меньше. Данная величина варьируется на отметке 140-160. При этом прямое воздействие пара на определенный участок изделия не должно быть выше 20 секунд. А после окончания процедуры одежда обязана хорошо высохнуть. В противном случае она рискует деформироваться. В этой связи с особой осторожностью необходимо осуществлять влажно-тепловую обработку вязаных изделий. При неправильном обращении или слишком высокой температуре пара они рискуют растянуться и остаться в таком неприглядном виде.
А после окончания процедуры одежда обязана хорошо высохнуть. В противном случае она рискует деформироваться. В этой связи с особой осторожностью необходимо осуществлять влажно-тепловую обработку вязаных изделий. При неправильном обращении или слишком высокой температуре пара они рискуют растянуться и остаться в таком неприглядном виде.
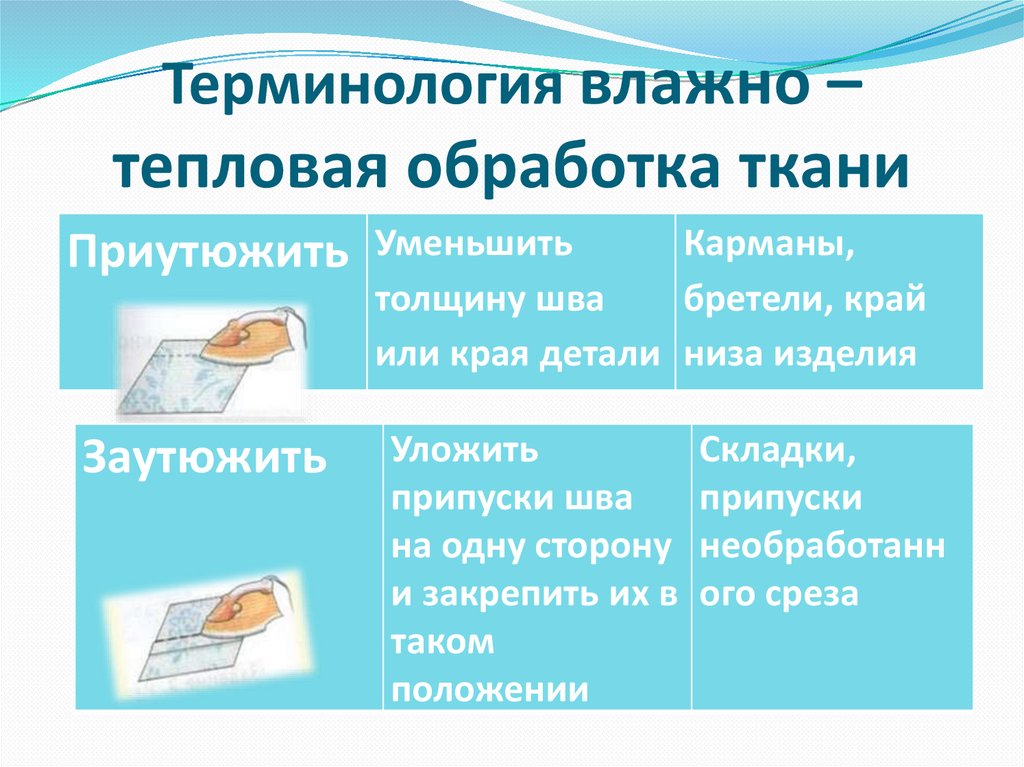
При проведении влажно-тепловой обработки сотрудники текстильных комбинатов используют специальные термины. Например, разутюживание означает разложение деталей шва в противоположные стороны и их фиксация. Приутюживание говорит о необходимости уменьшить толщину шва у изделий. Одновременно – за формулировкой «заутюживание» скрывается укладка припусков шва в одну сторону и их обработка паровым утюгом.
#ткань
Подпишитесь на рассылку и получайте обновления первыми
Выбор редакции
Влажно-тепловая обработка (ВТО) — Тест драйвы и обзоры — Статьи
В процессе изготовления различных изделий широко применяется влажно-тепловая обработка швейных и вязаных изделий.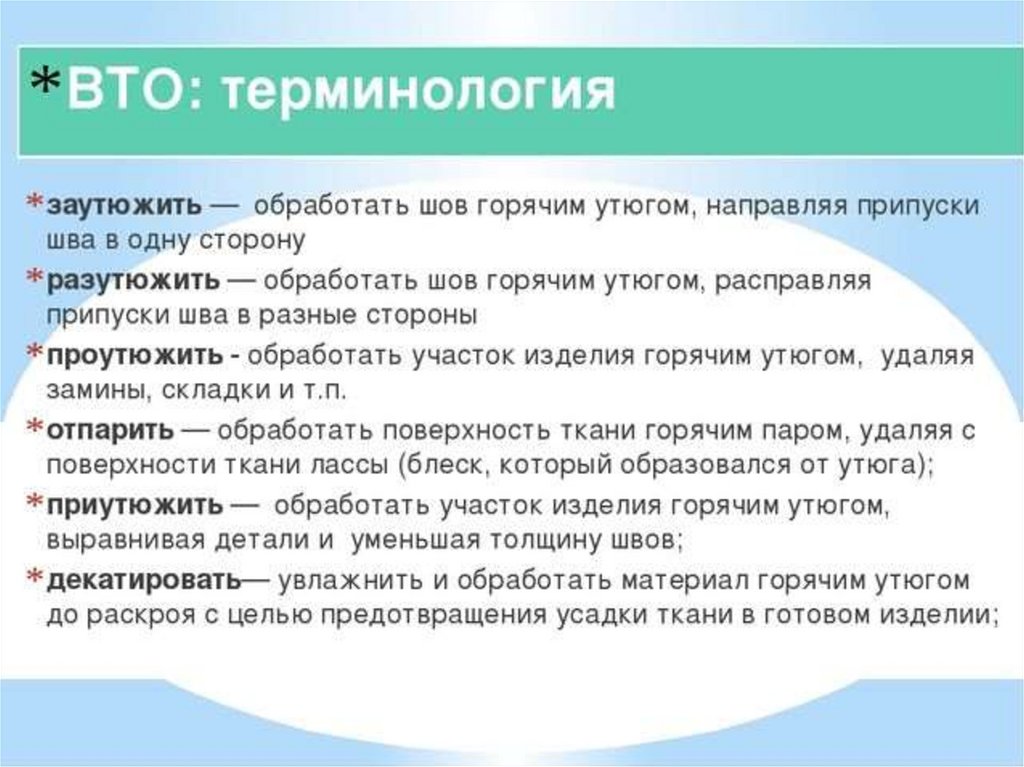 Это окончательный этап работы с изделием, после вещь приобретает завершенный вид.
Это окончательный этап работы с изделием, после вещь приобретает завершенный вид.
Качество влажно-тепловой обработки зависит изделия от правильного подбора режимов: температуры нагрева материала, степени его увлажнения, усилия давления и продолжительности работы.
В зависимости от воздействия влажно-тепловая обработка ткани может выполняться тремя методами: глажение, прессование или пропаривание. Глажение – это способ, при котором гладящая поверхность, нагретая до определенной температуры, перемещается по ткани и одновременно оказывает на нее давление. Для глажения применяются утюги, парогенераторы, гладильные системы, гладильные столы.
В утюгах с электрообогревом гладильная поверхность нагревается с помощью электронагревательных элементов, при этом необходимо предварительное увлажнение изделия или распыление воды на поверхность ткани, что является существенным недостатком данного утюга.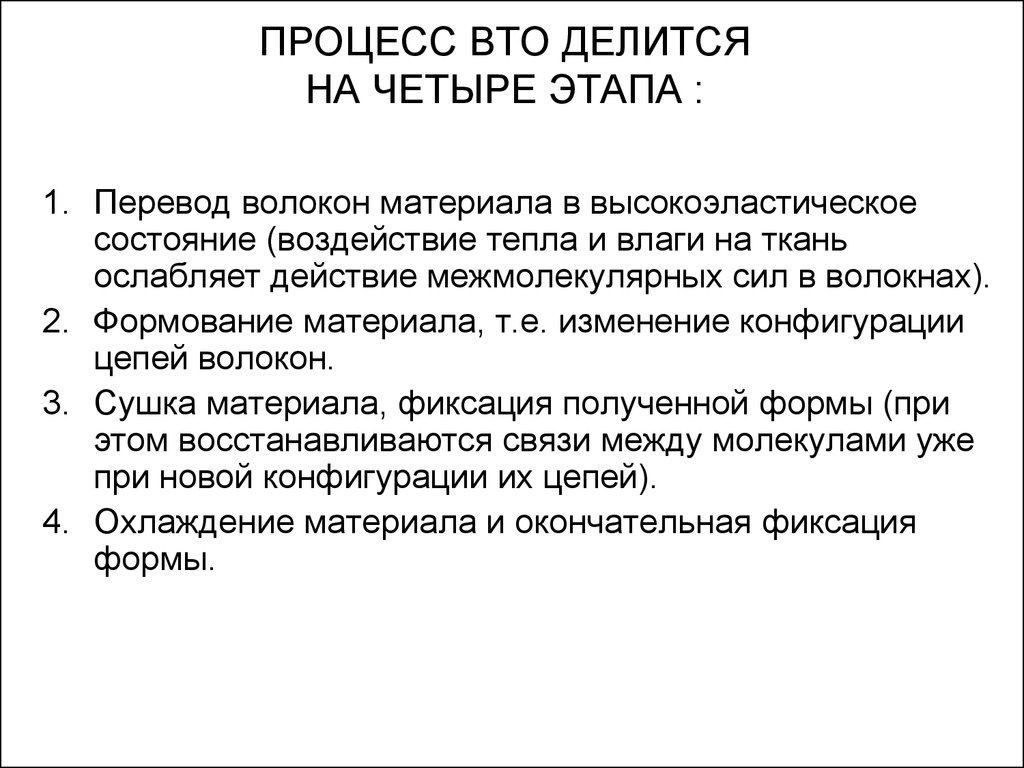 В настоящее время данный вид утюгов широко применяется в промышленности. При использовании пароэлектрических утюгов увлажнение ткани осуществляется паром, который создается в самом утюге.
В настоящее время данный вид утюгов широко применяется в промышленности. При использовании пароэлектрических утюгов увлажнение ткани осуществляется паром, который создается в самом утюге.
Это самый распространенный вид утюга, используемый в быту, он компактен и прост в использовании. Недостатками таких утюгов является необходимость периодически прерывать процесс глажения для доливки воды в утюг, а также очищать его от накипи, образуемой при испарении воды.
В утюгах с парогенераторами нагревание гладильной поверхности производится электронагревательным элементом, а пар для увлажнения подводится по специальному шлангу от утюжильного стола или индивидуального парогенератора (бойлера). Преимуществом парогенератора является длительное время работы без перерыва. Недостатки – большой вес и размер оборудования.
Гладильные системы предназначены для сложных изделий, например, полной обработки пиджака, пальто и др. Гладильные системы имеют базовые конструкции, рабочие органы системы – это гладильная доска с различными возможностями (нагрев поверхности доски, отвод излишней влаги с помощью установленных в доске вентиляторов, наддув, подача пара из доски), электропаровой утюг, вентилятор и парогенератор. Гладильные системы отличаются друг от друга оснащением (утюгами различных видов), типом нагрева гладильной поверхности и возможностью установки дополнительных подушек. Программирующее устройство, входящее в комплект системы, позволяет автоматически регулировать продолжительность глажения и температуру нагрева поверхности (подушка нагревается паром и имеет устройство для отсоса пара). Глажение утюгом сопровождается одновременным увлажнением обрабатываемой поверхности паром, поступающим из утюга.
Гладильные системы отличаются друг от друга оснащением (утюгами различных видов), типом нагрева гладильной поверхности и возможностью установки дополнительных подушек. Программирующее устройство, входящее в комплект системы, позволяет автоматически регулировать продолжительность глажения и температуру нагрева поверхности (подушка нагревается паром и имеет устройство для отсоса пара). Глажение утюгом сопровождается одновременным увлажнением обрабатываемой поверхности паром, поступающим из утюга.
Прессование – способ, в котором материал сжимается между горячими поверхностями (подушек), не имеющими смещения друг относительно друга; выполняется с помощью прессов.
Прессы обеспечивают высокую производительность труда, хорошее качество влажно-тепловой обработки изделий и достижение необходимой формы изделий. Обогрев подушек прессов производится с помощью перегретого пара и электронагревательных элементов: спиральных, трубчатых (ТЭНов) и полупроводников. Прессы различаются по технологическому назначению (для дублирования, внутрипроцессной и окончательной обработки и др.), усилию прессования (легкие, средние, тяжелые). Прессы могут иметь электромеханические приводы (ручные или ножные). Сейчас пресса очень часто используются в быту, единственным их недостатком является возможность обработки только плоских изделий.
Прессы различаются по технологическому назначению (для дублирования, внутрипроцессной и окончательной обработки и др.), усилию прессования (легкие, средние, тяжелые). Прессы могут иметь электромеханические приводы (ручные или ножные). Сейчас пресса очень часто используются в быту, единственным их недостатком является возможность обработки только плоских изделий.
Пропаривание – способ, при котором обработка ткани осуществляется паром без давления горячей поверхности, выполняется отпаривателями и на паровоздушных манекенах.
Отпаривание – завершающий этап ВТО. Его удобно выполнять с помощью отпаривателя, который представляет собой устройство, состоящее из парогенератора (устройство, где вода преобразуется в пар) и шланга, по которому пар поступает к щетке. С помощью отпаривателя возможно обрабатывать любые по форме и фактуре изделия. Вы сможете отгладить и почистить их, а также избавить вещи от неприятного запаха.
Паровоздушные манекены – это специализированные изделия, которые различаются в зависимости от вида изделий и материалов (для верха брюк; для плечевых швейных изделий из шелковых, хлопчато-бумажных, шерстяных и синтетических тканей и др.) При работе на паровоздушных манекенах изделие надевают на манекен, расправляют, зажимают края бортов специальными зажимами и включают вентилятор, который нагнетает воздух внутрь паровоздушного манекена. Под действием воздуха изделие расправляется. Затем пропускают перегретый пар, который распаривает изделие, и горячий воздух с температурой, просушивающий изделие в расправленном состоянии.
Влияние обработки влажным и сухим теплом на механические свойства волокон PLA
Главная Advanced Materials Research Advanced Materials Research Vols. 332-334 Влияние влажно-тепловой и сухожаровой обработки на…
Предварительный просмотр статьи
Резюме:
Исследовано влияние температуры и времени сухо- и влажно-тепловой обработки на свойства растяжения волокон PLA. Результаты показывают, что по мере увеличения температуры и времени прочность волокон на растяжение постепенно снижается. При температуре выше 100°С или времени более 20 минут сухожаровая обработка приводит к значительному снижению прочности волокон на растяжение. При влажно-тепловой обработке прочность волокон PLA зависит от времени обработки, температуры и значения pH. Кислотостойкие свойства волокон PLA лучше, чем устойчивость к щелочам. В условиях слабой кислоты характеристики волокна PLA относительно стабильны. Но волокна в щелочных условиях при температуре выше 100°С гидролизуются на куски и практически полностью теряют силу. Кроме того, окислитель и восстановитель также придают свойства растяжения волокнам PLA. Концентрация H 2 O 2 подходит не более 5 г/л, тогда как более низкая концентрация Na 2 S 2 O 4 является подходящей.
Результаты показывают, что по мере увеличения температуры и времени прочность волокон на растяжение постепенно снижается. При температуре выше 100°С или времени более 20 минут сухожаровая обработка приводит к значительному снижению прочности волокон на растяжение. При влажно-тепловой обработке прочность волокон PLA зависит от времени обработки, температуры и значения pH. Кислотостойкие свойства волокон PLA лучше, чем устойчивость к щелочам. В условиях слабой кислоты характеристики волокна PLA относительно стабильны. Но волокна в щелочных условиях при температуре выше 100°С гидролизуются на куски и практически полностью теряют силу. Кроме того, окислитель и восстановитель также придают свойства растяжения волокнам PLA. Концентрация H 2 O 2 подходит не более 5 г/л, тогда как более низкая концентрация Na 2 S 2 O 4 является подходящей.
Доступ через ваше учреждение
Вас также могут заинтересовать эти электронные книги
Предварительный просмотр
Рекомендации
[1]
Чоу В. С., Лок С.К. J Therm анальный кал. 95 (2009) 957-64.
С., Лок С.К. J Therm анальный кал. 95 (2009) 957-64.
Академия Google
[2]
Ahmed J, Zhang JX, Song Z, Varshney SK. J Therm анальный кал. 95 (2009) 627-32.
Академия Google
[3]
Драмонд В.С., Мотэ К.Г., Ван С.Х. J Therm анальный кал. 85 (2006) 173-7.
Академия Google
[4]
Martino VP, Ruseckaite RA, Jiménez A. J Therm Anal Cal. 86 (2006) 707-12.
J Therm Anal Cal. 86 (2006) 707-12.
Академия Google
[5]
Цзоу Х.Т., Йи Ч., Ван Л.С., Лю Х.Т., Сюй В.Л. J Therm анальный кал. 97 (2009) 929-935.
Академия Google
Цитируется
Термопресс
Тепловой пресс
Печатные краски требуют термической обработки после печати. Самый распространенный
метод использует тепловой пресс из-за размера, стоимости и эффективности.
Чтобы закрепить краску на одежде с помощью термической обработки, поместите одежду
на термопрессе печатной стороной вверх.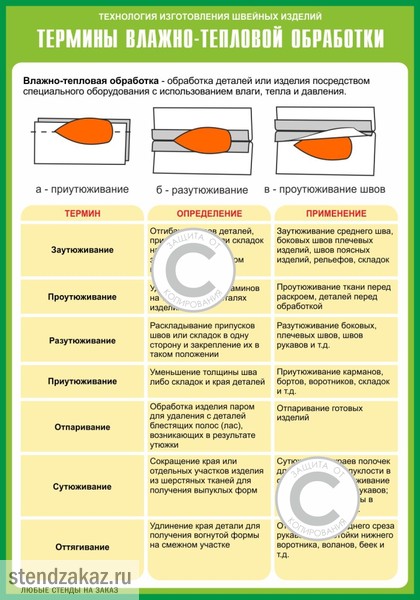 Разложить на термопрессе,
Разложить на термопрессе,
стараясь не касаться влажных чернил и не позволять одежде загибаться на
себя (прикасаясь к мокрым чернилам). Накройте его листом термопрессованной бумаги.
будьте осторожны, чтобы не перетащить бумагу и не размазать влажные чернила. Там
Есть три типа термобумаги:
- Обработанная пергаментная бумага для матового покрытия
- Мелованная крафт-бумага для матовой отделки
- Тефлоновая бумага для придания блеска
Если вы уменьшите температуру термопресса, вы должны увеличить время.
Если вы используете текстильную печь или конвейерную сушилку, вы можете установить температуру
ниже, но вам придется увеличить время. Настройки и результаты
варьироваться в зависимости от производителя и марки вашей конвейерной сушилки, см.
рекомендации производителя. Термическая обработка ниже 300ºF не рекомендуется.
Отверждение печатной продукции:
Рубашки темного цвета (белая краска):
1. Изготовить
Изготовить
убедитесь, что для термопресса установлены следующие настройки:
а. 330°F
— 340°F
б. 90
секунд
в. Свет
давление (10 — 12 фунтов на кв. дюйм или цифра 3, отображаемая на новом автоматическом
прессы)
2. Наведение
тепловой пресс над рубашкой в течение 10 секунд; это поможет вылечить
чернила перед применением давления (это похоже на технику вспышки
используется в трафаретной печати).
3. Осторожно
покройте чернила пергаментом или крафт-бумагой и закройте пресс.
Белые или светлые рубашки (без белых чернил):
1. Изготовить
убедитесь, что для термопресса установлены следующие настройки:
а. 360°F
до 370°F (используйте температуру в этом диапазоне, чтобы не обжечь одежду)
б. 25
секунд
в. Середина
давление (40 фунтов на квадратный дюйм) цифра 4 или 5, отображаемая на новом автоматическом нагреве
прессы)
2.