Соединение втачных воротников с изделием. Срезы воротника
Блог "О шитье…" » Название срезов воротника
Воротник принято делить на две части стойку и отлет.В связи с этим существуют следующие названия срезов:
- срез отлета
- срез конца
- срез стойки
 Для воротника с отворотами по лацкану (английский воротник) добавляется еще срез раскепа.
Для воротника с отворотами по лацкану (английский воротник) добавляется еще срез раскепа. Раскеп – это участок, где соединяются воротник и лацкан.
Раскеп – это участок, где соединяются воротник и лацкан.

Обратили внимание, что на рисунках дано два названия (срез отлета и нижний срез) для одного среза?
Это все потому, что название срез стойки мне не нравится, я считаю его не удачным и вносящим путаницу.
Поясняю. Если стойка воротника отрезная, то сразу возникает вопрос, как назвать срезы этой самой отрезной стойки?На ум приходит только верхний срез стойки и нижний срез стойки. Вот и получается «каша» из «срезов стойки». Может его и придумали тогда, когда отрезных стоек еще не было?Короче, я использую термин «нижний срез» а не «срез стойки»
Если хотите знать о воротниках всё, подписывайтесь на рассылку«Модный воротник»и получайте свежие статьи на свою почту
Для оформления подписки введите ваши данные в форму ниже
Мой блог находят по следующим фразам
Related posts
coded by nessus
Поделитесь с друзьями
comments
Powered by Facebook Comments
blog.t-stile.info
| Операция | ТУ выполнения |
| 1. Детали кроя | 1)верхний воротник 2)нижний воротник по форме верхнего 3)клеевая прокладка – без припусков на швы 4)верхняя часть стойки 5)нижняя часть стойки 6)клеевая прокладка стойки без припусков |
| 2. Проложить прокладку | На изнаночную сторону верхнего воротника с помощью утюга |
| 3. Наметать верхний воротник на нижний | Наметать припосаживая верхний воротник на углах и закруглениях, наметать со стороны верхнего воротника |
| 4. Обтачать | Со стороны нижнего воротника швом 0,5-0,7см |
| 5. Удалить нити намётывания, подрезать припуск | В углах оставляем 0,2-0,3см; в изделиях из плотной ткани припуск нижнего воротника подрезать на припуска |
| 6. Вывернуть и выметать воротник | Проверить качество строчки, вывернуть на лицевую сторону, выметать, выпуская кант со стороны верхнего воротника, вымётывать со стороны нижнего воротника, на расстоянии 0,2-0,5см от края |
| 7. Приутюжить воротник | Со стороны верхнего и нижнего воротника, через влажный проутюжильник |
| 8. Проложить отделочную строчку | По модели |
| 9. Скрепить верхний воротник с нижним по срезу стойки | Машинной строчкой на расстоянии 0,5-0,7см от срез стойки или по перегибу стойки проложить прямой смёточный стежок, образовавши напуск на верхнем воротнике относительно нижнего 0,1-0,3см |
| 10. Заметать срез стойки | Шириной 0,7-1см |
| 11. Приметать отрезную часть стойки с воротником | Сметать верхнюю и нижнюю часть стойки, шириной шва 0,7-0,5см, проложив на нижней части клеевую |
| 12. Обтачать концы стойки | Ширина шва 0,5-0,7см |
| 13. Выметать шов притачивания | Выметать так, чтобы не было наплыва |
| 14. Приутюжить | Через влажный проутюжильник, проверяя симметрию концов |
| Операция | ТУ выполнения |
| 1. Уточнить линию втачивания воротника в горловину | Уточнить по лекалу, проверить симметрию швов. Ширина припуска по горловине 0,5-0,7см |
| 2. Проверить симметрию концов воротника | Сложить его вдоль по середине |
| 3. Вметать от правого конца до середины | Вмётывание начинать от середины к левому концу, совмещая середину воротника со средним швом. Над плечевыми швами слегка припосадить воротник. На полочке припосадить горловину совмещая концы воротника с краями бортов |
| 4. Втачать нижнюю часть стойки в горловину | Втачать по стойке шириной шва 0,5-0,7см |
| 5. Заметать и заутюжить | Удалить нити вмётывания, заутюжить шов в сторону воротника |
| 6. Наметать верхнюю часть стойки | Наметать, закрывая шов втачивания воротника в горловину на 0,1см |
| 7. Настрочить замётанный шов | Верхнюю часть стойки настрочить на 0,1см от подогнутого края, одновременно, проложить строчку на 0,1см от шва соединения воротника со стойкой |
studfiles.net
Обработка отложного воротника с втачной стойкой
Пальто или жакет с воротником и лацканами – мечта многих модниц. Начинающие рукодельницы неохотно берутся за подобные модели потому, что обработка воротника вызывает у них наибольшие трудности.
В настоящем мастер-классе мы рассмотрим, как правильно выполнить обработку воротника и лацканов, подробно разберём все тонкости и нюансы втачивания готовой детали в горловину изделия.МАСТЕР-КЛАСС СОСТОИТ ИЗ ТРЁХ ЭТАПОВ: ОБРАБОТКА И ФОРМОВКА ВОРОТНИКА, ОБРАБОТКА ЛАЦКАНОВ И ВТАЧИВАНИЕ ГОТОВОГО ВОРОТНИКА В ГОРЛОВИНУ
ОБРАБОТКА И ФОРМОВКА ОТЛОЖНОГО ВОРОТНИКА
ШАГ 1
Укрепите прокладкой обе детали стойки и воротника.На изнаночную сторону перенесите линии швов и контрольные метки.
ШАГ 2
Одну деталь стойки сложите с деталью верхнего воротника лицом к лицу, совместив линии середины.Стойку приколите по линии стачивания совместив разметку, приметайте.
ШАГ 3
Притачайте стойку к верхнему воротнику.
Надсеките припуски шва притачивания стойки к воротнику в местах скруглений (глубина надсечек не более 5 мм). Количество надсечек зависит от кривизны шва: чем больше изгиб линии, тем больше понадобится надсечек. На рыхлых материалах такая операция не нужна.
ШАГ 4
Расстрочите припуски швов притачивания стойки к воротнику, строчки прокладываются на расстоянии 1-2 мм от шва притачивания.Подрежьте припуски близко к швам.
Аналогично обработайте нижний воротник.
ШАГ 5
Сложите верхний и нижний воротники лицом к лицу, уравняйте срезы.
ШАГ 6
Подрежьте припуски нижнего (!) воротника по отлёту и коротким концам воротника на 3-5 мм в зависимости от плотности и толщины материала.
ШАГ 7
Сложите воротник и нижний воротник лицом к лицу, уравнивая срезы, сколите, начиная от середины.
Обтачайте отлёт воротника.
ШАГ 8
Настрочите припуски шва обтачивания отлёта на нижний воротник, ширина шва 1,5 мм.
Подрежьте припуски близко к строчке.
ШАГ 9
Обтачайте концы воротника, начиная/заканчивая строчку точно по разметке втачивания воротника в горловину.
Высеките припуски шва обтачивания в концах воротника на угол.
ШАГ 10
Выверните воротник на лицевую сторону, выправляя уголки.Выметайте воротник косыми стежками шёлковой нитью по отлёту и коротким концам с формированием переходного канта в сторону нижнего воротника.
ШАГ 11
Проверьте симметричность концов воротника. Приутюжьте, удалите намётку и ещё раз приутюжьте.
ШАГ 12
Теперь необходимо сформовать воротник.Для этого готовый воротник уложите с перегибом на манекен и приколите. Увлажните из пульверизатора и в таком положении дайте высохнуть.
ВОРОТНИК ВТАЧИВАЕТСЯ В ГОРЛОВИНУ ПОСЛЕ ОБРАБОТКИ БОРТОВ И ЛАЦКАНОВ.
Пока формуется воротник, приступаем к обработке лацканов.ОБРАБОТКА ЛАЦКАНОВ
ШАГ 1
Продублируйте детали полочек согласно рекомендациям к вашей модели и выбранного материала, так же продублируйте подборта и обтачки горловины спинки флизелином. Направление долевой на флизелине должно соответствовать направлению долевой на детали из основного материала. Вдоль линии края борта, вдоль линии перегиба лацкана на полочках и вдоль линии горловины полочек и спинки приутюжьте флизелин кантенбанд, надсекая по необходимости.На укреплённые клеевой прокладкой детали нанесите разметку по лекалам.
ШАГ 2
Сметайте детали полочек, бочков, спинки по рельефам и плечевым швам, примерьте и внесите коррективы, если это необходимо. Далее удалите намётку с плечевых швов, это облегчит обработку и утюжку лацканов.Подборта сложите с бортами лицом к лицу по передним срезам и сколите от метки втачивания воротника до низа пальто.
Для того, чтобы уголок готового лацкана прилегал к изделию и не топорщился, на детали подборта угол лацкана заколите длинной портновской булавкой.
При этом образуется небольшая посадка материала на детали подборта.
В месте перегиба лацкана выполните небольшую посадку по подборту.
ШАГ 3
Притачайте подборта к бортам полочек от метки втачивания воротника до низа пальто. При прохождении острого угла лацкана уменьшите длину стежка до 2 мм и проложите в углу 1-2 поперечных стежка, затупляя угол.Удалите булавки.
ШАГ 4
Выполните надсечки в начале строчки и в месте перегиба лацкана, не доходя до строчки 2 мм.
ШАГ 5
Припуски срезов разутюжьте и
подрежьте ступенчато до 3-7 мм в зависимости от структуры и свойств материала.
В уголках припуски высеките до 2 мм до строчки, срезая припуски в углу.
ШАГ 6
Подборта выверните и выметайте край борта косыми стежками шёлковой нитью с переходным кантом в сторону изнанки пальто.
Обратите внимание, что переходной кант у лацкана будет со стороны полочки, а ниже перегиба лацкана переходной кант со стороны подборта.
ШАГ 7
Приутюжьте края борта и лацканы через проутюжильник и желательно на игольчатом полотне.Если такового не имеется, утюжьте на мягкой подложке или на лоскуте основного материала, чтобы не повредить фактуру материала и не примять ворс. Удалите намётку и ещё раз приутюжьте. Лацканы утюжьте со стороны полочки, борт – со стороны подборта.
ШАГ 8
Стачайте плечевые швы на изделии, припуски разутюжьте и подрежьте до 1,5 см, в уголках наискосок.
ШАГ 9
Сколите и стачайте обтачку горловины спинки и подборта по плечевым срезам лицом к лицу. Припуски швов разутюжьте и подрежьте до 5-7 мм, в уголках наискосок.
ШАГ 10
Если по модели предусмотрена тканая петелька-вешалка, то изготавьте её из полосы подкладочного материала плоскую или кручёную. Для плоской вешалки выкройте полосу из подкладочного материала ок. 3х10 см, приутюжьте вдоль пополам изнанкой внутрь, открытые стрезы подверните к сгибу и ещё раз приутюжьте. Стачайте сгибы на расстоянии 1 мм от края.Зафиксируйте готовую вешалку к срезу горловины обтачки спинки. Если по модели прусмотрена готовая цепочка-вешалка, то её можно пришить позже.
ВТАЧИВАНИЕ ВОРОТНИКА В ГОРЛОВИНУ
ШАГ 1
Проверьте наличие меток на воротнике, а так же метки середин воротников и обтачки горловины спинки.Вложите воротник между пальто и подбортами с обтачкой горловины спинки так, чтобы нижний воротник лежал на пальто, а верхний на подбортах и обтачке.
Вколите и вметайте нижний воротник в горловину пальто, начиная от метки середины спинки и середины стойки воротника.
ШАГ 2
Верхний воротник вколите и вметайте в горловину подборта и обтачки горловины спинки.
Выверните и примерьте, оцените посадку воротника.
ШАГ 3
Втачайте воротник.В уголках выполните надсечки.
Припуски разутюжьте на колодке. Припуски воротника подрежьте до 5-8 мм. Припуски верхнего воротника шире припусков нижнего воротника. Припуски по горловине не подрезайте.
ШАГ 4
Сколите вместе припуски горловины спинки на спинке и на обтачке от угла до угла лацкана. Стачайте их на машинке.
Эту операцию удобнее выполнять однорожковой лапкой.
ШАГ 5
Приутюжьте шов соединения лацкана и борта.Лацкан уложите на перегиб, подложив под сгиб валик из махрового полотенца и слегка приутюжьте через влажный проутюжильник. Сгиб лацкана не должен быть плоским (!).
ШАГ 6
Пришейте готовую вешалку к обтачке горловины спинки.
Самое сложное позади. Можно приступать к обработке низа изделия, втачиванию рукавов и соединению подкладки с изделием.
sdelaisam.mirtesen.ru
2.5.2. Обработка горловины воротниками
Горловину изделия обрабатывают воротником, который может иметь разные размеры, форму, конструкцию. Различают воротники втачные, съемные, цельнокроеные. Их выкраивают из основного или отделочного материала.
Воротники бывают однослойными или двухслойными, состоящими из верхнего и нижнего воротников. Между верхним и нижним воротниками может размещаться клеевая или не клеевая прокладка. При изготовлении жесткого воротника используют несколько дополнительных прокладок. Прокладки, как правило, имею форму воротника. Форма дополнительных прокладок бывает разной. Воротники выкраивают как одну деталь или они могут состоять из нескольких частей. Верхний воротник бывает цельно кроенным с нижним воротником. Втачные и съемные воротники могут иметь отрезную стойку. Цельнокроеные воротники выкраивают одной деталью с полочкой и спинкой, с полочкой и подбортом, только с подбортом.
Обработка втачных воротников
Втачными называют воротники, соединенные с изделием по линии горловины. Втачные воротники бывают однослойными и (гораздо чаще) двухслойными. Изготовление втачных воротников, как правило, состоит из следующих операций:
дублирования деталей воротника, соединения его с прокладками;
соединения частей воротника;
обработки отлета и концов воротника.
Однослойные воротники не дублируют и не укрепляют не клеевыми прокладками. Соединение частей выполняют швами: стачным в заутюжку с обметанными срезами, настрочным, запошивочным или двойным. Для обработки однослойных воротников по концам и отлету в зависимости от модели используют краевые швы: в подгибку с открытым обметанным или закрытым срезом; окантовочный с тесьмой или косой бейкой, имеющей закрытые срезы; обтачной в простую рамку с применением косой бейки или подкройной обтачки. Концы и отлет однослойного воротника отделывают кружевом, оборкой, кантом. Обработка концов и отлета однослойного воротника осуществляется на специальных или стачивающих машинах со спецприспособлениями.
У двухслойных воротников дублируют верхний или нижний воротник, при необходимости и тот и другой. Для придания воротнику хорошей формо устойчивости используют многослойные прокладки из клеевых, не клеевых, аппретированных материалов и их сочетаний. Между слоями прокладок можно разместить косточки.
Соединение частей воротника выполняют одним из соединительных швов в зависимости от модельных особенностей воротника и свойств используемых материалов. Ширина шва соединения частей воротника 5...7 мм.
Обработка двухслойных воротников по концам и отлету заключается в обтачивании верхнего воротника нижним. Используют обтачной шов шириной 5...7 мм. Воротник, цельно кроенный с нижним по линии отлета, обтачивают только по концам.
Верхний воротник складывают с нижним лицевыми сторонами внутрь, совмещают срезы и обтачивают по концам и отлету, припосаживая верхний воротник на углах и закруглениях (рис. 2.21, а строчка 7). Строчку обтачивания прокладывают со стороны нижнего воротника, если воротник без прокладки или если предусмотрена не клеевая прокладка на нижнем воротнике. В остальных случаях обтачивание производят со стороны верхнего воротника. В условиях промышленного производства для обтачивания воротников сорочек используют полуавтомат, выполняющий строчку с одновременной обрезкой припусков шва обтачивания.
Припуски швов в углах высекают, оставляя 2...3 мм. Припуск шва не клеевой прокладки подрезают по всей длине, оставляя 1...2 мм, а припуск шва нижнего воротника подрезают на 2...3 мм. Кроме того, припуски криволинейных швов обтачивания надсекают, не доходя до строчки 1... 2 мм. Воротник вывертывают на лицевую сторону, швы выправляют и приутюживают со стороны нижнего воротника, образуя кант из верхнего воротника шириной 1... 2 мм. При необходимости воротник выметывают вручную или на специальной машине со стороны нижнего воротника с образованием канта из верхнего воротника. В некоторых случаях кант по линии отлета закрепляют, настрачивая припуски шва обтачивания на нижний воротник (строчка 2). Ширина шва настрачивания 2... 5 мм.
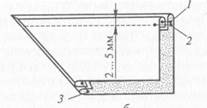
Воротники с острыми концами, а также воротники в изделиях из толстых тканей сначала обтачивают только по отлету (рис. 2.21, б, строчка 7). Припуски шва обтачивания настрачивают на нижний воротник (строчка 2). Затем обтачивают концы воротника (строчка 3), закрепляя концы строчек. Припуски швов, обтачивая, высекают в углах, оставляя 2...3 мм, припуск шва нижнего воротника по отлету и концам подрезают на 2...3 мм. Воротник ввертывают на лицевую сторону, выправляют и приутюживают.
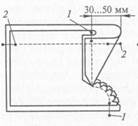
Для уменьшения толщины в углах воротника используют такую его конструкцию, в которой линия обтачивания концов перенесена на сторону нижнего воротника. Расстояние от угла воротника до шва обтачивания на нижнем воротнике составляет 30...50 мм в зависимости от длины воротника (рис. 2.21, в). Воротник обтачивают сначала по концам (строчка 7). Припуски шва обтачивания заутюживают или разутюживают в зависимости от формы воротника. Затем воротник обтачивают по отлету (строчка 2).
Если верхний и нижний воротники должны быть втачаны в горловину изделия одновременно, то их скрепляют между собой ручной или машинной строчкой, проходящей на расстоянии 5...6 мм от срезов. При этом верхний воротник смещают в сторону отлета на 1 — 5 мм в зависимости от толщины материала, чтобы обеспечить свободное сгибание нижнего воротника верхним по линии сгиба стойки.
Рис. 2.21. Обработка втачных воротников
Края и отлет воротника могут украшаться кантом, кружевом, оборкой. В таких случаях кант, кружево или оборку складывают лицевой стороной к лицевой стороне нижнего воротника, совмещают их срезы и притачивают отделочную деталь швом шириной 5... 7 мм. При индивидуальном пошиве отделочную деталь предварительно приметывают. Затем верхний воротник обтачивают нижним воротником в последовательности, приведенной выше.
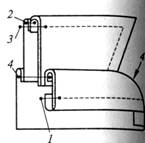
Обработка воротника на отрезной стойке. Верхний воротник и его стойку дублируют. Прокладка стойки воротника должна быть уже стойки воротника на 10 мм. Перед дублированием нижний срез прокладки располагают на 10 мм выше нижнего среза стойки. После дублирования нижний припуск стойки отворачивают на изнаночную сторону, огибая им нижний срез прокладки. Припуск заутюживают и приутюживают. Заутюженный припуск застрачивают с лицевой стороны стойки верхнего воротника, прокладывая строчку параллельно заутюженному краю на расстоянии 6...7 мм от него (рис. 2.21, г, строчка 1).
Верхний воротник изготовляют, как указано выше (см. рис. 2.21, а). Вдоль края воротника по его лицевой стороне прокладывают отделочную строчку (см. рис. 2.21, г, строчка 3), если она предусмотрена моделью.
Воротник вкладывают между стойками верхнего и нижнего воротников и втачивают, одновременно обтачивая концы стойки (строчка 4). Высекают излишки припусков на скругленных концах стойки. Стойку вывертывают на лицевую сторону, выправляет и приутюживают.
studfiles.net
Принципы расчета основных конструктивных параметров воротников
 В предыдущей статье, посвященной воротникам, мы рассмотрели их классификацию по принципу различий в схемах построения. Далее, в последующих выпусках, будут представлены структурные схемы и методика построения чертежей конструкции воротников каждого из перечисленных видов. Прежде чем приступить к анализу конструктивного построения воротников, мне хотелось бы обратить Ваше внимание на факторы, оказывающие существенное влияние на их форму и конструкцию.
В предыдущей статье, посвященной воротникам, мы рассмотрели их классификацию по принципу различий в схемах построения. Далее, в последующих выпусках, будут представлены структурные схемы и методика построения чертежей конструкции воротников каждого из перечисленных видов. Прежде чем приступить к анализу конструктивного построения воротников, мне хотелось бы обратить Ваше внимание на факторы, оказывающие существенное влияние на их форму и конструкцию.
Основными элементами конструкции, создающими форму и модель воротника, являются:• высота стойки воротника,• характер линии перегиба воротника,• степень прилегания воротника к шее,• ширина отлета,• длина отлета,• конфигурация отлета,• уровень расположения точки уступа,• линия раскепа,• оформление передних срезов.
Итак, рассмотрим каждый из этих факторов.
Стойка воротника
Воротники без стойки или со стойкой до 1,0 см имеют плосколежащую форму.

Рисунок 1 - Схема плосколежащего воротника
На участках горловины, где необходимо получить плосколежащий воротник, линия втачивания воротника совпадает с линией горловины изделия.
На участках, где нужна невысокая стойка, линия втачивания воротника по своему направлению не в полной мере совпадает с линией горловины. Этим участком чаще всего является горловина спинки. Отведение линии втачивания воротника от линии горловины, равный 1-1,5см образует стойку высотой 1-1,5см.
В воротниках со стойкой высота стойки лежит в пределах от 1,5 до 4 см.
Стойки высотой до 2,5 см считаются невысокими,высотой 2,5 - 3,5 см - средними,высотой 3,5 - 4 см - высокими.
Характер линии перегиба воротника, степень прилегания воротника к шее
Для воротников с высокой стойкой характерна жесткая линия перегиба отлета и более плотное прилегание к шее, и наоборот, менее высокие стойки, как правило, образуют округлую, мягкую линию перегиба и отставание от шеи.

Рисунок 2 - Схемы отложных воротников
Степень прилегания воротника к шее и характер линии перегиба воротника определяются кривизной линии втачивания.
Спрямленная линия втачивания обеспечивает плотное прилегание воротника к шее с четко обозначенной линией перегиба, вогнутая линия обеспечивает мягкий, округлый перегиб и отставание воротника от шеи.
В воротниках для изделий с застежкой доверху спрямленную (рисунок а), среднеизогнутую (рисунок б) или крутоизогнутую (рисунок в) линию втачивания получают большим и меньшим подъёмом середины воротника относительно горизонтали.

Рисунок 3 - Схема воротника в изделиях с открытой застежкой
В воротниках для изделий с открытой застежкой конфигурация линии втачивания зависит от величины отведения средней линии воротника по дуге З1З2 (см. рисунок)
Чем короче дуга, тем круче направление линии втачивания и тем строже по форме и ближе к шее расположена линия перегиба воротника в готовом изделии. Большая длина дуги соответствует более пологому оформлению линии втачивания и округлому оформлению линии перегиба. Чем больше длина дуги, тем мягче вокруг шеи ляжет воротник.
Отлет воротника
Размеры и форма отлета воротника зависят от вида одежды и направления моды.Ширина отлета, как правило, определяет модель воротника, связывая его с общим силуэтом и формой изделия.
Различают следующие разновидности отлетов:
- узкие - шириной 4,0 – 5,0 см
- средние - шириной 6,0 – 9,0 см
- широкие - шириной 10,0 -30,0 см.
Получение узких отлетов не представляет трудности. Обычно они проектируются шире высоты стойки на 1-1,5 см.
При проектировании широких отлетов необходимо соблюдать условия, обеспечивающие правильное облегание поверхности изделий, что достигается удлинением линии отлета и большей ее кривизной за счет соответствующего оформления линии втачивания воротника.На рисунках 2 и 3 можно проследить зависимость конфигурации линии отлета и ее длины от характера кривизны линии втачивания.
Точка уступа, линия раскепа
Точка уступа может занимать различное положение относительно линии перегиба лацкана и нижней точки горловины переда.Напомню, что раскепом называется участок воротника и лацкана от точки уступа до линии перегиба.Раскеп может быть различной ширины:
- широкий 6,5-10,0 см
- средний 3,0 -5,0 см
- узкий до 2,0 см
- нулевой (без раскрепа) - равен 0.
Если ширина раскепа равна нулю, то воротник втачивают от точки уступа, расположенной на линии перегиба лацкана. Такой воротник, как правило, не прилегает к шее плотно.

Рисунок 4 - Схема воротника пиджачного типа
Уровень раскепа определяется степенью повышения или углубления горловины переда относительно исходной линии горловины (подъем или спуск горловины, определяемый положением точки А6 относительно точки А5, см. рисунок 4).Выделяют следующие уровни раскепов:
- высокий - точка А6 поднята выше точки А5 на 0,5 - 1,5 см
- типовой (средний) - точка А6 опущена ниже точки А5 на 0,5 - 1,5 см
- низкий - точка А6 опущена ниже точки А5 на 1,5 - 3,0 см.
Передние срезы воротника
В воротниках для изделий с застежкой доверху оформление передних срезов осуществляется в соответствии с моделью.

Рисунок 5 - Варианты расположения передних срезов воротника пиджачного типа
В воротниках для изделий с открытой застежкой оформление передних срезов увязывается с оформлением среза уступа лацкана. Передний срез воротника может быть длиннее, на уровне или короче среза уступа лацкана.
Между передним срезом воротника и срезом уступа лацкана может быть прямой угол (рисунок 5, а), острый угол различной величины (рисунок 5, б), тупой угол (рисунок 5, в), а также передний срез воротника может совпадать со срезом уступа лацкана (рисунок 5, г).
Продолжение следует....
А Вы хотите получать рассылки с сайта ? Внесите свои данные в форму, расположенную ниже!
Также на эту тему можно прочитать следующие статьи:
- Общая характеристика воротников в одежде
- Защищено: Пример расчёта чертежа конструкции трикотажного платья
- Защищено: Особенности расчёта и построения конструкции рукавов покроя реглан в трикотажных изделиях
wellconstruction.ru
Обработка воротников различных конструкций
Основные части и детали воротника
Воротник – деталь швейного изделия для обработки и оформления выреза горловины
Воротник в одежде играет утилитарную и декоративную роль
По внешнему виду в зависимости от формы у воротников различают внутреннюю невидимую часть - стойку и внешнюю видимую - отлет. Разделяются указанные части линией перегиба стойки.
Воротникам в процессе обработки необходимо придать плотность, устойчивость, упругость. Уплотнение воротника получают в результате соединения верхнего воротника с прокладкой ниточным или клеевым способом.
Чаще всего воротник состоит из отлета и стойки
Отлет – внешняя отгибающаяся часть воротника, расположенная от верхней линии стойки воротника (воротник-стойка не имеет отлета)
Стойка – внутренняя невидимая вертикально расположенная часть воротника, оформляющая отгибающую часть (плосколежащие воротники не имеют стойки)
Стойка может быть отдельной деталью или быть цельновыкроенной с воротником или цельновыкроенной с изделием.
Воротники рекомендуется соединять с изделиями в собранном виде, за исключением изделий с воротниками, цельнокроенными с подбортами.
Классификация воротников
ü По количеству деталей кроя
· Одинарные
· Двойные
· Двойные цельновыкроенные
· Из двух частей
Двойные могут быть с прокладкой (клеевой или неклеевой) или без прокладки
ü По способу обработки отлета и концов:
· обтачные,
· окантованные,
· обработанные швом вподгибку,
· с отделкой (оборкой, кружевом, кантом)
ü По форме:
· С закругленным концами
· С остроугольными концами
· С фигурными концами
ü По применяемым материалам
· Из основного материала
· Из отделочного материала
· Из нетканого материала (мех, кожа, замша)
ü По назначению:
· постоянные (втачные)
· отделочные (съемные)
ü По внешнему виду
· Вертикально расположенные (стоячие)
· Совпадающие с поверхностью изделия (плосколежащие)
· Отложные (состоящие из стойки и отлета)
· Фантази (производные, комбинированные)
ü По способу соединения с горловиной
· -втачные
· -цельновыкроенные
ü По виду застежек в изделиях:
· Воротники в изделиях с застежкой доверху
· Воротники в изделиях с застежкой до лацкана
Обработка воротников различных конструкций
Воротнику в процессе обработки необходимо придать жесткость и упругость В двойных это осуществляется путем соединения одной или двух частей воротника с прокладкой ниточным или клеевым способом.
Обработка цельного двойного воротника заключается в перегибании детали лицевой стороной внутрь по долевому сгибу, обтачивании концов (ширина шва 5-7 мм)
Обработка двойного обтачного воротника
Если воротник обрабатывают с прокладкой, то прокладку клеевую – в плотных тканях – приклеивают на верхний воротник. В тонких тканях неклеевую – наметывают на верхний воротник .
Детали складывают лицевой стороной внутрь. Сметывают со стороны верхнего воротника, припосаживая его в углах и на закруглениях. Обтачивают воротник со стороны нижнего по концам и отлету с посадкой верхнего воротника на углах и закруглениях (ширина шва 5-7 мм). Припуски швов в углах подрезают. В воротниках с фигурным краем на вогнутых участках срезы швов надсекают так, чтобы надсечка не доходила до строчки 1-2 мм.
Припуски разутюживают. Воротник выворачивают. Край выправляют, выметывают кант из верхнего воротника величиной 1-2 мм, операцию производят со стороны нижнего воротника. Готовый воротник приутюживают со стороны нижнего воротника.
Кант фиксируют отделочной строчкой.
При обработке воротника без отделочной строчки в жакетах, пальто шов обтачивания прикрепляют к нижнему воротнику клеевыми материалами, на стачивающей машине, на машине потайного стежка или вручную.
| В изделиях из шелковых, шерстяных, плотных х/б, трикотажных полотен кант закрепляют, настрачивая нижний воротник на припуск шва обтачивания. | 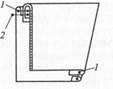 |
Обработка воротника с отделкой
В воротниках с отделкой оборку или кант накладывают изнаночной стороной на лицевую сторону нижнего воротника (обработанным краем к середине), притачивают со стороны отделки (с посадкой ее в углах). После этого воротники складывают лицевыми сторонами внутрь, обтачивают верхний воротник нижним, прокладывая строчку со стороны нижнего воротника, на расстоянии 1-2 мм от первой строчки в сторону середины. Припуски высекают, разутюживают, воротник выворачивают, выправляют край, выметывают кант, закрепляют край отделочной строчкой
Обработка воротника с острыми концами
Обтачивают верхний воротник нижним только по отлету, после выворачивания настрачивают припуск на нижний воротник. Затем, обогнув припуском шов обтачивания отлета, обтачивают конец воротника. Припуск в уголке высекают, воротник выворачивают.
Если верзний воротник выкроен шире нижнего, то вначале стачивают воротники по срезам концов, припуски заутюживают на нижний воротник, воротники складывают так, чтобы нижний располагался симметрично, относительно концов верхнего. Обтачивают воротник по отлету. Далее обработка аналогична.
Обработка воротника из двух частей.
Каждую часть обтачивают отдельно, обработанные части укладывают встык, скрепляют ручными стежками или машинной строчкой на расстоянии 5 мм от края
Обработка воротника с отрезной стойкой
Если воротник имеет отрезную стойку в средней части, соединяют отлеты со стойками верхнего и нижнего воротника по отдельности, швы разутюживают или расстрачивают. Затем воротник обтачивают по отлету и концам, выворачивают, выправляют и фиксируют кант.
При обработке воротника с отрезной стойкой по всей длине обтачивают отлет воротника, при необходимости прокладывают отделочную строчку. Нижний срез наружной стойки заметывают. Готовый отлет вкладывают между двумя частями стойки. Втачивают отлет воротника в стойку, одновременно обтачивая концы стойки. Стойку выворачивают. Если необходимо проложить отделочную строчку по шву втачивания отлета в стойку, эту операцию выполняют одновременно с настрачиванием наружной стоки после втачивания воротника в горловину.
Обработка воротника-стойки
Обработка отрезной стойки – аналогична двойному обтачному воротнику
Похожие статьи:
poznayka.org
Соединение втачных воротников с изделием
Способы соединения втачных воротников с изделием разнообразны. Их выбор зависит от модели и свойств материалов, используемых для пошива изделия.
Соединение однослойных воротников с изделием. Его выполняют следующими швами: стачным с использованием подкройной обтачки; стачным с использованием тесьмы или косой бейки; запошивочным; окантовочным с помощью тесьмы или косой бейки с двумя закрытыми срезами; бельевым.
При соединении однослойного воротника стачным швом с использованием обтачки сначала заготовляют обтачку — так же, как при обработке горловины подкройной обтачкой (см. подразд. 2.5.1).
Обработанный однослойный воротник укладывают изнанкой на лицевую сторону изделия без застежки, совмещая срезы горловины и контрольные надсечки воротника и изделия. Воротник вметывают в горловину. На воротник лицевой стороной к лицевой стороне укладывают заготовленную обтачку, уравнивают ее не-обметанный срез со срезами горловины и воротника, совмещают надсечки и сметывают. Втачивают воротник и обтачку в горловину изделия швом шириной 7... 10 мм (рис. 2.22, строчка 3). Припуски шва обтачивания надсекают на криволинейных участках шва, а затем настрачивают их на обтачку швом шириной 1... 3 мм (строчка 4). Обтачку отгибают на изнанку изделия и приутюживают, после чего закрепляют ее ручными или машинными стежками на припусках плечевых швов.
Вместо подкройной обтачки для соединения можно использовать тесьму или косую бейку.
Рис. 2.22. Соединение однослойных воротников с изделием
При обработке толстых мягких материалов воротник втачивают настрочным швом с обметанным срезом. Воротник изнанкой укладывают на лицевую сторону изделия, совмещая надсечки и уравнивая срезы горловины воротника и изделия, и втачивают в горловину изделия швом шириной 10 мм. Припуски шва обметывают и настрачивают на основную деталь по линии горловины. Ширина шва настрачивания 7 мм. Такой воротник можно втачать в горловину и обметать на стачивающе обметочной машине за один прием.
Соединение двухслойных воротников с изделием. Существует три способа соединения двухслойных воротников с изделием:
верхний и нижний воротники втачивают одновременно изделием и подбортами;
горловину изделия втачивают между верхним и нижним воротниками;
верхний воротник притачивают к подбортам, нижний воротник втачивают в горловину изделия, а затем припуски швов притачивания верхнего воротника и втачивания нижнего воротника соединяют между собой.
Втачивание воротника в горловину изделия с подбортами. Его втачивают в горловину изделия одновременно с обтачиванием уступа борта (рис. 2.23, а). Перед втачиванием воротника выравнивают его срезы. Предусматриваемая моделью отделочная строчка должна быть проложена на воротнике. Готовый воротник укладывают нижним воротником на лицевую сторону изделия, совмещают срезы горловины и контрольные надсечки воротника и изделия. Оба слоя воротника вметывают в горловину полочек до плечевых швов, начиная с концов воротника. Около плечевых швов надсекают припуск на шов со стороны верхнего воротника, верхний воротник отгибают и в горловину спинки вметывают только нижний воротник. На верхний воротник укладывают подборта лицевой стороной вниз, совмещая срезы горловины и уравнивая контрольные знаки подбортов и изделия. Подборта приметывают к изделию до плечевых срезов. Затем от края одного до края другого борта воротник втачивают за один прием со стороны воротника швом шириной 7... 10 мм (строчка б). В промышленном производстве воротник втачивают без предварительного вметывания. Припуски шва втачивания надсекают, борта отворачивают на лицевую сторону, углы бортов и шов втачивания воротника выправляют. Свободный припуск горловины верхнего воротника на участке спинки между плечевыми швами подгибают внутрь. Подогнутый край настрачивают так, чтобы он закрывал строчку втачивания нижнего воротника (строчка 7). Ширина шва настрачивания 1 ...2 мм. Подборта закрепляют ручной или машинной строчкой 8 на припусках плечевых швов. Готовый воротник приутюживают.
Если в изделии запроектирована подкройная обтачка горловины спинки (рис. 2.23, б), то втачивание воротника в горловину изделия с подбортами осуществляют следующим образом. Обтачку горловины спинки, так же как подборт, дублируют. Соединяют ее с подбортом по плечевым срезам швом вразутюжку шириной 5...7 мм (строчка 7). Внутренний срез подборта и обтачки обметывают (строчка 2). Готовый воротник вкладывают между изделием и подбортом, соединенным с обтачкой, так, чтобы нижний воротник размещался на лицевой стороне изделия, а подборт с обтачкой лицевыми сторонами лежали на верхнем воротнике. Детали уравнивают по контрольным знакам и срезам горловины воротник втачивают от края одного до края другого борта за прием (строчка 7). Припуски швов надсекают, подборта и обтачку вывертывают на лицевую сторону, углы бортов и шов втачивания выправляют и приутюживают. Обтачку закрепляют ручной или машинной строчкой на припусках плечевых швов (строчка 8).
Вместо подкройной обтачки может быть использована тесьма или косая бейка. В этом случае после укладывания воротника нижним воротником на изделие, а подбортов — лицевой стороной на верхний воротник сверху на них размещают тесьму или косую бейку лицевой стороной вниз. Воротник втачивают в горловину одновременно с притачиванием тесьмы или бейки. Строчку втачивания прокладывают от края одного до края другого борта. Борта вывертывают на лицевую сторону, выправляют углы и шов втачивания. Затем тесьму или косую бейку настрачивают на изделие Ширина шва настрачивания 1... 2 мм. Этой же строчкой одновременно можно настрочить на полочку внутренний край подборта, если это предусмотрено моделью.
Рис. 2.23. Втачивание воротников в горловину изделий с подбортами
Втачивание горловины изделия между верхним и нижним воротниками. Уступы бортов изделия должны быть обтачаны заранее (строчка 2, рис. 2.23, в). Кроме того, при обработке воротника перед обтачиванием верхнего воротника нижним по концам и отлету необходимо заутюжить наизнанку припуск среза горловины верхнего воротника шириной 7... 10 мм.
Воротник складывают с изделием, разместив нижний воротник на лицевой стороне изделия, совмещают срезы и надсечки воротника и изделия. Нижний воротник втачивают, прокладывая по нему строчку и образуя шов шириной 7... 10 мм (строчка 4). Нижний воротник может быть предварительно вметан. Припуски шва втачивания отгибают в сторону воротника, перекрывают их заутюженным сгибом верхнего воротника и верхний воротник настрачивают (строчка 5), закрывая строчку шва втачивания нижнего воротника. Ширина шва настрачивания 1... 2 мм. В заключение прокладывают отделочную строчку по концам и отлету воротника (строчка 6).
В зависимости от модели и свойств материалов можно сначала втачать в горловину изделия верхний воротник, а затем настрочить нижний.
Воротник на отрезной стойке соединяют с изделием аналогично (рис. 2.23, г). Сначала стойку нижнего воротника втачивают в горловину изделия (строчка 5), а затем застроченный край стойки верхнего воротника настрачивают на горловину изделия (строчка 6) так, чтобы строчка шва втачивания нижнего воротника была закрыта. Ширина шва настрачивания 1... 2 мм. Если по верхнему краю стойки моделью предусмотрена отделочная строчка, ее можно проложить (строчка 7) сразу после настрачивания стойки верхнего воротника на горловину изделия, не прерывая строчки.
Втачивание нижнего воротника в горловину изделия и притачивание верхнего воротника к подбортам. В изделиях из толстых материалов (рис. 2.23, д) готовый воротник без отделочной строчки втачивают в горловину изделия следующим образом. Обтачивают уступы подбортов, подборта отворачивают на лицевую сторону, приутюживают. Верхний воротник стачивают с подбортами до уступа борта и, не прерывая строчки, втачивают нижний воротник в горловину изделия (строчка 6). При индивидуальном пошиве воротник предварительно вметывают. Припуск горловины полочки над плечевыми швами надсекают, излишки припусков в уступе высекают. Шов разутюживают на участке полочек и заутюживают на участке спинки в сторону воротника. Воротник выправляет. Подборта отгибают, их припуски соединяют с припусками полочки вручную или на стачивающей машине (строчка 7). Срез горловины верхнего воротника подгибают, закрывая строчку втачивания нижнего воротника, и настрачивают между плечевыми швами на горловину изделия (строчка 8). Если по модели предусмотрена отделочная строчка, ее прокладывают по краям и уступам бортов, концам и отлету воротника (строчка 9).
studfiles.net