Сварочные швы: виды швов и соединений. Соединительные швы
| НАСТРОЧНЫЕ | ||
| настрочной с открытыми срезами | стачать (притачать, втачать), заутюжить, настрочить (отстрочить) | |
| настрочной с закрытым срезом | стачать (притачать, втачать), заутюжить, настрочить (отстрочить) | |
| настрочной с отлетным краем | заутюжить, настрочить | |
| НАКЛАДНЫЕ | ||
| эскиз шва | наименование шва | применяемые термины |
| накладной с открытыми срезами | настрочить | |
| накладной с закрытым срезом (с приспособлением) | настрочить | |
| накладной для настрачивания тесьмы, ленты (с приспособлением) | настрочить (на двухигольной машине) | |
| накладной для настрачивания тесьмы, ленты | настрочить (на двухигольной машине) | |
| накладной для обработки мелких деталей | настрочить | |
| накладной для обработки мелких деталей | настрочить (на двухигольной машине) | |
| накладной для обработки срезов и краев деталей (с приспособлением) | настрочить | |
| накладной для обработки срезов и краев деталей (с приспособлением) | настрочить | |
| накладной для обработки срезов и краев деталей (с приспособлением) | настрочить (на двухигольной машине) | |
studfiles.net
Шов встык. Шов в стык на ткани. Виды. Иллюстрации к описаниям
Друзья, всем привет!
Шов встык это ещё один вид соединительных швов и сегодня мы его «исследуем основательно».
Шов встык применяют для соединения деталей из прокладочных материалов и тканей, когда нужно обойтись без припусков, дабы получить минимальную толщину шва.
Ещё, можно применять шов встык как отделочно-декоративный, с гордостью и демонстративно выставляя его всем напоказ.
Машинные швы.
Соединительные швы.
Стачные швы.
Настрочные швы.
Накладные швы.
Расстрочной шов.
Шов в «замок».
Запошивочный шов.
Шов встык.
Двойной (выворотный, французский) шов.
Как закрепить нитку в начале и в конце машинной строчки?
Как сделать строчку ровной?
Как настроить швейную строчку?
Как нужно правильно сшивать разные виды срезов?
Казалось бы всё ясно, шов встык это когда строчкой зигзаг соединяют плотно прилегающие друг к другу, соприкасающиеся срезами детали.

В общем-то, так оно и есть. И для соединения встык прокладочных (дополнительных) материалов этим можно и ограничиться. А вот чтобы на соединении основных деталей шов встык можно было подавать как отделочно-декоративный, тут уже нужно применять другие виды этого шва. А их очень много, выбирай — не хочу!
Шов встык с открытыми срезами основных деталей.
Соединяя детали с открытыми срезами швом встык, можно под соединяемые срезы подложить дополнительную полоску хлопчатобумажной или любой другой тонкой ткани (для надёжности). Проложить строчку зигзаг, одновременно соединяя срезы основных деталей и подложенную под них дополнительную полоску ткани. Ширина зигзагообразной строчки должна быть не менее 5 мм.

А можно проложить две прямые строчки на расстоянии 5 – 7 мм от срезов, а затем закрепить соединяемые срезы ещё и зигзагообразной строчкой. Или выполнить этот вид шва встык в точности до наоборот. Сначала зигзаг, потом строчки прямыми стежками.

Если ткань имеет неосыпающиеся срезы, то можно обойтись и просто двумя прямыми параллельными строчками. Ширина между строчками (по модели, исходя из свойств ткани).

Последние три вида шва встык можно выполнять и когда дополнительная полоска ткани (ленты, тесьмы, кружева и т.п.) накладывается сверху на соединённые встык срезы двух деталей.
Шов встык с закрытыми срезами.
Чтобы выполнить шов встык с закрытыми срезами, нужно подвернуть срезы обеих деталей на изнаночную сторону и соединить сгибы деталей зигзагообразной строчкой. Срезы можно отворачивать на изнаночную

и на лицевую сторону.

Шов встык с открытыми срезами основных деталей с одновременным прокладыванием готовой тесьмы, ленты.
Полоску ткани, тесьму, ленту, кружево и т.п. настрачивают на соединяемые срезы двумя прямыми параллельными строчками. Тесьму или ленту можно накладывать или снизу на соединяемые срезы

или сверху.

А можно одновременно и снизу и сверху.

Шов встык с открытыми срезами основных деталей, с одновременным подкладыванием одной полоски материала.
Срезы полоски (длинные продольные края) материала из основной или из другой дополнительной (по модели) ткани подвернуть на изнаночную сторону и с лицевой стороны главных деталей настрочить на их открытые срезы (они уложены друг к друг встык), двумя параллельными прямыми строчками в край.

Шов встык с открытыми срезами основных деталей с одновременным настрачиванием двух полосок материала.
На двух полосках из основной ткани или из любой другой (по модели) подворачиваются припуски и полоски настрачиваются двумя параллельными прямыми строчками на открытые, соединяемые встык срезы основных деталей, по лицевой стороне и с изнанки.

Шов встык с закрытыми срезами основных деталей, с одновременным прокладыванием тесьмы или полоски материала.
Срезы основных, соединяемых встык деталей, подвернуть и на них настрочить двумя параллельными, прямыми строчками готовую тесьму, ленту или полоску материала с открытыми, но неосыпающимися срезами. Дополнительные детали можно настрачивать на лицевой стороне соединяемых деталей

и на изнаночной.

Соединение швом встык хлястиков, шлевок, поясов и т.д.
Швом встык с прокладыванием прямых параллельных строчек или с прокладыванием шва зигзаг, можно соединять срезы хлястиков, шлёвок, поясов и т.д.

Шов в «замок» — подвид соединительных швов.
Всем пока. Удачи! С уважением, Милла Сидельникова!
www.milla-sidelnikova.com
РУЧНЫЕ СОЕДИНИТЕЛЬНЫЕ ШВЫ. - Творческая мастерская Татьяны Йолджу.
Как известно, все швейные швы разделяются на ручные и машинные. В свою очередь внутри каждой из этих групп различают соединительные и декоративные виды швов. Градация эта очень условная поскольку декоративные швы тоже часто выполняют функцию соединения деталей, а соединительными швами частенько выполняют декор. Как бы ни было, а приступим придерживаясь этой схемы.
Шов «Вперед иголку» – самый распространенный вид шва. По изнаночной стороне выглядит практически также, за некоторым незначительным исключением.
Используется:
а) для обозначения меток
б) для наметки деталей
в) для стежки
В каждом из перечисленных случаев шов внешне несколько отличается, но основные требования к его исполнению постоянны. Общее для перечисленных работ следующее:
а) Начинаем вкалывать иглу в ткань с лица работы, как бы от себя во внутрь. Узел нити должен остаться перед вами.
б) Ваша игла движется вперед прокалывая ткань только своим кончиком .
в) После нескольких проколов проталкиваете иглу той же рукой, в которой держите ее, и, опять той же рукой вытягиваете всю иглу на лицевую часть работы. Следом за иглой протянется нить.
г) Вам необходимо расправить ткань так, чтоб длина проложенной нити соответствовала длине прошитого участка ткани.
д) Повторяем действия от пункта «а».
Теперь о различиях, они в длине шага иглы и, исходя из этого, в рисунке самого шва:
а) Для меток все проколы выполняют примерно одинаковыми и на расстоянии друг от друга около 0,5 см.
б) При намётке ваша проложенная нить по лицевой части работы выглядит как повторение рапорта – *2 коротких стежка (0,5см) и один длинный (1,5см)*. Расстояние между ними везде около 0,5 см. Эта схема выполняется достаточно просто, если делать 6 проколов подряд по 0,5 см и затем, вытянув иглу сквозь ткань и отступив 1,5см от последнего прокола, начать все снова. Такой способ ускоряет работу и облегчает в дальнейшем очистку изделия от ненужных нитей.
в) Выполняя стежку изделия стремитесь прокладывать стежки настолько короткими, насколько это возможно, Главное, чтоб кончик иглы выходил сквозь все слои, которые вы соединяете. Расстояние между стежками тоже гораздо короче, чем обычно. Оно либо равно видимой части шва по лицу, либо несколько короче.
Шов «За иглу» – используется для замены машинного соединительного шва. Он и выглядит очень на него похожим, но только с лицевой части работы. С изнанки этот шов гораздо непригляднее, как бы вы ни старались
Схема его выполнения следующая:
а) Проколов ткань «от себя» в точке 1, выводим кончик иглы в точку 2, затем, вытянув всю иглу на поверхность и протянув нить до конца, возвращаемся несколько назад и прокалываем ткань «от себя» в точке 3. Обратите внимание – точка 3 находится по центру между точками 1 и 2.
б) Выводим иглу «на себя» в точке 4. Протянув нить возвращаемся назад в точку 2, но это для нас уже 5-ый прокол. Опять же – точка 2 находится по центру между точками 3 и 4.
в) Затем все действия повторяются от пункта «б». Главное правило – каждое движение иглы вперед ровно в 2 раза длиннее, чем назад.
Если попытаться объединить оба предыдущих шва , то можно, не потеряв качества, добиться скорости. Для этого нужно всего лишь на 6 мелких шагов вперед иглой выполнить 1 за иглу. Иначе говоря, каждый очередной первый прокол должен совпадать с точкой 5. С лицевой стороны такой шов выглядит как 3 стежка подряд видимых и один невидимый (промежуток). Такой гибридный шов также можно использовать для соединения деталей лоскутного изделия. Но важно помнить – длина стежка должна быть такой, чтоб на 1см у вас было не менее 4 проколов иглой.
Шов «Петельный» или «Фестончатый» – используется в квилтах только для аппликаций или декоративных работ, так как припуски швов в лоскутном шитье обычно не выглядывают наружу, а потому не обрабатываются. «Петельный» и «фестончатый» швы - близкие родственники, разница лишь в густоте стежка. Петельный гораздо гуще, каждый стежок в нем практически впритык предыдущему. Этот вариант шва используется для проработки прорезных петель или по краю аппликации из сыпучих тканей.
Обе эти разновидности шва имеют 2 способа исполнения: справа налево, либо наоборот – слева на право. При этом и положение иглы может быть иным, чем на картинке.
Если перед тем, как протянуть иглу сквозь петлю нити, намотать ею один виток вокруг иглы, то такой шов получается несколько прочнее и лучше держит форму. Но выполняется он несколько медленнее, так как требует дополнительных движений руки. Однако это себя часто оправдывает так как, если у вашего изделия в процессе эксплуатации где-то порвалась ниточка, то шов не расползется. Этот самый виток выполнит роль узелка и задержит процесс деформации.
Шов «Потайной» – используется в лоскутном деле для пришивания окантовки квилта вручную, а так же для выполнения аппликаций. Техника выполнения этого шва следующая:
а) Обрезанный край ткани подгибается во внутрь кончиком иглы.
б) Игла входит снизу вверх сквозь 2 слоя верхней детали но таким образом, чтоб узелок нити оказался между деталью основы и наложенной на нее другой деталью. Выводя иглу на поверхность, необходимо стремиться к линии контура наложенной детали.
в) Вкалываем иглу «от себя» сквозь основную деталь напротив предыдущего выхода (из верхней наложенной детали) и выводим ее кончик на некотором незначительном расстоянии ( не более 0,3 см) двигаясь вперед.
г)Тут же напротив выхода проходим кончиком иглы сквозь верхнюю деталь, прихватывая только 1-2 нити от нее, но так, чтоб припуск оказался внутри. Протягиваем всю иглу на поверхность, а за ней и нить.
д) Далее процедура повторяется от пункта «в», выполняя по мере надобности пункт «а».
Этот способ хорош когда ваше изделие расположено так, что накладываемая деталь находится к вам ближе, чем основная, как бы «снизу от нее». Если же ваше изделие повернуто наоборот, то немного подумав вы можете изловчится так, что невидимая часть шва будет проложена не под основной деталью, а внутри наложенной на нее. Тогда ваш шов по праву может называться «потайным».
Выполняя квилт вам частенько придется доращивать средний слой. Мы уже об этом говорили, но сейчас о том, какими видами швов при этом следует пользоваться. Шов « Через край» – наложив одну деталь на другую прокладываете через край косые стежки. Делать это будет достаточно быстро если вводить не всю иглу, а ее кончик, выполняя постоянно движение только в одном направлении. Вам нужно как бы накручивать ткань на иглу. Подобных «витков» ткани нужно сделать несколько подряд, а только затем протолкнуть иглу и протянуть нить.Если проложить в обратном направлении такие же косые стежки поверх предыдущих, то образуется шов «Крестообразный». Соединив таким образом детали, необходимо их раскрыть. Детали станут встык, вам только придется их немного подправить. Соединить детали встык также можно, если использовать шов «Козлик». Он выполняется слева направо, а ваша игла направлена при этом своим ушком в сторону продвижения. Шов достаточно просто выполнить, если периодически повторять 2 прокола иглой сквозь одну ткань, а затем переходить на другую для того чтоб выполнить точно такие же проколы и на ней. Важно только следить за рабочей нитью, она должна быть в стороне от иглы. Шов этот образуется за счет косых стежков, а потому имеет некоторую слабину. Для того чтоб ваши, соединенные встык детали, не расходились, лучше предусмотреть изначально некоторое незначительное их наложение друг на друга. Закончив шов вы только растянете детали и они лягут встык довольно плотно друг к другу. Такой шов с изнанки выглядит как два , отдельно расположенных шва «вперед иглу». И еще один шов для соединения встык деталей среднего слоя квилтбутерброда – шов «Прямой». Он выполняется самым обычным образом, без изысков. Движемся носиком иглы справа налево, выполняя по 2 прокола на каждой детали. Важно следить за тем, чтоб каждый первый прокол был на уровне последнего ( второго) с другой детали. Этим вы добьетесь строго вертикальных стежков, чем придадите жесткость своему шву. Выполняя этот шов нет необходимости накладывать детали друг на друга. Но, прошив немного, важно стянуть нитку на столько, чтоб обеспечить плотное соединение деталей встык. С изнанки шов выглядит как предыдущий.
quiltstudio.ru/
Оригинал записи и комментарии на LiveInternet.ru
tatyanayolcu.livejournal.com
Соединительные швы
Бывает необходимо собрать фрагменты в одно целое. Существует несколько способов их соединения. Так как ажурный узор не позволяет выполнить невидимый шов, сшивать детали или фрагменты необходимо очень аккуратно. Детали, связанные крючком, можно сшивать иглой. Используйте для работы ту же самую пряжу из которой вязали детали, а иглу с закруглённым концом и большим ушком.1. Сложите две связанные детали лицевыми сторонами друг к другу и сшейте швом, захватывая оба края вместе. Длина нити для работы должна быть достаточно длинной, чтобы её хватило на весь шов. Располагайте стежки плотно друг к другу, чтобы между деталями не было пустого пространства.
В зависимости от толщины нити и узора вязания этот шов может быть совершенно плоским или образовывать небольшой рубчик в месте соединения (А).
 Если требуется совершенно плоский шов, сшивайте два края швом "через край". При этом детали располагаются встык. В местах их соединения нить сильно не затягивайте. Если шов выполнен аккуратно, он будет незаметным, а края плотно соединены между собой. Однако такой способ не позволяет получить эластичный шов, поэтому он почти не используется при сборке предметов одежды.
Если требуется совершенно плоский шов, сшивайте два края швом "через край". При этом детали располагаются встык. В местах их соединения нить сильно не затягивайте. Если шов выполнен аккуратно, он будет незаметным, а края плотно соединены между собой. Однако такой способ не позволяет получить эластичный шов, поэтому он почти не используется при сборке предметов одежды. Соединение отдельных деталей крючком
Самый эластичный шов при соединении двух связанных деталей получается при "сшивании" их крючком.1. Разложите детали одну против другой лицевой стороной вверх, соединив края встык. Провязывайте столбики без накида, вводя крючок через оба края деталей, в каждую петлю вязания. Длина нити для работы должна быть достаточно длинной, чтобы её хватило на весь шов (Б).
 "Сшивать" крючком можно и при помощи полустолбиков без накида. С изнаночной стороны готового изделия шов всегда будет в виде рубчика.
"Сшивать" крючком можно и при помощи полустолбиков без накида. С изнаночной стороны готового изделия шов всегда будет в виде рубчика. Соединение отдельных фрагментов
Многие предметы одежды, а так же домашнего интерьера состоят из фрагментов. Существует несколько способ их соединения.1. Бывает необходимо соединить уже связанный и вновь подготовленный фрагмент. Обычно на схеме указывается, в каком месте и как должны быть провязаны петли. Фрагменты должны быть расположены друг к другу изнаночными сторонами (В). В этом случае получают плоское полотно.
 2. Фрагменты можно "сшить" с помощью крючка (см. выше). При выполнении шва образуется рубчик, который может быть направлен в разные стороны. Это позволяет использовать его как декоративный элемент (Г).
2. Фрагменты можно "сшить" с помощью крючка (см. выше). При выполнении шва образуется рубчик, который может быть направлен в разные стороны. Это позволяет использовать его как декоративный элемент (Г).  По материалам журнала "Азбука вязания крючком"
По материалам журнала "Азбука вязания крючком" www.homyak55.ru
Соединительные машинные швы
Добрый день! Предлагаю Вашему вниманию статью, в которой детально описываются соединительные машинные швы. Надеюсь данная информация будет полезна. Если у Вас возникнут вопросы, пишите в комментариях, с удовольствием помогу разобраться 😉
Стачной шов — это соединение боковых, плечевых и других срезов деталей изделий. Две детали, примерно равных по величине, складываем лицевыми сторонами внутрь, уравниваем срезы и соединяем строчкой на машине. Расстояние от края до строчки зависит от назначения шва.
При стачивании всех основных деталей женской и детской одежды ширина шва должна быть не менее 1 см (для изделий из тканей, которые не осыпаются) и 1,5 см (для осыпающейся ткани). В отдельных случаях допускается ширина шва 0,5 см. Стачные швы могут быть обработаны вразутюжку — срезы шва раскладывают в разные стороны и закрепляют утюгом;

Шов взаутюжку — срезы отгибают на одну из сторон;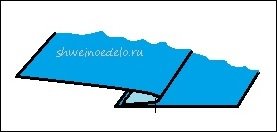
Шов на ребро — срезы приутюживают, но не отгибают.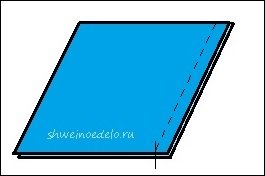
Стачные швы, в которых срезы разложены в разные стороны или разутюжены, могут быть закреплены с двух сторон отделочными строчками (расстрачной шов). Такие швы применяют при стачивании и закреплении швов в изделиях, которые трудно поддаются ВТО, а также в качестве отделки.
Расстрачные швы бывают с глухими и отлетными краями. Для выполнения расстрачного шва с глухими краями, две детали складывают лицевыми сторонами внутрь, уравнивая срезы и соединяют машинной строчкой на расстоянии, которое равняется ширине отделочной строчки + 0,4 — 0,7 см в верхней одежде и 0,7 — 1 см в платье. После стачивания деталей, срезы шва раскладывают в разные стороны, разутюживают и прокладывают отделочные строчки с лицевой стороны, слева и справа от шва соединения.

В изделиях из ткани, которая трудно поддается ВТО, швы расстрачивают без предварительного разутюживания.
Для получения расстрачного шва с отлетными краями, детали складывают лицевыми сторонами внутрь, сметывают частыми стежками на расстоянии равном ширине отделочной строчки + 0,4 — 0,7 см в пальто, и 0,7 — см в платьях. Затем детали и срезы шва раскладывают в разные стороны и разутюживают. На разутюженные срезы накладывают полоску ткани из основного материала, или отделочного, лицевой стороной вниз.
Приметывают ее с лицевой стороны и прокладывают отделочные строчки, которые одновременно прикрепляют эту полоску к основной детали, затем нитки сметывания удаляют.
Настрачные швы применяют для соединения боковых, плечевых срезов и бывают с двумя открытыми срезами, с одним закрытым срезом и с отлетным краем. Для выполнения настрачного шва с двумя открытыми срезами, две детали складывают лицевыми сторонами внутрь, срезы уравнивают и соединяют машинной строчкой на расстоянии равном ширине отделочной строчки +0,5 — 1,5 см. После соединения детали раскладывают в разные стороны.

Срезы шва сначала раскладывают в разные стороны и разутюживают, затем один из срезов отгибают в сторону другого, заутюживают два среза на сторону, и закрепляют с лицевой стороны отделочной строчкой на расстоянии, которая определена по модели.
Настрачной шов с одним открытым срезом. Нижнюю деталь выпускают относительно верхней на ширину отделочной строчки + 0,7 — 1 см (легкая одежда) и стачивают на расстоянии 0,5 см от среза верхней детали. 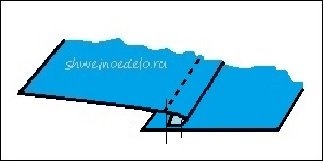
Затем детали расладывают в разные стороны, а срезы шва отгибают в сторону меньшего и закрепляют отделочной строчкой на расстоянии предусмотренной модели.
Настрачной шов с отлетным краем. Детали складывают лицевыми сторонами внутрь, уравнивая срезы и сметывают на расстоянии, предусмотренном моделью (отделочная строчка +0,4 — 0,7 см или 0,7 — 1 см). Затем детали раскладывают в разные стороны, а срезы шва отгибают на одну из них, заутюживают с изнанки и закрепляют с лицевой стороны отделочной строчной на расстоянии, согласно модели. Нитки сметывания удаляют. В этом шве с изнаночной стороны оба среза будут открытыми.

Применяют при соединении кокеток, лифа с юбкой и так далее.
Накладные швы бывают с открытыми и закрытыми срезами. С закрытыми срезами применяют для соединения прямых и фигурных кокеток, накладных карманов. Край одной детали перегибают на ширину отделочной строчки (+ 1 — 1,5 см в группе платья, и 0,5 — 0,7 см в пальто и костюмах), заметывают, приутюживают, затем накладывают на лицевую сторону другой детали, наметывают и настрачивают одной или двумя строчками, на расстоянии согласно модели.
Стежки заметывания удаляют.
Накладной шов с открытыми срезами применяют для стачивания составных частей прокладочных деталей в одежде. Край одной детали накладывают на край другой и соединяют машинной строчкой на одинаковом расстоянии от срезов.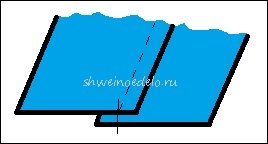
Величина захода одной детали на другую 0,6 — 1 см, расстояние от строчки до срезов детали на 0,3 — 0,5 см.
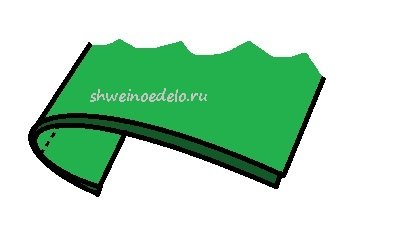
Шов встык применяют для соединения деталей из прокладочных тканей и материалов, а также для стачивания вытачек на бортовой прокладке, такой шов эффективен, если требуется получить минимальную толщину шва.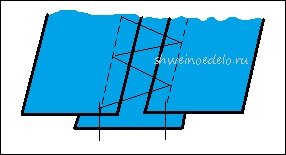
Для выполнения шва, срезы двух деталей накладывают на полоску ткани тонкой, хлопчатобумажной, или другой ткани и настрачивают на расстоянии 0,5 см от срезов, после чего срезы деталей соединяют зигзагообразной машинной строчкой.
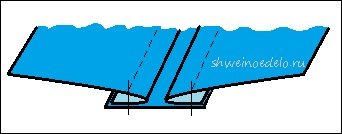
Запошивочные швы применяют при изготовлении белья, спецодежды и костюмов без подкладки. Ширина шва в готовом виде 0,6 — 0,7 см. При раскрое припуск на шов со стороны верхней детали равен ширине шва в готовом виде, а со стороны нижней детали, ширине удвоенного шва в готовом виде + 0,2 — 0,3 см. Для выполнения шва, две детали складывают лицевыми сторонами внутрь, выпуская срез нижней детали на ширину шва в готовом виде +0,2 см, огибают нижней деталью срез верхней детали и стачивают на расстоянии 0,1 — 0,2 см от среза.
Затем детали раскладывают в разные стороны, шов огибают на сторону, закрывая меньший срез и прокладывают вторую строчку и на расстоянии 0,1 — 0,2 см от подогнутого края.
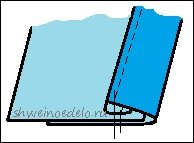
Двойной шов используют для изготовления белья, легкой, детской хлопчатобумажной ткани, если нет возможности обработать срезы с помощью специальных машин. Для выполнения шва две детали складывают сначала внутрь и стачивают на расстоянии 0,3 — 0,4 см.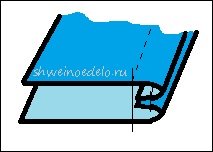
Затем стачиваемые детали выворачивают, складывают лицевыми сторонами внутрь, шов выправляют и стачивают детали второй строчкой на расстоянии 0,5 — 0,7 см от края.
Шов взамок аналогичен запошивочному. Отличается тем, что две его строчки видны с обеих сторон деталей.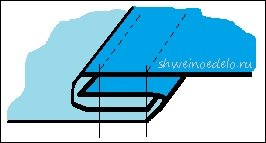 Выполняется на двухниточной машине. Применяют для изготовления белья, и некоторых специальных изделий.
Выполняется на двухниточной машине. Применяют для изготовления белья, и некоторых специальных изделий.
Для удобства воспользуйтесь таблицей
www.shweinoedelo.ru
С иголочки!: МАШИННЫЕ РАБОТЫ: Соединительные швы
Описание соединительных швов будет производится в порядке, определенном классификацией в следующем виде: название, схема или сечение, пример области применения, описание процесса выполнения и возможные технические условия (ТУ). По некоторым швам будет представлено видео процесса выполнения (на образцах). Ну, поехали... Соединительный стачной вразутюжку
Область применения: соединение деталей верха в изделиях из толстых и средней толщины тканей – плечевых, боковых швов, передних и локтевых швов рукавов и др.
Описание процесса выполнения с возможными ТУ:
1. Детали складывают лицевой стороной вовнутрь, уравниваются срезы. Детали стачивают ш.ш. 5-15 мм.2. Детали разворачивают в противоположные стороны относительно линии соединения, припуски раскладывают в противоположные стороны и фиксируют посредством влажно-тепловой обработки) ВТО.
Соединительный стачной взаутюжку

Область применения: соединение деталей подкладки, деталей верха в изделиях из тонких тканей и бельевых изделиях.
Описание процесса выполнения с возможными ТУ:
1. Детали складывают лицевой стороной вовнутрь, уравнивают срезы. Детали стачивают ш.ш. 5-15 мм.
2. Детали разворачивают в противоположные стороны относительно линии соединения, припуски укладывают в одну сторону и фиксируют посредством ВТО. Соединительный стачной на ребро
Область применения: соединение клиньев юбок-годе.
Описание процесса выполнения с возможными ТУ:
1. Детали складывают лицевой стороной вовнутрь, уравнивают срезы. Детали стачивают ш.ш. 5-10 мм.
2. Детали разворачивают в противоположные стороны относительно линии соединения.
Соединительный стачной расстрочной
Область применения: соединение деталей верха в изделиях из натуральной и искусственной кожи, замши, в изделиях спортивного стиля
Описание процесса выполнения с возможными ТУ:
1. Детали складывают лицевой стороной вовнутрь, уравнивают срезы. Детали стачивают ш.ш. 5-15 мм.
2. Детали разворачивают в противоположные стороны относительно линии соединения, припуски укладывают в разные стороны и фиксируют посредством отделочных строчек на равном расстоянии от строчки стачивания ( ш.ш. 1-10 мм).Соединительный накладной с открытым срезом
Область применения: соединение частей прокладок, настрачивание тесьмы, втачивание нижнего воротника в горловину изделия (зигзагообразной строчкой)
Описание процесса выполнения с возможными ТУ:
Детали накладывают друг на друга изнанкой на лицевую сторону с заходом 8-12 мм и прокладывают строчку ш.ш. 4-6 ммСоединительный накладной с закрытым срезом

Область применения: присоединение кокеток, настрочных планок, накладных карманов, втачивание нижнего воротника в горловину изделия
Описание процесса выполнения с возможными ТУ:
1. Край верхней детали заутюживают наизнанку на 5-12 мм
2. На лицевой стороне нижней детали намечают линию ориентирования сгиба верхней детали.
3. Верхнюю деталь накладывают на лицевую сторону нижней сгибом к намеченной линии (реже с совмещением срезов) и настрачивают ш.ш. 1-5 мм Соединительный настрочной с открытым срезомОбласть применения: соединение боковых, плечевых срезов, средних срезов спинок при наличии отделочной строчки, в т.ч. в изделиях из кожи, замши, плащевых материалов.
Описание процесса выполнения с возможными ТУ:
1. Детали складывают лицевыми сторонами вовнутрь, с совмещением срезов, и стачивают ш.ш. 7-15 мм
2. Детали разворачивают в противоположные стороны относительно линии соединения, припуски закладывают в одну из сторон и настрачивают (чаще с лицевой стороны) ш.ш. 1-10 мм Соединительный настрочной с закрытым срезом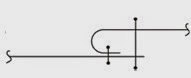
Область применения: соединение срезов при наличии отделочной строчки, в т.ч. в изделиях из кожи, замши, плащевых тканей для более объемного шва.
Описание процесса выполнения с возможными ТУ:
1. Детали складывают лицевыми сторонами вовнутрь, с выходом нижней детали за верхнюю на 5-7 мм, и стачивают ш.ш. 5-10 мм
2. Детали разворачивают в противоположные стороны относительно линии соединения, припуски закладываются в одну сторону и настрачивают (с лицевой стороны) ш.ш. 6-11 мм
! В этом месте внимательный читатель споткнется на информации о соединительном бельевом запошивочном шве. В схеме классификации он как бы один, на самом деле их два: соединительный бельевой запошивочный узкий и соединительный бельевой запошивочный широкий. Когда мне будет не лень, я схемку классификации скорректирую;) А информацию в этом сообщении приведу уже для двух швов. Соединительный бельевой запошивочный узкий
Область применения: обработка швов постельного и нательного белья, рабочей одежды
Описание процесса выполнения с возможными ТУ:
1. Детали складывают лицевыми сторонами вовнутрь, с выходом нижней детали за верхнюю на 7-8 мм. Нижней деталью огибается срез верхней и на расстоянии 1 мм от среза нижней детали прокладывается строчка.
2. Детали раскладываются в противоположные стороны относительно линии соединения. «Запакованные» припуски деталей разворачивается относительно строчки в сторону верхней детали и настрачивается на расстоянии 1 мм от сгиба.Соединительный бельевой запошивочный широкий

Область применения: обработка швов постельного и нательного белья, рабочей одежды
Описание процесса выполнения с возможными ТУ:
1. Детали складывают лицевыми сторонами вовнутрь, с выходом нижней детали за верхнюю на 8 мм. Детали стачивают ш.ш. 8-9 мм
2.Припуском нижней детали огибают срез верхней детали, затем припуск перегибают в сторону верхней детали относительно линии соединения, а детали разворачивают в противоположные стороны. Припуски настрачивают на верхнюю деталь ш.ш. 1 мм.Соединительный бельевой двойной
Область применения: обработка швов постельного и нательного белья, рабочей одежды
Описание процесса выполнения с возможными ТУ:
1. Детали складывают изнанкой вовнутрь, срезы уравнивают. Детали стачивают ш.ш. 3-4 мм.
2. Шов выправляется изнаночной стороной наружу, выправляется на ребро. С изнаночной стороны прокладывается строчка ш.ш. 5-6 мм Соединительный бельевой взамок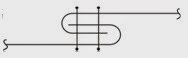
Область применения: обработка швов постельного и нательного белья, рабочей одежды
Описание процесса выполнения с возможными ТУ:
1. Припуск на шов 6-8 мм верхней детали заутюживают на изнаночную сторону, нижней детали – на лицевую сторону
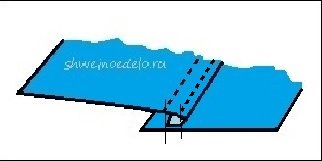
2. Детали складывают, окантовывая припусками одной детали срез другой. Прокладывают две строчки ш.ш 1 мм от сгибов. Соединительный шов встык
Область применения: соединение частей прокладок. Нетрадиционное соединение деталей одежды с элементами отделки.
Описание процесса выполнения с возможными ТУ: Детали накладывают на полоску х/б ткани (подложку) на 10-20 мм изнанкой вниз встык друг другу (или с фиксированным расстоянием между срезами) и настрачивают ш.ш.5-10 ммsigolochky.blogspot.com
Сварочные швы: виды швов и соединений
В процессе выполнения сварочных работ получаются различные соединения. Сварочные швы способны соединять не только металлы, но и другие разнородные материалы. Состыкованные в неразъемный узел элементы представляют собой соединение, которое можно разграничить на несколько участков.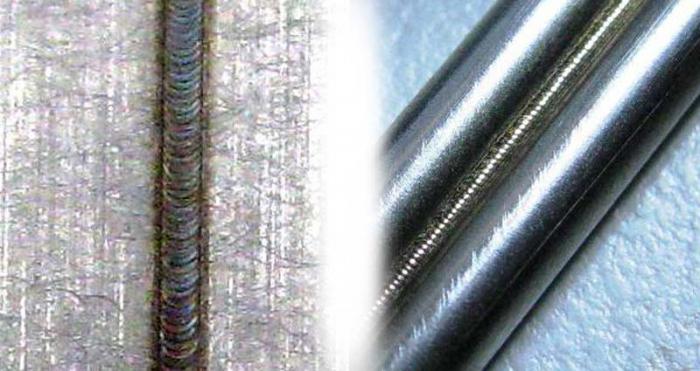
Зоны сварочного соединения
Соединение, полученное в процессе сварки, разбивают на такие зоны:
- Место сплавления – граница между основным металлом и металлом полученного шва. В этой зоне находятся зерна, которые отличаются по своей структуре от состояния основного металла. Происходит это из-за частичного расплавления во время сварочного процесса.
- Область термического влияния – зона основного металла, которая не подверглась оплавлению, хотя в процессе нагрева металла структура ее была изменена.
- Сварочный шов – участок, который образовался во время кристаллизации в процессе остывания металла.
Типы сварочных соединений
В зависимости от расположения стыкуемых изделий друг относительно друга соединения делятся на такие типы:
- Встык. Состыковка элементов конструкции осуществляется в одной плоскости торцами друг к другу. В зависимости от различной толщины соединяемых деталей торцы могут относительно друг друга вертикально смещаться.
- Угловое соединение. В этом случае совмещение торцов производится под углом. Сварочный процесс осуществляется на примыкающих краях деталей.
- Соединение внахлест. Детали под сварку расположены параллельно с частичным перекрытием.
- Торцевое соединение. Свариваемые элементы совмещены параллельно друг другу и состыкованы по торцам.
- Тавровое соединение. В этом случае торец одной детали примыкает к боковой части другой под углом.
Сварочные соединения также характеризуют виды сварочных швов, квалифицировать которые можно по некоторым признакам.
Показатели сварного шва
Существует несколько параметров, по которым можно охарактеризовать все полученные сварочные швы:
- ширина – это размер между границами шва, которые прорисовываются видимыми линиями сплавления;
- корень шва – обратная его сторона, которая находится в максимальной удаленности от лицевой части;
- выпуклость – определяется в наиболее выпуклой части шва и обозначается расстоянием от плоскости основного металла до границы наибольшего выступа;
- вогнутость – этот показатель актуален, если имеет место в сварном шве, потому что, по сути, является дефектом; определяется данный параметр в том месте, где шов имеет наибольший прогиб - от него до плоскости основного металла измеряется размер вогнутости;
- катет шва – он имеет место только в угловом и тавровом соединении; измеряется этот показатель наименьшим расстоянием от боковой поверхности одной свариваемой детали до ограничительной линии шва на поверхности второй.
Виды швов по способу выполнения
- Односторонние сварочные швы. Они выполняются с полным проплавлением металла по всей длине.

- Двухстороннее исполнение. По технологии после выполнения односторонней сварки, удаляется корень шва, и только после этого выполняется сварка с другой стороны.
- Однослойные швы. Выполняются однопроходной сваркой с одним наплавленным валиком.
- Многослойные швы. Их применение целесообразно при большой толщине металла, то есть когда выполнить сварку в один проход не представляется возможным по технологии. Слой шва будет состоять из нескольких валиков (проходов). Это позволит ограничить распространение области термического воздействия и получить прочный и качественный сварной шов.

Виды сварочных швов по пространственному положению и протяженности
Различают такие положения сварки:
- нижнее, когда свариваемый шов находится в нижней горизонтальной плоскости, т. е. под углом 0º относительно земли;
- горизонтальное, направление сварки ведется горизонтально, а деталь может находиться под углом от 0º до 60º;
- вертикальное, в этом положении свариваемая поверхность находится в плоскости от 60º до 120º, и сварка ведется в вертикальном направлении;
- потолочное, когда работа проводится под углом 120-180º, то есть сварочные швы расположены над мастером;
- "в лодочку", это положение относится только к угловым или тавровым соединениям, деталь выставляется под наклоном, и сварка ведется «в угол».
Разбивка по протяженности:
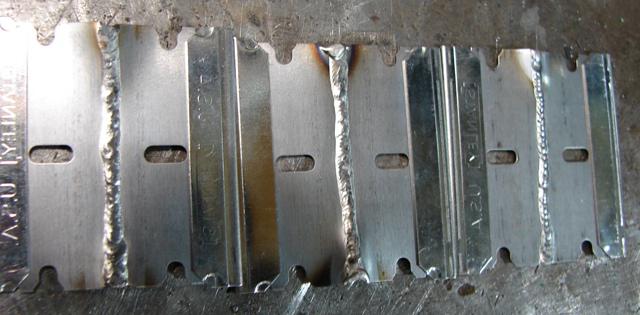
- непрерывные, так выполняются практически все швы, но бывают и исключения;
- прерывистые швы, они имеют место только в угловых соединениях; двухсторонние швы такого типа могут выполняться как в шахматном, так и в цепном порядке.
Разделка кромок
 Эта конструктивная особенность применяется в том случае, когда толщина металла, используемого для сварки, больше размера 7 мм. Разделка кромок – это удаление металла с кромок в определенной форме. Данный процесс выполняется при однопроходной сварке стыковых швов. Это необходимо для того, чтобы получить правильный сварочный шов. Что касается толстого материала, разделка необходима для того, чтобы проплавить первоначально корневой проход и затем следующими наплавляемыми валиками, равномерно заполняя полость, проварить металл по всей толщине.
Эта конструктивная особенность применяется в том случае, когда толщина металла, используемого для сварки, больше размера 7 мм. Разделка кромок – это удаление металла с кромок в определенной форме. Данный процесс выполняется при однопроходной сварке стыковых швов. Это необходимо для того, чтобы получить правильный сварочный шов. Что касается толстого материала, разделка необходима для того, чтобы проплавить первоначально корневой проход и затем следующими наплавляемыми валиками, равномерно заполняя полость, проварить металл по всей толщине.
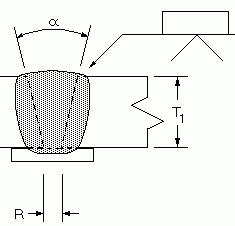
Разделку кромок можно выполнять, если толщина металла не меньше 3 мм. Потому что более низкое ее значение приведет к прожогам. Разделка характеризуется такими конструктивными параметрами: зазор – R; угол разделки кромок – α; притупление – с. Расположение этих параметров показывает чертеж сварочного шва.
Разделка кромок увеличивает количество расходных материалов. Поэтому данную величину всячески пытаются минимизировать. Она подразделяется на несколько видов по конструктивному исполнению:
- V-образная;
- X-образная;
- Y-образная;
- U-образная;
- щелевая.
Особенности разделки кромок
Для малых толщин свариваемого материала от 3 до 25 мм обычно применяется односторонняя V-образная разделка. Скос может выполняться на обоих торцах или на одном из них. Металл толщиной 12-60 мм целесообразно сваривать с двухсторонней X-образной разделкой. Угол α при разделке в X, V форме равен 60º, если скос выполняется только на одной кромке, тогда значение α будет равно 50º. Для толщины 20-60 мм наиболее экономным будет расход наплавляемого металла при U-образной разделке. Скос также может быть выполнен по одному или по обоим торцам. Притупление составит 1-2 мм, а значение зазора будет равно 2 мм. Для большой толщины металла (свыше 60 мм) самым эффективным способом будет щелевая разделка кромок. Для сварного соединения очень важна данная процедура, она влияет на несколько факторов шва:
- работоспособность соединения;
- прочность и качество сварного шва;
- экономичность.
Стандарты и ГОСТы
- Ручная дуговая сварка. Сварочные швы и соединения по ГОСТу 5264-80 включают типы, конструктивные размеры для сварки, покрытые электродами во всех пространственных положениях. Сюда не входят только трубопроводы из стали.
- Сварка стальных трубопроводов. ГОСТ 16037-80 – определяет основные типы, разделку кромок, конструктивные размеры при механизированном способе сваривания.
- Сварка трубопроводов из меди и медно-никелевых сплавов. ГОСТ 16038-80.
- Дуговая сварка алюминия. Швы сварные. ГОСТ 14806-80 – форма, размеры, подготовка кромок для ручной и механизированной сварки алюминия и его сплавов, процесс выполняется в защитной среде.
- Под флюсом. ГОСТ 8713-79 – сварочные швы и соединения выполняются автоматической или механизированной сваркой на весу, на флюсовой подушке. Распространяется на толщину металла от 1,5 до 160 мм.
- Сварка алюминия в инертных газах. ГОСТ 27580-88 – стандарт на ручную, полуавтоматическую и автоматическую сварку. Она выполняется неплавящимся электродом в инертных газах с присадочным материалом и распространяется на толщину алюминия от 0,8 до 60 мм.
Обозначение сварочного шва
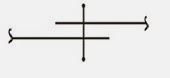
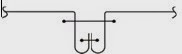
Согласно нормативным документам наличие сварочных швов показывается на сборочных чертежах или на общем виде. Изображаются сварочные швы сплошными линиями, если они видимые. А если наоборот - то штриховыми отрезками. От данных линий отводятся выноски с односторонними стрелками. Условное обозначение сварочных швов выполняется на полке от выноски. Надпись делается над полкой, если шов находится на лицевой стороне. В обратном варианте обозначение будет находиться под полкой. Сюда включается информация о шве в такой последовательности:
- Вспомогательные знаки. На пересечении выноски с полкой может стоять значок:
○ – замкнутый шов;
┐ – сварка шва производится при монтаже.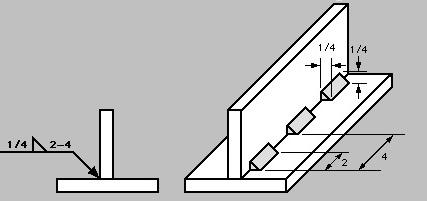
- Обозначение сварочных швов, их конструктивных элементов и ГОСТ соединения.
- Наименование шва по стандарту.
- Способ сварки по нормативным стандартам.
- Указывается катет, этот пункт касается только угловых соединений.
- Прерывистость шва, если таковая имеет место. Здесь указывается шаг и расположение отрезков сварки.
- Дополнительные значки вспомогательного значения. Рассмотрим их отдельным пунктом.
Вспомогательные обозначения
Эти знаки также наносятся сверху полки, если сварочный шов на чертеже видимый, и под ней, когда невидимый:
- снятие усиления шва;
- обработка поверхности, которая обеспечит плавный переход к основному металлу, исключив наплывы и неровности;
- шов выполняется по незамкнутой линии; этот знак применяется только к видимым на чертеже сварочным швам;
- чистота обработки поверхности сварного соединения.
Для упрощения, если все швы конструкции выполнены по одному ГОСТу, имеют одинаковые разделки кромок и конструктивные размеры, обозначение и стандарт на сварку указываются в технических требованиях. В конструкции могут быть не все, но большое количество одинаковых швов. Тогда их разбивают по группам и присваивают им порядковые номера в каждой группе в отдельности. На одном шве указывают полное обозначение. На остальных ставят только порядковые номера. Количество групп и число швов в каждой из них должно быть указано в нормативной документации.
fb.ru










