Вертикальная швейная машина и способ
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Обычное стеганое одеяло будет иметь мат или эквивалентный наполнитель из легкого материала с открытыми порами или пористого материала, зажатого между более прочной и/или привлекательной тканью или листами ткани. Такие стеганые одеяла можно изготавливать в промышленных масштабах, сначала сшивая многослойные компоненты вместе по периметру, а затем сшивая или сшивая их вместе вдоль узорчатых швов, отстоящих внутрь от периметров. Другие изделия, имеющие многослойную ткань или листы ткани без какого-либо прослоенного наполнителя, или даже одиночный лист, также могут иметь соответствующие внутренние узорчатые швы или строчки для скрепления листов вместе и/или исключительно в декоративных целях.
В большинстве коммерческих машин для квилтинга или сшивания листов ткани используется рама по периметру, к которой может быть прижат гибкий лист(ы) в растянутом виде. Рамка листа, выровненная по горизонтали, затем будет манипулироваться, чтобы поместить ее зажатый лист (листы) между противолежащими верхними или игольными головками и нижним крючком или базовыми компонентами швейной машины, которая будет прошивать лист (листы) для завершения. узорчатые внутренние швы. Для этого предусмотрены перпендикулярно расположенные направляющие по осям «X» и «Y» для листовой рамы и/или швейной машины, подходящие для конкретных комбинаций относительных перемещений по осям «X» и «Y» между листовой рамой. и швейная машина для создания желаемых узорных швов.
узорчатые внутренние швы. Для этого предусмотрены перпендикулярно расположенные направляющие по осям «X» и «Y» для листовой рамы и/или швейной машины, подходящие для конкретных комбинаций относительных перемещений по осям «X» и «Y» между листовой рамой. и швейная машина для создания желаемых узорных швов.
Один такой тип швейной машины имеет вертикально разделенные и противоположные игольные головки и базовые компоненты швейной машины, неподвижные в горизонтальном положении, а рама листа и зажатый лист(ы) перемещаются только горизонтально вдоль осей «X» и «Y» относительно к противоположным рабочим компонентам швейной машины и между ними, чтобы проследить шаблонные швы на зажатом(ых) листе(ах). Тем не менее, чтобы обеспечить полное покрытие узорчатым швом большей части внутренней части листа, направляющая и/или структура рамы, и/или зазор для фактических перемещений рамы листа должны быть расширены по горизонтали примерно до четырехкратного размера рамы листа. Усовершенствованный тип швейной машины дополнительно предусматривает, что противоположные головка швейной машины и базовые компоненты перемещаются только в унисон по оси «X» или из стороны в сторону рамы листа, что снижает требования к размеру рамы швейной машины почти наполовину. при этом примерно в два раза больше листового каркаса. Другой усовершенствованный тип швейной машины дополнительно перемещает швейную машину только по оси «Y» или вдоль рамы листа, снова уменьшая требования к размеру швейной машины почти наполовину, но все же больше, чем сама рама листа.
при этом примерно в два раза больше листового каркаса. Другой усовершенствованный тип швейной машины дополнительно перемещает швейную машину только по оси «Y» или вдоль рамы листа, снова уменьшая требования к размеру швейной машины почти наполовину, но все же больше, чем сама рама листа.
Таким образом, поскольку зажатые листы растягиваются до полного размера и ориентируются горизонтально при сшивании на большинстве, если не на всех, существующих машинах для сшивания внутренних швов, такие машины для сшивания требуют большей площади, чем гибкие простыни или само одеяло. , а часто и в несколько раз больше этого минимального размера. Кроме того, дополнительное пространство на полу, по меньшей мере, такое же большое, как и рама листа, обычно требуется для поддержки рамы листа, когда она находится вне швейной машины, например, когда гибкий лист(ы) прижат к раме листа или удален из него.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к машине и способу стачивания внутренних узорчатых швов на гибких тканевых листовых изделиях, в частности, на лоскутных одеял.
Основная цель настоящего изобретения состоит в том, чтобы предложить усовершенствованную швейную машину и ее способ сшивания, которые значительно уменьшают требуемую для нее площадь пола по сравнению со швейными машинами предшествующего уровня техники.
Специфическим признаком изобретения является усовершенствованный способ сшивания гибкого листа(ов) по внутреннему рисунку или швам, отстоящим от периметра листа(ов), который включает ориентацию листа(ов) по существу вертикально во время такого сшивания. Рабочий инструмент или швейная машина направляется вдоль «X», или горизонтальной оси, и «Y», или вертикальной оси, контролируемым образом, продиктованным обычными приводами и органами управления. Вертикальная ориентация заготовки или листа (листов) позволяет швейной машине практиковать этот метод с требованиями к ширине рамы, сравнимыми с шириной листа (листов), которые сшиваются, но меньше и практически не зависит от длины листа. (s) сшивается, что снижает требования к горизонтальной площади пола для такой швейной машины.
Другим характерным признаком изобретения является создание горизонтально компактной швейной машины и конвейера для нее, предназначенных для перемещения листа (листов), предназначенных для сшивания, через машину и мимо компонентов швейной машины, чтобы затем управляться автоматически с помощью обычных средств управления, что дает швейная машина и метод, который может практиковаться оператором, работающим не полный рабочий день, а это означает, что один оператор сможет справляться с рабочими требованиями нескольких подобных одновременно работающих швейных машин, сгруппированных вокруг оператора.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Эти и другие цели, особенности или преимущества изобретения станут более понятными и оцененными после рассмотрения следующего описания изобретения, которое включает как часть прилагаемые чертежи, на которых:
РИС. 1 представляет собой вид в перспективе швейной машины, подходящей для работы согласно способу изобретения, где внешние панели не показаны для ясности раскрытия основных рабочих компонентов;
РИС. 2 представляет собой вид в перспективе мостовой конструкции швейной машины по фиг. 1, с более крутого угла обзора;
2 представляет собой вид в перспективе мостовой конструкции швейной машины по фиг. 1, с более крутого угла обзора;
РИС. 3 представляет собой увеличенный вид в разрезе по линиям 3-3 на фиг. 2;
РИС. 4 представляет собой вид сверху привода платформы, используемого в конструкции моста, показанной на фиг. 3;
РИС. 5 — вид сбоку траверсы конвейера и установленного на ней типичного захвата листов;
РИС. 6 — вид сверху крепления и привода стойки со стороны моста, а также конструкции бокового зажима, используемой в швейной машине, показанной на фиг. 1;
РИС. 7 представляет собой вид сбоку части конструкции бокового зажима по фиг. 6, и конструкции нижнего зажима, используемой в швейной машине, показанной на фиг. 1.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ИЗОБРЕТЕНИЯ
Конкретная швейная машина 10, которая будет раскрыта, представляет собой предпочтительный вариант осуществления, который будет легко использоваться для работы в соответствии со способом изобретения. Для ясности и простоты раскрытия не все компоненты или конкретные детали компонента проиллюстрированы на всех фигурах, если они могут появиться и должным образом проиллюстрированы на другой фигуре; и обычные компоненты могут быть не проиллюстрированы в точных деталях.
Для ясности и простоты раскрытия не все компоненты или конкретные детали компонента проиллюстрированы на всех фигурах, если они могут появиться и должным образом проиллюстрированы на другой фигуре; и обычные компоненты могут быть не проиллюстрированы в точных деталях.
Швейная машина 10 имеет раму 12, состоящую из основания 13 и передних вертикальных боковых стоек 14 и задних вертикальных боковых стоек 16, выступающих вверх от основания. Поперечный мост 22, состоящий из горизонтально разделенных передней и задней балок 24, 26, проходящих между концевыми элементами 28, заканчивается рядом с задними вертикальными стойками 16, а направляющие средства 30 взаимодействуют между концевыми элементами 28 моста и задними вертикальными стойками 16, удерживая мост 22 в двигаться вертикально вдоль задних боковых стоек 16 с балками 24, 26 моста, выровненными в основном горизонтально. Приводы 32 точно синхронно перемещают концевые элементы 28 моста по вертикали вдоль боковых колонн 16, поддерживая мост в горизонтальном положении.
Противовесы 36 направляются вертикально вдоль задних вертикальных стоек 16 с помощью обычных средств (не показаны), а тросы 38, протянутые через шкивы в верхней части боковых стоек 16, соединяют противовес и поперечный мост вместе, чтобы компенсировать гравитационное смещение моста 22 во время его вертикального перемещения.
Монтажные платформы 44, 46 установлены на передней и задней балках 24, 26 моста соответственно, а направляющие средства 40 взаимодействуют между платформами и балками моста, позволяя платформам перемещаться по длине балки, как правило, между концевыми элементами 28 моста. Приводы 42 предназначены для одновременного точного синхронного перемещения платформ 44, 46 вдоль балок, удерживая их прямо напротив друг друга и выровняя по горизонтали.
Для каждой балки-платформы предусмотрен отдельный привод 42, и в проиллюстрированном варианте осуществления она включает рейку 43а, прикрепленную к балке и зацепляемую шестерней 43b, приводимой в движение мотор-редуктором 43с, установленным на платформе 44 или 46. Приводы 32 для моста 22 может быть аналогичным, с отдельными стойками, прикрепленными к разным вертикальным задним боковым стойкам 16, а шестерни и мотор-редукторы снесены с противоположных концевых элементов моста 28.
Приводы 32 для моста 22 может быть аналогичным, с отдельными стойками, прикрепленными к разным вертикальным задним боковым стойкам 16, а шестерни и мотор-редукторы снесены с противоположных концевых элементов моста 28.
Монтажная платформа 48 переносится на платформу передней балки 44, и направляющие средства 50 взаимодействуют между платформами 44, 48 для перемещения платформы 48 только в направлении, нормальном к длине балки, и/или движения платформы 44 вдоль балки 24. Линейный привод 52, такой как пневматический цилиндр соединенный между платформами 44, 48, приводит платформу 48 в движение к задней платформе 46 и от нее, когда это необходимо.
Взаимодействующие компоненты 54, 56 обычной швейной машины 58 установлены соответственно на передней и задней монтажных платформах 44 (через платформу 48) и 46; компонент 54 обычно представляет собой иглу или компонент головки, а компонент 56 представляет собой крючок или базовый компонент швейной машины. Таким образом, игла швейной машины и компоненты крючка 54, 56 разнесены по горизонтали, как показано на фиг. 3, подходит для обеспечения прохода между ними гибкого листа (листов), подлежащего сшиванию (показан только пунктиром как 57), а привод 52 позволяет перемещать игольчатый компонент 54 по горизонтали в направлении и от крючкового компонента 56, подходящий при сложении вместе для быть в рабочем противодействии и непосредственном взаимодействии для сшивания листа (листов) 57 для образования намеченных внутренних узорных швов.
3, подходит для обеспечения прохода между ними гибкого листа (листов), подлежащего сшиванию (показан только пунктиром как 57), а привод 52 позволяет перемещать игольчатый компонент 54 по горизонтали в направлении и от крючкового компонента 56, подходящий при сложении вместе для быть в рабочем противодействии и непосредственном взаимодействии для сшивания листа (листов) 57 для образования намеченных внутренних узорных швов.
Конвейерная система 60 с бесконечной петлей расположена на раме 12 с разделенными приводными ремнями 61, продолжающимися в виде передней и задней вертикальных ветвей 62, 64, а также нижней и верхней горизонтальных ветвей 63, 65, с плоскостью, определяемой задней вертикальной ветвью 64, специально проходящей между противоположными иглами и компонентами 54, 56 швейной машины с челноком. Горизонтальные поперечины 68a, 68b и 68c соединены между приводными ремнями 61, каждый из которых имеет зажимы 70, предназначенные для захвата и удержания растянутого переднего конца гибкой ткани. лист(ы) для сшивания на машине 10; до, во время и даже после такого сшивания. Горизонтальные ролики 74 также установлены рядом с передним и задним, а также верхним и нижним углами между направляющими конвейерными трассами 62, 63, 64, 65, чтобы направлять и/или поддерживать переносимый(ые) лист(ы) вокруг углов петли. Валки 74 могут вращаться с окружной скоростью, соответствующей скорости движения конвейерной системы. Горизонтально вытянутые опоры (не показаны) также могут быть расположены как под нижней, так и под верхней горизонтальными петлями 63, 65 для поддержки гибкого листа (листов), проходящего через такие места.
лист(ы) для сшивания на машине 10; до, во время и даже после такого сшивания. Горизонтальные ролики 74 также установлены рядом с передним и задним, а также верхним и нижним углами между направляющими конвейерными трассами 62, 63, 64, 65, чтобы направлять и/или поддерживать переносимый(ые) лист(ы) вокруг углов петли. Валки 74 могут вращаться с окружной скоростью, соответствующей скорости движения конвейерной системы. Горизонтально вытянутые опоры (не показаны) также могут быть расположены как под нижней, так и под верхней горизонтальными петлями 63, 65 для поддержки гибкого листа (листов), проходящего через такие места.
Эффективная вертикальная высота заднего конвейера 64 превышает длину листа (листов) ткани, подлежащего сшиванию, в результате чего задние части листа (листов) ткани могут подвешиваться или свисать вертикально ниже зажимной поперечной планки 68с, когда они находятся вблизи верхней части заднего вертикального конвейера 64, включая прохождение между противолежащими иглой и челноком компонентов швейной машины 54, 56. Ширина конвейерной системы, включая длину зажимных стержней 68а, 68b, 68с, превышает ширину гибкого лист(ы) для сшивания.
Ширина конвейерной системы, включая длину зажимных стержней 68а, 68b, 68с, превышает ширину гибкого лист(ы) для сшивания.
Боковые зажимы 76 (ФИГ. 6 и 7) предусмотрены на раме 12 и проходят вдоль противоположных сторон заднего вертикального конвейера 64, причем каждый зажим состоит из удлиненных стержней 77a, 77b, разделенных по горизонтали и выровненных таким образом, чтобы перекрывать противоположные передние и задние стороны листа(ов) (обозначены пунктиром как 57) как подвешенные к поперечине 68с, проходящие также между верхней передней и нижней задней кромками листа(ов). Линейный привод или пневматический цилиндр 78 можно привести в действие для смещения прижимной планки 77а по направлению к прижимной планке 77b для захвата вертикальных боковых краев листа(ов). Линейный привод или пневмоцилиндр 79затем можно привести в действие, чтобы слегка развести зажимы противоположной стороны по горизонтали в плоскости подвешенного(ых) листа(ов), чтобы плотно растянуть их из стороны в сторону. Нижний зажим 80, состоящий из горизонтально противоположных стержней 81а, 81b, может быть дополнительно предусмотрен на раме 12 вдоль нижней задней кромки подвешенного(ых) листа(ов) с пневмоцилиндром 82, приводящим в действие стержень 81а, поперечный к подвешенному(ым) листу(ам), для захвата его дно. После захвата конвейерная система 60 может двигаться вертикально вверх, чтобы плотно натянуть лист(ы) сверху вниз или от передней кромки до задней кромки.
Нижний зажим 80, состоящий из горизонтально противоположных стержней 81а, 81b, может быть дополнительно предусмотрен на раме 12 вдоль нижней задней кромки подвешенного(ых) листа(ов) с пневмоцилиндром 82, приводящим в действие стержень 81а, поперечный к подвешенному(ым) листу(ам), для захвата его дно. После захвата конвейерная система 60 может двигаться вертикально вверх, чтобы плотно натянуть лист(ы) сверху вниз или от передней кромки до задней кромки.
Предпочтительная общая длина петли бесконечной конвейерной системы будет немного превышать трехкратную длину гибкого листа (листов), подлежащего сшиванию, при этом на конвейерной петле могут быть предусмотрены три поперечины 68a, 68b, 68c, расположенные на равном расстоянии друг от друга, каждая из которых продвинулся на одну треть пути вокруг петли во время индексного цикла конвейерной системы. Кроме того, размер петли может быть пропорционален таким образом, что положения трех поперечных стержней после каждого индекса конвейера будут располагаться соответственно как 68a в положении передней загрузки на переднем вертикальном участке 62 петли, как 68b в положении готовности, но перед сшиванием рядом с изгиб или соединение между нижней горизонтальной петлевой ветвью 63 и задней вертикальной ветвью 64, а также 68с в рабочем положении строчки рядом с верхним концом задней вертикальной дорожки 64.
Растянутый передний конец гибкого(ых) листа(ов), подлежащего сшиванию, может быть прикреплен вручную или другим способом к траверсе конвейера в положении 68а, остановленном на удобной высоте над полом. Один индекс конвейерной системы продвигает поперечину в положение 68b, унося с собой передний конец гибкого листа (листов), сначала перемещая рейку вниз от исходного положения зажима до нижней части передней вертикальной ветви 62, а затем назад. вдоль нижнего горизонтального участка 63 к заднему вертикальному участку 64. Следующий указатель конвейера продвигает поперечину вверх в положение 68с рядом с вершиной заднего вертикального участка 64. Прошитый(е) лист(ы) будет транспортироваться следующим указателем конвейера. вернуться в положение 68а.
С помощью раскрытой швейной машины 10 один оператор может легко снять сшитый лист с зажимной планки в положении 68а, а затем зажать другой предварительно сшитый лист (листы) на той же поперечной планке; в то время как непосредственно предшествующий поперечный стержень 68b находится в положении готовности у нижнего конца петли 54, в то время как следующий за ним поперечный стержень 68c находится в верхней части заднего вертикального участка, и его зажатый лист (листы) может быть сшит. Поскольку типичный цикл сшивания узорных швов на листе (листах) может занимать от одной до десяти минут, один оператор, вероятно, сможет одновременно обслуживать несколько сгруппированных швейных машин, перемещаясь от одной машины к другой, для значительно снижаются трудозатраты на предварительное формирование такой шовной строчки. Это можно сравнить с большинством обычных швейных машин, в которых используется листовая рама и обычно требуется один оператор для каждой машины.
Поскольку типичный цикл сшивания узорных швов на листе (листах) может занимать от одной до десяти минут, один оператор, вероятно, сможет одновременно обслуживать несколько сгруппированных швейных машин, перемещаясь от одной машины к другой, для значительно снижаются трудозатраты на предварительное формирование такой шовной строчки. Это можно сравнить с большинством обычных швейных машин, в которых используется листовая рама и обычно требуется один оператор для каждой машины.
Одним из важных аспектов раскрытой швейной машины 10 и включенного в нее способа является то, что предварительно сшитые гибкие листы могут быть загружены непосредственно на конвейерную систему 60, а затем перенесены таким образом для подвешивания или свободного свисания по существу в вертикальной плоскости. , после чего лист(ы) можно сложить или растянуть по обеим осям «X» и «Y» и закрепить по его периферийным краям в состоянии перед сшиванием; чтобы можно было сшивать лист(ы). Эта вертикальная ориентация листа (листов) во время сшивания позволяет значительно уменьшить требования к горизонтальному пространству спереди назад или глубину швейной машины по сравнению с имеющимися в продаже швейными машинами, которые сшивают лист (листы), поддерживаемые в горизонтальной плоскости.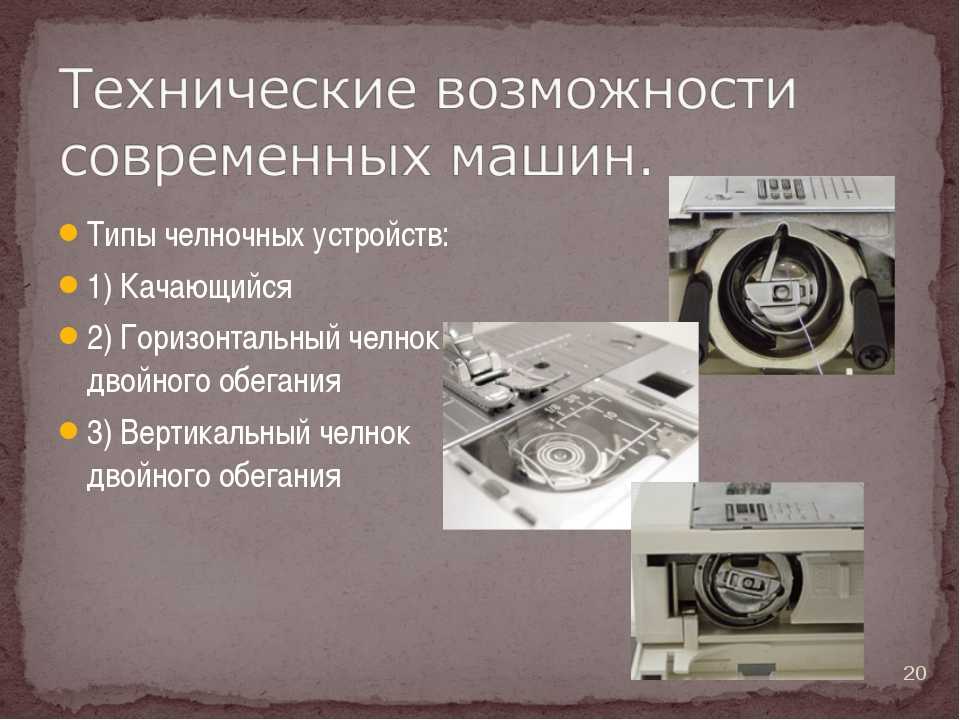 по листовому каркасу. В частности, общие требования к горизонтальному пространству спереди и сзади или глубина самой швейной машины могут быть уменьшены, возможно, до одной шестой или одной трети соответствующего размера наименьшей коммерчески используемой существующей швейной машины.
по листовому каркасу. В частности, общие требования к горизонтальному пространству спереди и сзади или глубина самой швейной машины могут быть уменьшены, возможно, до одной шестой или одной трети соответствующего размера наименьшей коммерчески используемой существующей швейной машины.
Кроме того, отличительная швейная машина и способ работают без дополнительной листовой рамы для удерживания листа (листов) во время и после сшивания, а также без необходимой площади пола за пределами обычной швейной машины для стеллажа предварительно сшитого листа (листов) и удаление сшитых листовых товаров.
Теперь будут обсуждаться дополнительные особенности приводов 32, 42, упомянутых здесь. Приводы 32 должны точно синхронно перемещать противоположные концы перемычки 22 по вертикали, чтобы удерживать перемычку 22 в горизонтальном положении. Приводы 42 должны точно синхронно перемещать платформы 44, 46 балок по длине мостовых балок 24, 26, чтобы компоненты 52, 54 швейной машины оставались в надлежащем взаимодействии, точно выровнены по горизонтали и напротив друг друга. Чтобы обеспечить это, приводы 32, 42 могут включать в себя точные и точные позиционные рычаги с минимальным свободным ходом, такие как проиллюстрированные прецизионные реечные передачи или механизмы с шарико-винтовой передачей с высокими допусками. Кроме того, приводы должны управляться как часть сервомеханизмов, которые используют положение, направление движения или ориентацию компонентов в качестве переменных процесса и обнаруживают любое отклонение от заданных значений или целевых значений, а посредством обратной связи об обнаруженных различиях корректируют ввод. к приводам. Сервомеханизмы и элементы управления этого типа предоставляются компанией Yaskawa Electric America, Inc., имеющей офисы по адресу: 29.42 MacArthur, Northbrook, Ill. 60062, особенно подходящий для использования в раскрытой швейной машине.
Чтобы обеспечить это, приводы 32, 42 могут включать в себя точные и точные позиционные рычаги с минимальным свободным ходом, такие как проиллюстрированные прецизионные реечные передачи или механизмы с шарико-винтовой передачей с высокими допусками. Кроме того, приводы должны управляться как часть сервомеханизмов, которые используют положение, направление движения или ориентацию компонентов в качестве переменных процесса и обнаруживают любое отклонение от заданных значений или целевых значений, а посредством обратной связи об обнаруженных различиях корректируют ввод. к приводам. Сервомеханизмы и элементы управления этого типа предоставляются компанией Yaskawa Electric America, Inc., имеющей офисы по адресу: 29.42 MacArthur, Northbrook, Ill. 60062, особенно подходящий для использования в раскрытой швейной машине.
Кроме того, взаимодействующие противоположные головки иглы и основные компоненты швейной машины поддерживаются и работают в точном унисоне, как в отношении скорости, так и положения компонентов, за счет использования таких сервомеханизмов и элементов управления с обратной связью, в частности, включая использование блокировки ведущих и ведомых отдельных двигателей, приводящих в действие отдельные соответствующие компоненты. Это позволяет контролировать работу двигателей отдельных компонентов, когда они отделены друг от друга на противоположных сторонах листа (листов) во время сшивания, и без механического привода между двигателями.
Это позволяет контролировать работу двигателей отдельных компонентов, когда они отделены друг от друга на противоположных сторонах листа (листов) во время сшивания, и без механического привода между двигателями.
Обычные компоненты фотоэлемента (не показаны) могут быть расположены рядом с вертикальным задним отрезком 64 конвейерной системы вблизи ее верхнего конца, что позволяет обнаруживать передний край захваченного(ых) листа(ов), подвешенного(ых) к зажимной планке, и останавливать продвижение конвейера или индексация приближаются к правильному положению строчки. После остановки нижний захватный механизм 80 может быть приведен в действие для удержания задней кромки подвешенного(ых) листа(ов). Ступенчатое продвижение конвейера может растягивать подвешенный(е) лист(ы) вертикально или вдоль оси «Y». Приведение в действие зажимов 76 может захватывать боковые края подвешенного(ых) листа(ов) и привода 79.может растягивать лист (листы) по горизонтали или вдоль оси «X». Все эти этапы стеллажа могут выполняться автоматически с помощью датчиков и/или компьютерного управления, которые в настоящее время используются в швейных машинах.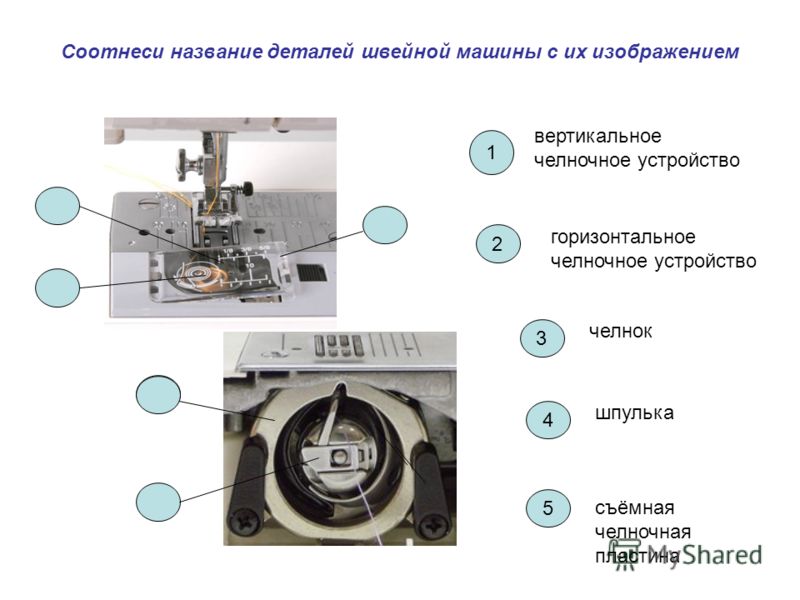 Кроме того, после того, как лист(ы) будет(и) подходящим образом заправлен(ы) в вертикальную ориентацию вдоль пути 64 конвейера, швейная машина может автоматически перемещаться по осям «X» и «Y» по мере необходимости посредством приведения в действие соответствующих приводов 42 и 32 для отследить предполагаемый рисунок шва, опять же, используя обычные компьютерные элементы управления, которые сейчас используются в швейных машинах.
Кроме того, после того, как лист(ы) будет(и) подходящим образом заправлен(ы) в вертикальную ориентацию вдоль пути 64 конвейера, швейная машина может автоматически перемещаться по осям «X» и «Y» по мере необходимости посредством приведения в действие соответствующих приводов 42 и 32 для отследить предполагаемый рисунок шва, опять же, используя обычные компьютерные элементы управления, которые сейчас используются в швейных машинах.
Несмотря на то, что был проиллюстрирован конкретный вариант осуществления, очевидно, что в него могут быть внесены незначительные изменения без отклонения от сущности изобретения. Соответственно, изобретение должно определяться объемом следующей формулы изобретения.
Вертикальная шпульная машина с декоративными стежками и большим горлом?
26.06.2018, 08:11
# 1
Элемент
Стартер резьбы
Дата регистрации: май 2018 г.
Сообщений: 26
Вертикальная шпульная машина с декоративными стежками и большим горлом?
У меня есть однострочная машина Singer 201-2, но мне бы очень хотелось винтажную машину с декоративным стежком, а также с вертикальной шпулькой для свободного квилтинга с достаточно большим горлом, чтобы стегать одеяло размером с королеву. Мы живем в маленьком доме, и у меня может быть только несколько машин. Эта машина существует? Самый близкий, который я видел, это Singer 401a, но у него горизонтальная шпулька.
Девушка всегда может захотеть!
26.06.2018, 08:14
# 2
Суперчлен
Дата регистрации: Сентябрь 2015 г.
Сообщений: 1 963
Bernina 730 имеет несколько стежков, кажется, 20, только несколько декоративных; но у него очень аккуратный шов. Что касается декоративных строчек, я склоняюсь к Necchi Supernova с двойным кулачком. У меня не так много претензий к моему Supermatic, но ни у одной из моих машин нет такого большого пространства для горла, как у моей 201. Я не знаю, насколько распространены автоматические модели Gritzner 50-х годов, но они выглядят так, как будто у них достаточно места под арфа. Со всем кулачковым механизмом и установочными рычагами в верхней части он занимает место под почти всеми моделями.
Что касается декоративных строчек, я склоняюсь к Necchi Supernova с двойным кулачком. У меня не так много претензий к моему Supermatic, но ни у одной из моих машин нет такого большого пространства для горла, как у моей 201. Я не знаю, насколько распространены автоматические модели Gritzner 50-х годов, но они выглядят так, как будто у них достаточно места под арфа. Со всем кулачковым механизмом и установочными рычагами в верхней части он занимает место под почти всеми моделями.
Последний раз редактировалось Mickey2; 26.06.2018 в 08:23.
26.06.2018, 08:20
# 3
Элемент
Стартер резьбы
Дата регистрации: май 2018 г.
Сообщений: 26
Я проверю этих двоих. Спасибо!
26.06.2018, 12:22
# 4
Запрещено
Дата регистрации: август 2014 г.
Местоположение: Victorian Sweatshop Forum
Сообщений: 4097
Я не думаю, что вы найдете винтажную машину с горловым пространством больше, чем у 201-2. Японские машины имеют такую же площадь, как и старые Зингеры.
Кари
26.06.2018, 13:25
# 5
Суперчлен
Дата регистрации: май 2017 г.
Местоположение: Солнечная Флорида
Сообщений: 4210
Есть ли особая причина, по которой вам нужна вертикальная шпулька вместо горизонтальной? Это личное предпочтение? Один лучше другого для FMQ?
Мне просто интересно, и я надеюсь, что мой вопрос разумен, так как я все еще пытаюсь узнать о FMQ. Мои машины имеют FMQ и горизонтальные шпульки/декоративные строчки, но это не винтажные машины.
26. 06.2018, 13:48
06.2018, 13:48
# 6
Элемент
Стартер резьбы
Дата регистрации: май 2018 г.
Сообщений: 26
Цитата:
Первоначально Послано Cari-in-Oly
Я не думаю, что вы найдете старинную машину с горловым пространством больше, чем у 201-2. Японские машины имеют такую же площадь, как и старые Зингеры.
Cari
Я доволен размером горловины 201-2, но я не вижу много старинных машин с декоративными стежками, которые имеют такой размер горловины.
Насчет японских машин буду иметь в виду. Я этого не знал. Спасибо!
26.06.2018, 13:59
# 7
Элемент
Стартер резьбы
Дата регистрации: май 2018 г.
Сообщений: 26
Цитата:
Первоначально Послано Rhonda K
Есть ли особая причина, по которой вам нужна вертикальная шпулька вместо горизонтальной? Это личное предпочтение? Один лучше другого для FMQ?
Мне просто интересно, и я надеюсь, что мой вопрос разумен, так как я все еще пытаюсь узнать о FMQ. Мои машины имеют FMQ и горизонтальные шпульки/декоративные строчки, но это не винтажные машины.
Я тоже новичок в FMQ. Во время исследования я неоднократно читал, что машины с вертикальным челноком лучше подходят для FMQ, чем машины с горизонтальным челноком (впадающие шпульки), потому что нить должна поворачиваться на 90 градусов в процессе формирования стежка с помощью вставной шпульки (горизонтальный челнок), которая не требуется с вертикальным крюком. Предположительно, горизонтальный крючок с большей вероятностью будет пропускать стежки и вызывать застревание под тканью. Кроме того, предполагается, что на машине с вертикальным челноком легче заменить шпульку, когда у вас закончится нить во время квилтинга.
Кроме того, предполагается, что на машине с вертикальным челноком легче заменить шпульку, когда у вас закончится нить во время квилтинга.
Новые популярные машины, которые продаются специально для FMQ, также имеют вертикальные крюки. Я имею в виду Brother PQ1500SL и Juki TL-2010Q.
Многие люди скажут вам, что они прекрасно умеют FMQ с вставной шпулькой. Я попробовал FMQ с моим Singer 201-2 (вставная шпулька) и мне очень повезло. Тем не менее, люди предпочитают Singer 15-91 для FMQ, потому что у него есть вертикальный крюк. Если вы поищите эту модель здесь, вы увидите, что она очень и очень популярна для FMQ. Я рассматриваю Зингера 15-91, но если я все равно собираюсь покупать машину, то я мог бы также попытаться получить машину, которая делает все это, включая декоративные строчки! Надеюсь, это поможет!
Последний раз редактировалось KimberlyM; 26.06.2018 в 14:03.
26.06.2018, 15:02
# 8
Суперчлен
Дата регистрации: Сентябрь 2015 г.
Сообщений: 1 963
Для конкретных целей вам просто нужно попробовать модель, многое зависит от знакомства с ней. Я знаю, что есть опытные квилтеры, которые настроили модели 66 и 201 специально для FMQ и больше ничего не делают на этой конкретной машине. Я видел, как их использовали в качестве портативных на столе, а также на этих больших рамах. Я не думаю, что должно быть 15, даже если они фавориты. Модели не все одинаковые, крючок, гонка, установка шпульного колпачка различаются даже между моделями с горизонтальной и вертикальной установкой шпульки.
В любом случае, вы поняли, и доказательство уже готово.
26.06.2018, 15:08
# 9
Элемент
Стартер резьбы
Дата регистрации: май 2018 г.
Сообщений: 26
Цитата:
Первоначально Послано Mickey2
Для конкретных целей вам просто нужно попробовать модель, многое зависит от знакомства с ней. Я знаю, что есть опытные квилтеры, которые настроили модели 66 и 201 специально для FMQ и больше ничего не делают на этой конкретной машине. Я видел, как их использовали в качестве портативных на столе, а также на этих больших рамах. Я не думаю, что должно быть 15, даже если они фавориты. Модели не все одинаковые, крючок, гонка, установка шпульного колпачка различаются даже между моделями с горизонтальной и вертикальной установкой шпульки.
Я знаю, что есть опытные квилтеры, которые настроили модели 66 и 201 специально для FMQ и больше ничего не делают на этой конкретной машине. Я видел, как их использовали в качестве портативных на столе, а также на этих больших рамах. Я не думаю, что должно быть 15, даже если они фавориты. Модели не все одинаковые, крючок, гонка, установка шпульного колпачка различаются даже между моделями с горизонтальной и вертикальной установкой шпульки.
В любом случае, вы поняли, и доказательство уже готово.
Я тоже это слышал. Мои первые попытки FMQ с 201-2 были довольно успешными. Я положил катушку с нитками на подставку позади машины, и это, похоже, помогло.
26.06.2018, 16:31
# 10
Суперчлен
Дата регистрации: май 2017 г.
Местоположение: Солнечная Флорида
Сообщений: 4210
Спасибо за объяснение процесса изготовления бобин.