Содержание
Как правильно сметывать ткань? — ответ на Uchi.ru
обы сметать изделие, нужно скопировать все меловые линии с одной стороны детали на другую сторону.
— При переводе меловых линий с помощью меловой доски, колесо резца должно проходить строго посередине меловой линии. Если линия на ткани получилась неровная, выровняйте ее при помощи линейки и лекала.
— Изготовить меловую доску просто. Понадобится портновский мел и небольшой лист фанеры (примерно 40х70 см). Настругайте ножом мел и смешайте с небольшим количеством воды до консистенции густой сметаны. На шершавую сторону фанеры нанесите массу слоем 2-3 мм и, втирая, равномерно распределите ее по всей поверхности. Доска должна просохнуть в течение нескольких дней. У Вас должна получиться ровная меловая поверхность.
— На меловую поверхность укладывайте выкроенные детали, и переводите линии резцом. Все очень просто.
— Для облегчения сметывания, длинные срезы деталей скалывайте булавками.
— Сметочную строчку прокладывайте на расстоянии 1 мм от меловой линии в сторону среза. Ширина припусков на шов на обеих деталях должна быть одинаковой. Обязательно уравнивайте срезы деталей. Проверьте правильность соединения линий. Концы сметочных строчек закрепляйте 2-3-мя обратными стежками для предотвращения распускания строчки во время примерки.
— При сметывании ворсовых тканей (бархат, велюр) прокладывайте две строчки в разном направлении,При выполнении ручных стежков и строчек постоянного назначения (подшивание низа изделия) применяйте нитки совпадающие по цвету с тканьюСметочную строчку удаляйте, разрезая ее через каждые 10-15 см. Все машинные строчки должны быть ровными, без пропусков стежков, стежки равномерно затянутыми.
— Если у Вас получилась кривая строчка, то распорите ее полностью и еще раз стачайте срезы. Недопустимо распарывать шов на участках кривизны и еще раз стачивать этот участок. Нитка на всем протяжении шва должна быть непрерывной.
— Кривые строчки сложно замаскировать с помощью утюжильной обработки, да и эффект будет непродолжительным.
— Стачивающую строчку прокладывайте посередине меловой линии.
— Деталь с посадкой (стачиваемый срез на одной из деталей короче, чем на другой детали) располагайте снизуеталь со сборкой располагайте снизу.
— При соединении двух деталей, одна из которых с косым срезом (волан и т.п.) данную деталь располагают снизу.
— При стачивании деталей с уголком, припуск шва рассекается ножницами не доходя до вершины уголка примерно на 1-2 мм- При стачивании криволинейных деталей (воротники и т.п) припуск срезов на шов обтачивания подрезайте до ширины 3-4 мм. Затем рассекайте его уголками в нескольких местах, чтобы не было натяжения. Рассечка не должна доходить до строчки обтачивания на 2 мм. Внутренние машинные строчки (с изнанки изделия) выполняются хлопчатобумажными нитками.
— Цвет ниток всех внутренних (со стороны изнанки изделия) машинных строчек должен соответствовать цвету ткани.
— Концы внутренних машинных строчек закрепляются обратной машинной строчкой длиной 7-10 мм.
— Концы замкнутых машинных строчек должны заходить один на другой не менее чем на 15-20 мм (прокладывание скрепляющей строчки по низу изделия, втачивание рукавов).В изделиях из шерстяных и шелковых тканей отделочные строчки, петли, закрепки выполняйте шелковыми или синтетическими нитками. Концы отделочных строчек закрепляйте обратной машинной строчкой длиной 5-10 мм.
— Линии фигурных отделочных строчек намечайте по лекалу. Все открытые срезы (видимые со стороны изнанки изделия) должны быть обметаны на оверлоке или швом «зигзаг». Ширина припуска на шов после обметывания по всей длине детали должна остаться одинаковой (1-1,5 см).
— Внутренние швы (припуски шва обтачивания воротника, борта, манжеты и др.) не обметываются.
— Пуговицы со сквозными отверстиями пришивайте нитками в цвет пуговицы; Пуговицы на стойке пришивайте нитками в цвет ткани. Отделочную тесьму пришивайте нитками в цвет тесьмы.
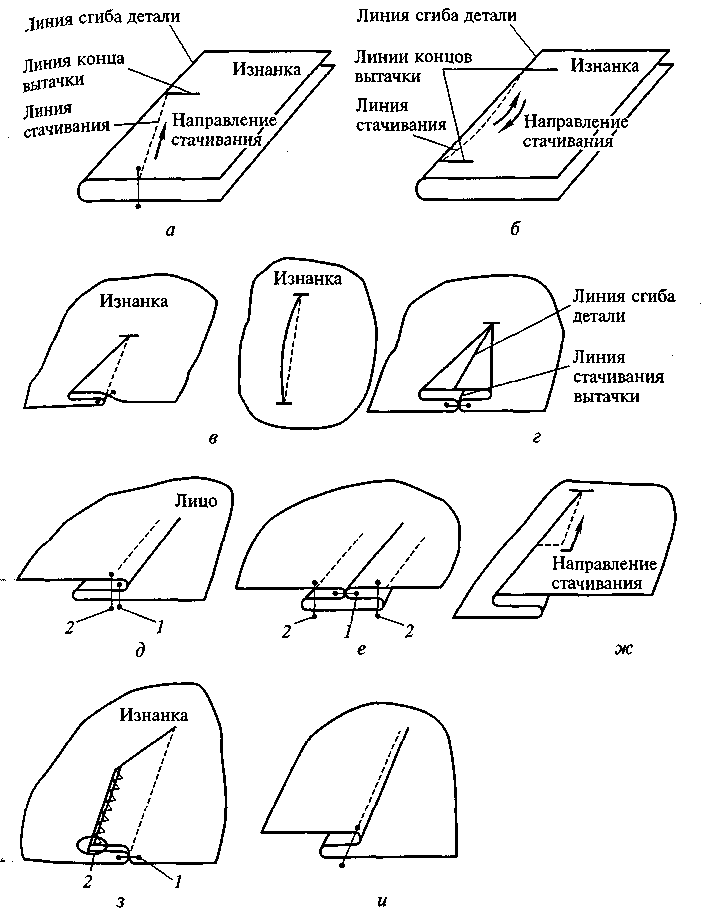
— При стачивании вытачек, строчку прокладывайте от широкого конца вытачки плавно сводя ее на «нет» к узкому концу. Если не сведете плавно строчку на «нет», то у вас в конце вытачки с лицевой стороны получиться уголок, который невозможно будет сутюжить. Распорите строчку и стачайте вытачку снова.При соединении подклада с изделием строчку прокладывайте со стороны подклада.
Если не сведете плавно строчку на «нет», то у вас в конце вытачки с лицевой стороны получиться уголок, который невозможно будет сутюжить. Распорите строчку и стачайте вытачку снова.При соединении подклада с изделием строчку прокладывайте со стороны подклада.
— При соединении двух деталей разной толщины, сверху располагайте деталь меньшей толщины.
Специальные условия при выполнении утюжильных работ.
— В процессе изготовления изделия обязательно утюжьте все машинные строчки. Это процесс называется влажно-тепловой обработкой изделия. До проведения влажно-тепловой обработки удалите нитки сметывания, меловые линии.
— Проверьте на небольшом кусочке «поведение» ткани под утюгом. Правильно выбирайте температурный режим утюгаРис. 9
— Швы утюжьте с изнаночной стороны, до полного прилегания срезов. Не должно быть искажений шва.
— Во избежании растяжения ткани, утюг не рекомендуется «возить», а только переставлять с одного участка шва на другой. Утюжьте ткань по направлению долевой нити.
Утюжьте ткань по направлению долевой нити.
— Влажно-тепловую обработку выполняют обязательно через проутюжильник. В качестве проутюжильника используйте белую хлопчатобумажную или льняную тканьПосле увлажнения изделия пульверизатором или кистью его утюжат до полного удаления влаги; В изделиях из тонких тканей швы заутюживаются из толстых — разутюживаются. Разутюживантие шва выполняют с предварительным приутюживаниемВывернутые и выметанные края деталей (борта, манжеты, воротник) приутюживают сначала с небольшим нажимом с незначительным увлажнением, затем удаляют строчку выметывания и еще раз окончательно приутюживают.
— Удалить с ткани ласы (блеск) можно через влажный проутюжильник. Утюгом слегка прикасайтесь к ткани.
— Вельвет, бархат утюжат осторожно, сложив ткань «лицом к лицу». Утюгом слегка касайтесь ткани. Удобно утюжить бархат и вельвет на щетке с тонкими металлическими иголками. (Такими щетками обычно расчесывают домашних животных). В этом случае ласы будут практически исключены.
— Подкладочные ткани утюжьте без увлажнения. Если ткань плохо утюжиться, то чуть-чуть увлажните проутюжильник и утюжьте через него.
— Изделия из хлопчатобумажных тканей (ситец, сатин, бязь) можно утюжить с изнанки, слегка увлажнив и без проутюжильника.
— После окончательной влажно-тепловой обработки изделие оставляют на плечиках для закрепления формы на 30 минут.
Терминология машинных работ
Существует несколько видов машинных швов, каждый из которых применяется на том или ином этапе обработки изделия. Знание их названий очень важно для правильного выполнения различных швейных операций.
Стачивание — ниточное соединение двух или более деталей около их срезов.
Притачивание — ниточное соединение мелких деталей с крупными.
Обтачивание — ниточное соединение деталей с последующим их выворачиванием.
Втачивание — ниточное соединение по замкнутому или незамкнутому овальному контуру.
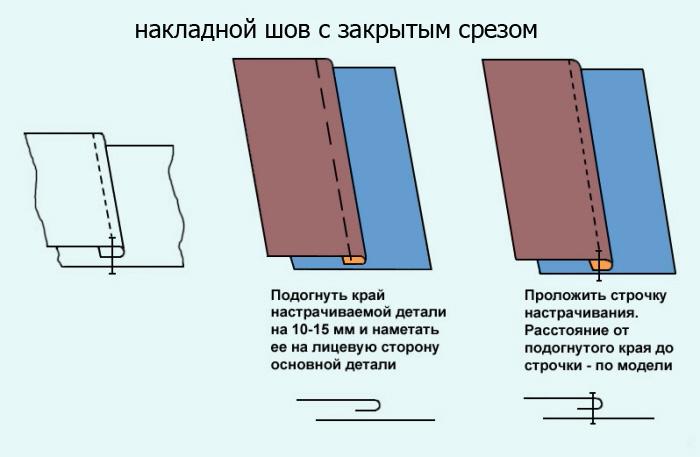
Настрачивание — прокладывание строчки по наложенным друг на друга деталям; закрепление припуска шва или складки, направленных в одну сторону.
Расстрачивание — прокладывание строчек на деталях для закрепления припусков шва, складки, сгибы которых направлены в противоположные стороны.
Застрачивание — прокладывание строчки для закрепления подогнутого края детали или изделия, складок, вытачек, защипов.
Окантовывание — обработка срезов деталей полоской материала или тесьмой для отделки среза или предохранения его от осыпания.
Выстегивание — соединение потайными или сквозными стежками двух или более деталей, наложенных одна на другую, на отдельных участках или по всей поверхности детали.
Технические условия выполнения машинных работ
Номера ниток, машинных игл, частота стежков строчек должны соответствовать толщине основного материала.
Все внутренние строчки выполняют нитками, соответствующими основному цвету лицевой стороны ткани.
Строчки должны быть ровными, эластичными, с равномерным натяжением. Не допускается прорубание материала.
Не допускается прорубание материала.
Отделочные строчки и строчки, видимые со стороны основной ткани и подкладки, выполняют шелковыми или синтетическими нитками. Цвет ниток для отделочных строчек предусматривается моделью.
Концы ниток отделочных строчек выводят наизнанку и завязывают узелки, после чего закрепляют за стежки машинной строчки и обрезают.
Концы обычных строчек закрепляют двойной обратной строчкой длиной 0,7-1 см.
Стачивание срезов сметанных деталей выполняют рядом со сметочной строчкой с одной или другой ее стороны.
Концы замкнутых строчек должны заходить один за другой не менее чем на 1,5-2 см (при втачивании рукава, подшивании низа юбки и т.д.).
При соединении деталей одинаковых размеров и с одинаковым направлением нитей по срезам стачивание можно выполнять со стороны любой детали;
при соединении двух деталей (одна с прямым срезом, другая с косым) деталь с косым срезом кладут снизу на двигатель ткани, а деталь с прямым срезом — сверху;
при соединении двух деталей разной толщины вниз кладут деталь из более толстой ткани;
если срез одной детали по линии стачивания короче среза другой детали, то деталь с более коротким срезом кладут сверху;
при соединении деталей с различным направлением нитей по срезам деталь с более косым срезом помещают вниз;
при соединении деталей, одна из которых имеет незначительную посадку, деталь, которую нужно посадить, помещают вниз;
при соединении деталей, одна из которых имеет значительную посадку, деталь, которую нужно посадить, располагают сверху (для контроля).
Источник: Заварухина Т.М. «Кроем и шьем»
Опубликовано: 2009-04-03 18:19:31
Плоскошлифовальный станок – Производственные процессы 4-5
После прохождения этого модуля вы сможете:
• Определите плоскошлифовальный станок.
• Определение процедур.
• Опишите процедуры «Заправки колеса».
• Опишите кольцевой тест.
• Опишите замену шлифовального круга.
• Опишите процедуру выбора шлифовального круга.
• Перечислите основные абразивы с их общими областями наилучшего использования.
• Перечислите основные облигации с указанием типов приложений, в которых они используются чаще всего.
• Идентифицировать по номеру и названию типа, по немаркированным эскизам или по реальным колесам.
• Интерпретируйте маркировку формы и размера круга вместе с пятью основными символами спецификации круга в описании шлифовального круга.
• Учитывая несколько стандартных, распространенных шлифовальных работ, порекомендуйте подходящий абразив, приблизительный размер зерна, сорт и связку.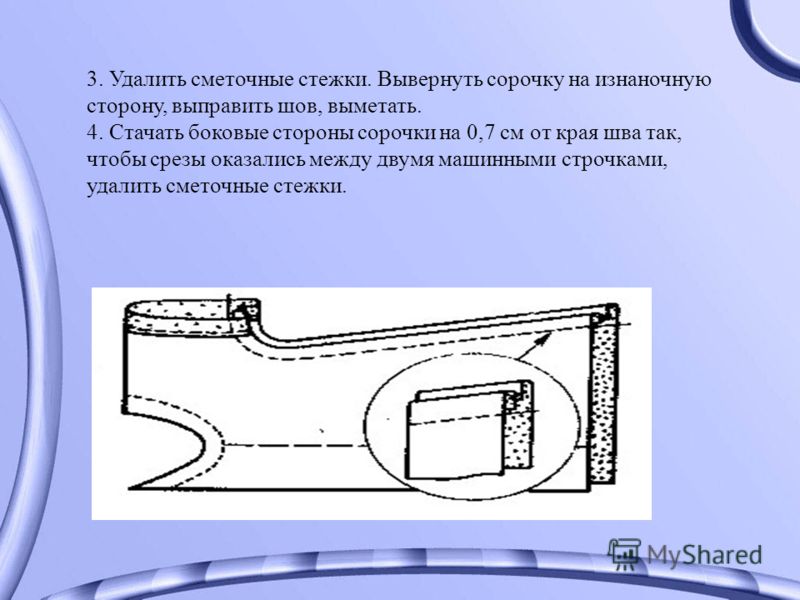
Плоскошлифовальный станок в основном используется в процессе чистовой обработки. Это очень точный инструмент, в котором используется стационарное абразивное вращающееся колесо для бритья или отделки металлической поверхности, которая удерживается на месте тисками. Это тиски, являющиеся частью стола или каретки, которые перемещаются вперед и назад под абразивным кругом. Плоскошлифовальный станок может резать сталь на куски размером не более 18 дюймов в длину, 6 дюймов в высоту и 8 дюймов в ширину. Стол шлифовального станка также магнитный, что помогает удерживать материал неподвижно. Эти магниты можно переключать с помощью рычага, расположенного на передней стороне кофемолки. Этот инструмент имеет максимальное сечение 0,005 дюйма и минимальное сечение 0,005 дюйма. Движение шлифовального станка может быть автоматическим, движением вперед и назад или ручным перемещением по мере необходимости.
Меры предосторожности
Помимо обычных правил техники безопасности в механическом цехе, вот несколько советов по безопасному использованию этого станка:
• Всегда надевайте защитные очки, так как эта машина может разбрасывать стружку во всех направлениях.
• Всегда ждите, пока колесо достигнет максимальной скорости, прежде чем использовать его, так как может быть
• Если у вас длинные волосы, держите их сзади, чтобы они не попали в машину.
• Никогда не ударяйте колесо о материал, так как это может привести к поломке колеса, что может привести к потере целостности и разлету колеса.
• Всегда следите за тем, чтобы над шлифовальным кругом был установлен защитный кожух, так как он защищает пользователя от стружки, удаляемой с материала.
• Всегда следите за тем, чтобы материал был надежно закреплен.
• Всегда проверяйте чистоту магнитного стола, прежде чем класть на него материал, так как стружка может поцарапать материал или даже привести к тому, что материал будет скользить по шлифовальному кругу.
• Убедитесь, что кофемолка имеет кнопку пуска/остановки в пределах досягаемости оператора.
• Проверьте шлифовальный круг перед его установкой. Убедитесь, что он правильно обслуживается и находится в хорошем рабочем состоянии.
• Следуйте инструкциям производителя по установке шлифовальных кругов.
• Держите поверхность круга равномерно зачищенной.
• Убедитесь, что защитный кожух закрывает как минимум половину шлифовального круга.
• Спилите любые заусенцы на поверхности изделия, помещаемого на магнитный зажимной патрон.
• Очистите магнитный зажим тканью, а затем протрите ладонью.
• Поместите лист бумаги размером чуть больше заготовки в центр патрона.
• Разместите работу на бумаге и включите питание магнитного держателя.
• Убедитесь, что магнитный патрон включен, попробовав вынуть изделие из патрона.
• Перед запуском шлифовального станка убедитесь, что круг очищает работу.
• Запустите новый шлифовальный круг примерно на одну минуту, прежде чем включить его в работу.
• Подождите, пока колесо наберет максимальную скорость, прежде чем использовать его, так как в колесе могут быть незаметные неисправности.
• Перед запуском шлифовального станка встаньте сбоку от круга.
• Выключите охлаждающую жидкость перед остановкой колеса, чтобы избежать возникновения дисбаланса.
• Не допускайте попадания на рабочую поверхность обрезков, инструментов и материалов.
• Держите пол вокруг кофемолки чистым и свободным от масла и жира.
• Используйте подходящую вытяжную систему вентиляции, чтобы уменьшить вдыхание пыли, мусора и туманов охлаждающей жидкости. Выхлопные системы должны быть спроектированы и обслуживаться соответствующим образом.
• При выполнении работ по техническому обслуживанию соблюдайте процедуры блокировки.
Процедура использования
• Первый шаг при использовании плоскошлифовального станка — убедиться, что материал, который вы хотите придать форму, можно использовать в шлифовальном станке. Мягкие материалы, такие как алюминий или латунь, забивают абразивный круг и снижают эффективность его работы, после чего его необходимо очищать. Этот процесс описан в разделе «Техническое обслуживание». Максимальный размер материала, который может обрабатывать шлифовальный станок, составляет 18 дюймов в длину, 8 дюймов в ширину и 6 дюймов в высоту.
Максимальный размер материала, который может обрабатывать шлифовальный станок, составляет 18 дюймов в длину, 8 дюймов в ширину и 6 дюймов в высоту.
• Следующий шаг — убедиться, что материал закреплен. Это делается с помощью тисков, а затем с помощью магнитного зажима. После закрепления материала его необходимо вручную поместить под абразивный круг. Это делается путем вращения колес долготы и широты, расположенных на передней части кофемолки. Сам абразивный круг можно немного подвигать, чтобы получить идеальное положение материала.
• После этого машину можно запускать. Он должен достичь максимальной скорости, прежде чем пытаться использовать его из соображений безопасности. Если колесо работает правильно, его можно использовать вручную, когда необходимо выполнить очень точную работу.
Рис. 1. Плоскошлифовальный станок Chevalier
1. Поместите приспособление для алмазного круга на станину.
2. Держите алмазную правку на ¼ дюйма слева от центра круга.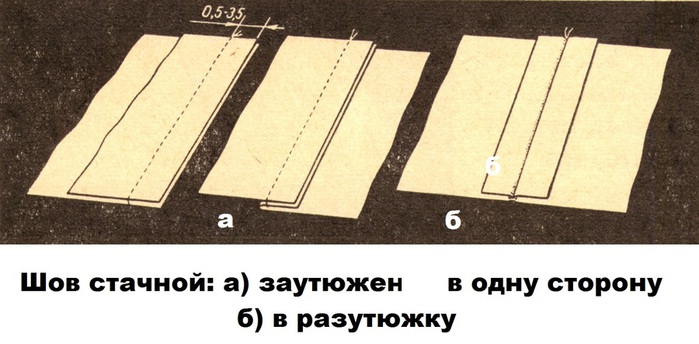
3. Зафиксируйте комод на кровати, включив магнитный фиксатор.
4. Включите питание машины, повернув переключатель в положение «ВКЛ». Затем нажмите зеленую кнопку, чтобы запустить шпиндель.
5. Перемещайте шлифовальный круг вниз с помощью маховика вертикального стола, пока он едва не коснется правящего инструмента.
6. Выключите машину после контакта с комодом.
7. Снова включите машину. Пока круг вращается, опускайте шлифовальный круг вниз в направлении Z, пока не образуется небольшой шлейф пыли.
8. После создания небольшого шлейфа пыли сделайте один проход вперед и назад по оси Y. Остановите машину, когда правящий станок сделает проход вперед и назад.
9. При остановке машины убедитесь, что инструмент для правки находится примерно в ½ дюймах от колеса.
10. Проверьте колесо на предмет чистоты. Если нет, повторите шаги 8 и 9.
Рисунок 2. Правка колеса
Перед монтажом шлифовальные круги должны быть осмотрены и «испытаны кольцом», чтобы убедиться в отсутствии трещин или других дефектов. По колесам следует слегка постучать легким неметаллическим предметом. Стабильное и неповрежденное колесо даст чистый металлический тон или «звон».
По колесам следует слегка постучать легким неметаллическим предметом. Стабильное и неповрежденное колесо даст чистый металлический тон или «звон».
Выполнение проверки кольца:
Убедитесь, что колесо сухое и на нем нет опилок или других материалов, которые могут заглушить звук кольца.
Для проведения теста вам понадобится твердый пластиковый или деревянный предмет, например ручка отвертки или другой инструмент. Используйте деревянный молоток для более тяжелых инструментов. Не используйте металлические предметы.
- Подвесьте круг на штифт или вал, который проходит через отверстие, чтобы его было легко вращать, но не задевайте круг на шлифовальном станке. Если колесо слишком велико для подвески, поставьте его на чистую твердую поверхность.
- Представьте себе вертикальный отвес по центру колеса.
- Постучите по колесу примерно под углом 45 градусов с каждой стороны от вертикальной линии, примерно в одном-двух дюймах от края колеса.
 (Большие колеса могут постукивать по краю, а не сбоку колеса.)
(Большие колеса могут постукивать по краю, а не сбоку колеса.) - Поверните колесо на 180 градусов так, чтобы нижняя часть колеса оказалась сверху.
- Снова коснитесь колеса примерно на 45 градусов с каждой стороны от вертикальной линии.
- Колесо проходит испытание, если оно издает чистый металлический звук при постукивании во всех четырех точках. Если колесо звучит мертво в любой из четырех точек, оно треснуло. Не используйте его.
 (Большие колеса могут постукивать по краю, а не сбоку колеса.)
(Большие колеса могут постукивать по краю, а не сбоку колеса.)- Откройте корпус колеса. Если корпус колеса очень тугой, для этого может потребоваться пара гаечных ключей, гаечный ключ и резиновый молоток.
- Снимите верхнюю металлическую пластину, ослабив винты, которыми она крепится к корпусу колеса.
Рисунок 3. Снимите металлическую пластину и кожух колеса
3. За колесом, на шпинделе, есть отверстие. Вставьте гаечный ключ с правой стороны в заднюю часть шпинделя. Ключ для распорки должен входить в отверстие.
Рисунок 4. Закрепите ключ в отверстии Рисунок 5. Снимите шлифовальный круг
Снимите шлифовальный круг
4. Вставьте ключ в два отверстия в передней части круга. При снятии колеса со шпинделя поворот вправо ослабит, а поворот влево затянет.
5. Ударьте резиновым молотком по рычажному ключу, чтобы ослабить колесо.
6. Чтобы установить новый шлифовальный круг, выполните процедуру в обратном порядке. Поворот рычажного ключа влево затянет его. При установке колеса убедитесь, что ключ находится с левой, а не с правой стороны. Поверните рычажный ключ рукой, а когда это невозможно, используйте резиновый молоток.
7. Снимите ключ с задней части шпинделя.
8. Прикрутите пластину обратно к верхней части корпуса колеса.
9. Закройте корпус колеса и затяните ручку.
- Убедитесь, что используется подходящее колесо для ложи. Существуют различные шлифовальные круги для алюминия, нержавеющей стали и титана.
- Очистите станину перед размещением на ней заготовки. Это предотвратит помехи для магнитного патрона.
- Установите магнитные параллели вокруг заготовки, чтобы заготовка не сместилась во время шлифования.
- Включите магнитный зажим, чтобы закрепить детали на станине.
- Отрегулируйте положение станины и седла так, чтобы ложа располагалась по центру под колесом.
- Опустите круг на дюйм выше заготовки.
- Возьмите лист бумаги и поместите его между колесом и прикладом. Перемещайте бумагу вперед и назад, одновременно опуская колесо, пока бумага больше не сможет двигаться к нулю по оси Z. См. рис. 1.
- Обнулите ось Z заготовки, установив шкалу на маховике подачи вниз на 0 дюймов. См. рис. 2.
- Заблокируйте блок установки продольного хода стола таким образом, чтобы на каждом конце хода стола был перебег примерно на дюйм.
- Отрегулируйте положение стола так, чтобы колесо располагалось примерно на дюйм справа от заготовки.
- Опустите круг на нужную глубину шлифования. Максимальная подача вниз должна составлять 0,001 дюйма за проход.
- Перед включением основного питания убедитесь, что колесо не касается заготовки. Нажмите зеленую кнопку, чтобы включить шпиндель, и включите переключатель охлаждающей жидкости.
- Отшлифуйте заготовку, выполняя проходы слева направо по оси x.
- Как только первая полоса заготовки будет достаточно отшлифована, поверните маховик оси Y на пол-оборота по часовой стрелке.
- Отшлифуйте еще одну полосу заготовки слева направо по оси абсцисс.
- Повторяйте до тех пор, пока заготовка не будет полностью отшлифована, затем повторите все предыдущие шаги для другой стороны.
 Это предотвратит помехи для магнитного патрона.
Это предотвратит помехи для магнитного патрона.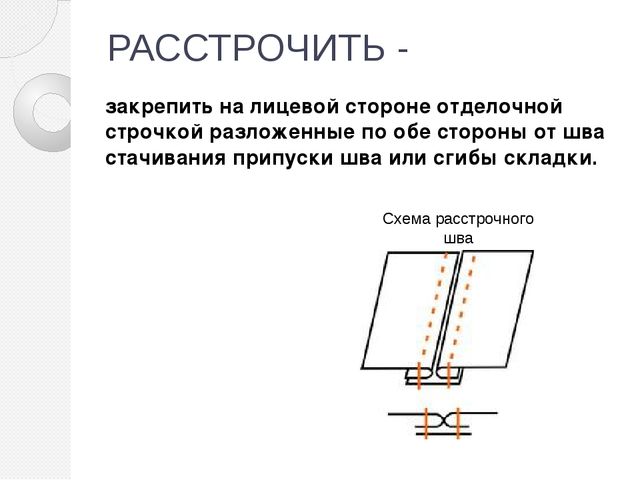 Максимальная подача вниз должна составлять 0,001 дюйма за проход.
Максимальная подача вниз должна составлять 0,001 дюйма за проход.Рис. 6. Настройка оси Z Рис. 7. Настройка подачи вниз
Выберите шлифовальный круг:
Имейте в виду, что шлифовальный круг — это форма режущего инструмента, и, за исключением круга для общего шлифования, абразив, размер зерна, марка и структура, тип связки должны быть выбраны в соответствии с конкретной работой, в которой будет использоваться круг, точно так же, как фреза, дрель или метчик выбираются для конкретной работы.
При выборе шлифовального круга существует восемь факторов, влияющих на выбор технических характеристик шлифовального круга. Есть:
1. Инструкция по изготовлению шлифовального круга.
2. Измельчаемый материал и его твердость.
3. Количество материала, которое необходимо удалить, и требуемая отделка.
4. Имеют притирочный контакт.
5. Тяжесть операции шлифования.
6. Скорость вращения колеса.
7. Скорость подачи
8. Техника работы.
Предложения:
1. Сначала рассмотрите материал, который нужно отшлифовать, и его твердость. Они влияют на выбор абразива, размера зерна и сорта или твердости круга.
- Оксид алюминия лучше всего подходит для стали, а абразивы из карбида кремния лучше подходят для шлифования чугуна, цветных металлов и неметаллических материалов.
- Относительно мелкая зернистость лучше всего подходит для более тяжелых резов, может выгодно использоваться для мягких и пластичных материалов, которые легко проникают.
- Твердость шлифуемого материала также влияет на выбор сорта круга или твердости. Более твердый сплав можно использовать на мягких, легко проникающих материалах, чем на твердых материалах, которые естественным образом склонны к более быстрому затуплению круга. Более мягкие сорта с большей готовностью освобождают тусклые зерна, чтобы представить в работе новые, острые зерна.

2. Вторым фактором при выборе колеса является количество удаляемого материала и требуемая отделка. Они влияют на выбор размера зерна и связки следующим образом:
- Относительно крупная зернистость выбирается для быстрого удаления припуска без учета чистовой обработки как грубой шлифовки; там, где желательна высокая отделка, следует использовать мелкую шлифовку.
- обычно используются там, где товарная отделка удовлетворительна. Органические связки, резиноид, каучук и шеллак, обеспечивают высочайшее качество отделки.
Круги на керамической связке
3. Площадь шлифовального контакта между кругом и заготовкой влияет на выбор размера и степени абразива.
- Грубая шлифовка требуется, когда площадь контакта относительно велика, например, при плоском шлифовании чашечными кругами, цилиндрами или сегментами, чтобы обеспечить достаточный зазор между абразивными зернами. По мере того, как площадь контакта становится меньше, а общее давление, имеющее тенденцию к разрушению поверхности круга, становится больше, следует использовать круги с более мелким зерном.
- Что касается сорта или твердости, то на большой площади контакта мягкий сплав обеспечит нормальное разрушение круга, гарантируя непрерывное свободное резание. С другой стороны, более твердый сорт необходим, чтобы выдерживать все более высокое единичное давление, поскольку площадь контакта становится меньше.
4. Тяжесть операции шлифования влияет на выбор абразива и марки.
- Жесткий абразив, такой как оксид алюминия 4А, следует использовать для грубой шлифовки стали в тяжелых условиях.
- Более мягкие абразивы, такие как оксид алюминия 32 и 38, лучше всего подходят для более легких операций точного шлифования сталей и полусталей, а абразивы с оксидом алюминия промежуточного звена 57 и 19 используются для точного и полуточного шлифования как мягких, так и твердых сталей.
- Тяжесть операции шлифования также влияет на выбор сплава. Твердые сорта обеспечивают прочные круги для грубого шлифования, такого как заедание, в то время как средние и более мягкие круги можно использовать для точных операций, которые менее требовательны к кругу.
5. Частота вращения шлифовального круга определяет тип связки.
- Круги на керамической связке не должны использоваться при скоростях более 6500 футов в минуту. За некоторыми исключениями, когда скорость превышает это значение, следует использовать колеса со связкой из каучука, резины или шеллака. Обратите внимание, что безопасная рабочая скорость, указанная на бирке, колесе или промокательной бумаге, никогда не должна превышаться.
6. Скорость подачи
- Чем выше скорость подачи, тем выше давление шлифования. Если скорость шлифования заготовки должна быть увеличена, скорость подачи будет увеличена, тогда износ круга будет быстрее. Поэтому требуется более твердый шлифовальный круг.
- Стандартная система маркировки кругов используется для определения пяти основных факторов при выборе шлифовального круга:
- Тип абразива
- Размер зерна
- Марка или твердость
- Структура
- Бонд
Первый символ: тип абразива Для определения зернистости можно использовать следующую шкалу:
Третий символ: степень твердости
- Степень твердости является мерой прочности сцепления шлифовального круга.
- Связующий материал скрепляет абразивные зерна в круге.
- Чем прочнее связь, тем тверже колесо.
- Степень твердости является мерой прочности сцепления шлифовального круга.
A до G мягче.
от H до P относятся к среднему классу.
от R до Z сложнее.
Четвертый символ: Структура
- Структура, расстояние между абразивными зернами в круге обозначено цифрами.
1 представляет собой плотную структуру.
8 имеет более среднюю структуру.
15 представляет собой открытую структуру.
Пятый символ: Облигация
- Облигация обозначается буквой в соответствии со следующим:
- V – Витрифицированный
- B – Резиноид
- Р – Резина
- Е – Шеллак
- М – Металл
Пример маркировки стандартного шлифовального круга:
1- A – 305 X 25 X 127 WA 46 K 8 V 7N 2000 м/мин
ОТ(ТИП КОЛЕС): 1(Прямой-гладкий)
ЛИЦО: А
РАЗМЕР: диам. (Г) X Ширина (Ш) X Отверстие (В)
ТИП АБРАЗИВА: WA (см. рис. 2)
ЗЕРНА: 46 (см. рис. 2)
МАРКА: K (см. рис. 2)
СТРУКТУРА: 8 (см. рис. 2)
ТИП КОСТИ: V (см. рис. 2)
КОД ПРОИЗВОДИТЕЛЯ: 7N
МАКС. Об/мин: 2000 м/мин.
Рисунок 9: Таблица выбора шлифовального круга
Рисунок 10: Таблица выбора шлифовального круга
1. Перечислите пять мер предосторожности.
Перечислите пять мер предосторожности.
2. Перечислите пять основных частей плоскошлифовальных машин.
3. Что такое правильная установка для алмазного круга?
4. При правке колеса, насколько далеко должен располагаться алмазный правитель слева от центра колеса?
5. Что такое кольцевой тест?
6. Как вы выполняете кольцевой тест?
7. При выборе шлифовального круга существует восемь факторов, влияющих на выбор технических характеристик шлифовального круга. Пожалуйста, перечислите пять из восьми факторов.
8. Для чего лучше всего подходят шлифовальные круги из оксида алюминия?
9. Для идентификации факторов при выборе шлифовального круга используется стандартная система маркировки кругов. Пожалуйста, все пять основных факторов?
10. Колесо с маркировкой WA 80-L9B. Пожалуйста, укажите следующее.
Эта глава была взята из следующих источников.
Шлифовка и полировка получено из Машиностроительных инструментов Массачусетского технологического института, CC:BY-NC-SA 4. 0.
0.
Как пользоваться кофемолкой: пошаговое руководство
Хотите получить максимальную отдачу от унций из Cherry OG , которые вы только что купили? Хотите выглядеть как «профессиональный» стоунер (ах, если бы такой был)? Хотите произвести впечатление на своих друзей и вызвать зависть у всех окружающих? Если вы ответили утвердительно на любой из этих вопросов, ответ прост: научитесь пользоваться кофемолкой.
Кофемолки не пользуются большой популярностью, но они являются важным элементом оборудования, без которого не может обойтись ни один преданный каннасер. В этой статье эксперты Честная марихуана покажет вам, как пользоваться гриндером, и расскажет все, что вам нужно знать об этом полезном инструменте.
Что такое измельчитель?
Первоначальные гуру ганджи из «Путь назад-когда» придумали довольно интересный сленг каннабиса . Часть этого жаргона , а не говорит сама за себя (например, sploof и хронический).
К счастью, у слова «шлифовщик» нет какой-то странной этимологии. На самом деле, это, вероятно, один из самых очевидных терминов, которые вы найдете в лексиконе марихуаны.
Так что же такое дробилка? Это небольшая емкость с «зубцами», используемая для раздачи смузи. Просто шучу! Это небольшой контейнер с «зубцами», используемый для измельчения сорняков на более мелкие кусочки.
Это также один из самых простых способов получить доступ к kief (о котором мы поговорим позже в этой статье). Но перед этим давайте поговорим о различных типах кофемолок и их частях.
Какие части дробилки?
Все кофемолки должны состоять как минимум из трех компонентов:
- Размольная камера
- Зубья или штифты для фактического шлифования
- Крышка для хранения всего
Как бы просто это ни звучало, кофемолки бывают разных размеров, поэтому важно понимать, что вы ищете, прежде чем покупать.
Вот три наиболее распространенных типа кофемолок:
- Двухсекционная (однокамерная)
- Трехсекционный (двухкамерный)
- Четырехсекционный (трехкамерный)
Принятые здесь соглашения об именах могут показаться немного странными, поэтому позвольте нам объяснить.
Двухкомпонентные (однокамерные)
Двухкомпонентные однокамерные кофемолки состоят из небольшой чаши размером и формой примерно с хоккейную шайбу (может быть, немного меньше). Это однокамерный номер.
Этот тип кофемолки называется двухсоставным, потому что он также имеет крышку. Чаша + крышка = две штуки. Наденьте крышку на миску, и вы создали единственную камеру. Возьми? Хороший. Давайте двигаться дальше.
Трехкомпонентный (двухкамерный)
Представьте себе кофемолку, состоящую из двух частей, с крышкой и чашей. Теперь добавьте еще один кусок внизу. Это трехкомпонентная двухкамерная кофемолка. Начнем сверху.
Сначала идет крышка. У него могут быть зубья или штифты, помогающие шлифовать. Далее идет камера измельчения. У него также могут быть зубцы или штифты. В дробилке, состоящей из трех частей, в нижней части камеры измельчения будут отверстия, через которые может выпасть измельченная шишка (в дробилке, состоящей из двух частей, таких отверстий нет).
Когда травка будет измельчена достаточно мелко в камере измельчения, она упадет через отверстия в камеру сбора. Затем вы можете отвинтить эту нижнюю камеру и собрать горшок для использования.
Итак, к обзору:
Крышка + Размольный стакан + Сборная камера = 3 шт. и 2 камеры.
Четырехсекционная (трехкамерная)
В четырехсекционной трехкамерной кофемолке сборная камера имеет мелкоячеистое сито вместо сплошного дна. Под камерой сбора находится последняя часть головоломки: камера кифа.
Когда вы размалываете, более крупные (но все еще измельченные) кусочки марихуаны падают в камеру для сбора. По мере того, как вы продолжаете измельчать и перемешивать все это, крошечный материал, похожий на пыльцу, падает через сито в нижнюю камеру. Этот похожий на пыльцу материал — киф, о котором мы поговорим в следующем разделе.
Основываясь на нашей небольшой математической задаче о марихуане, вот компоненты измельчителя, состоящего из четырех частей:
Крышка + чаша для измельчения + сборная камера/экран + камера для кифа = 4 детали и 3 камеры
Теперь, когда вы знакомы с различными типами шлифовальных машин и связанными с ними деталями, мы расскажем вам, почему вы хотите их использовать.
Каковы преимущества использования шлифовальной машины?
Измельчители отлично подходят для ганджи. Слишком много преимуществ, чтобы их игнорировать. Вот лишь некоторые из преимуществ использования мясорубки.
Киф!
В этой статье мы несколько раз упоминали kief, но что это такое? Киф — это термин, который каннасеры используют для обозначения терпены и каннабиноиды , которые отделяются от трихом в процессе измельчения.
Киф является более чистой и мощной частью растения марихуаны, поэтому он ценится как добавка во все, от бонгов до косяков , от испарителей до вейп-ручек и от кальяна до медового масла .
Если вы подумываете о покупке своей первой кофемолки, мы настоятельно рекомендуем приобрести ее с камерой для кифа. Возможно, вам придется заплатить немного больше, но вознаграждение того стоит.
Эффективность
Когда вы измельчаете траву, вы на самом деле делаете ее более мощной. Это не магия — это наука.
Это не магия — это наука.
- Шлифование позволяет получить более однородные по размеру детали. Это увеличивает площадь поверхности и облегчает сжигание марихуаны.
- Измельчение предотвращает каноэ (когда почка в косяке начинает гореть только посередине) и обеспечивает более равномерное горение.
- Измельчение ограничивает контакт вашего наушника с руками. Это предотвратит поглощение трихом кожей.
Вкус и запах
Измельчение открывает все прекрасные вкусы и ароматы, которые может предложить ваш любимый сорт Thin Mint Girl Scout Cookies . Это может показаться не таким уж большим делом, когда все, о чем вы заботитесь, это , чтобы получить кайф , но улучшение вкуса может только добавить к удивительному опыту.
Экономия времени
Измельчение марихуаны на пригодные для использования кусочки может быть выполнено вдвое быстрее, чем если бы вы делали это вручную. Это означает, что вы можете добраться до курить намного раньше. ‘Достаточно.
‘Достаточно.
Экономия средств
Как мы уже упоминали, молотая марихуана более эффективна, чем целые шишки. Это означает, что вам не нужно использовать столько земли, чтобы почувствовать те же эффекты, и вы можете растянуть эту унцию Yoda OG еще дальше.
Меньше резкого дыма
Может показаться, что это не очень хорошо, но это так. Небольшие площади прогорают более равномерно и полно. Это сокращает несгоревшие растительные вещества, которые могут испортить ваш опыт и вызвать у вас разрыв легких.
Легкая транспортировка
Конечно, вы все еще можете носить свой батончик в сумке, но да ладно, чувак. Это 21 век! Выглядит намного круче, если вы транспортируете траву в измельчителе. Кроме того, ваш тайник будет защищен верхней, нижней и боковыми сторонами кофемолки. Это просто имеет смысл.
Так чего же ты ждешь? Беги (серьезно, беги!) и возьми себе мясорубку. Тогда вернитесь, и мы покажем вам, как его использовать.
Как пользоваться шлифовальной машиной
Ниже приведено пошаговое руководство по использованию шлифовальной машины.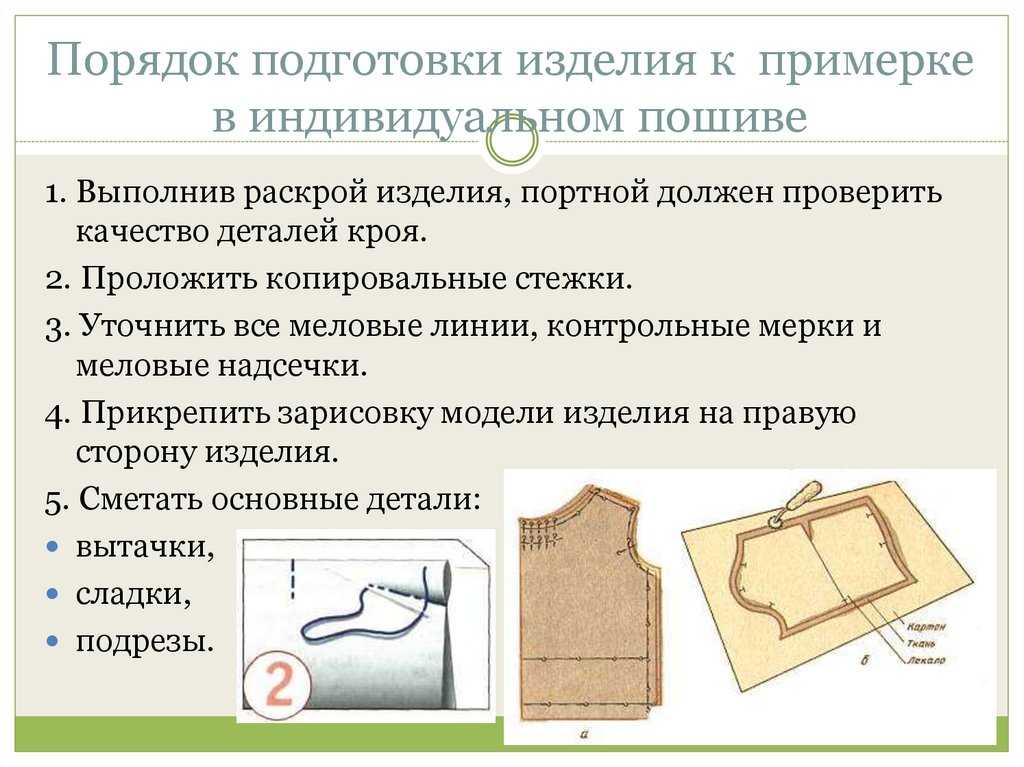 Наслаждаться!
Наслаждаться!
1) Загрузите кофемолку
Снимите крышку. Пальцами разломите шишку на более мелкие кусочки. Не кладите ничего в середину кофемолки. Здесь все вращается. Все, что находится в центре, не заземлится.
2) Измельчите ганджу
Замените крышку. Одной рукой держите кофемолку за дно, а другой вращайте крышку. Сначала будет некоторое сопротивление, так что придайте ему немного силы. Вращайте кофемолку, пока не почувствуете, что сопротивление исчезло.
3) Tap That Grinder
Перед тем, как снять крышку любой приемной камеры, постучите кофемолкой по столу или ладони. Это помогает вытеснить каннабис в камеру для сбора и проталкивает больше кифа через сито.
4) Соберите свою марихуану
Отделите камеру для измельчения от камеры для сбора и выкопайте только что измельченную травку. Будьте осторожны, чтобы не повредить экран, если вы используете кофемолку из четырех частей.
Если это ваш первый гринд, возможно, у вас не так много кифа, но вы можете отделить камеру для кифа от камеры для сбора и убедиться в этом сами. В конце концов, он будет полон пудрового совершенства!
В конце концов, он будет полон пудрового совершенства!
5) Наслаждайтесь плодами своего труда
На данный момент нет предела тому, что вы можете делать с вашими угодьями ганджи. Вот лишь несколько советов:
- Скрутить косяк (это очень просто с измельченными шишками)
- Сверните поперечный шов
- Упаковка чаши
- Крутой травяной чай
- Приготовьте на скорую руку свою любимую еду
Если у вас больше терпения, чем у нас, вы можете использовать эту марихуану, чтобы сделать настойка , изолят , экстракт или масло .
Советы по использованию кофемолки
После нескольких использований вы освоите кофемолку и поймете, что дает наилучший конечный продукт. Вот лишь несколько советов для начала:
- Выберите шлифовальную машину из алюминия или цинка (если вы можете себе это позволить)
- Получите один с большим количеством зубьев и отверстий
- Не переполняйте камеру измельчения (конечный продукт не будет таким мелким)
- Переверните кофемолку вверх дном на несколько оборотов
- Поместите чистую монету в камеру сбора, чтобы выбить кифа через экран
На самом деле у шлифовальной машины очень мало недостатков, поэтому мы рекомендуем вам попробовать ее сегодня.