Содержание
Обтачные петли — технология изготовления от Анастасии Корфиати
Обтачные петли – весьма красивы и функциональны, и очень часто выполняются на пальто и жакетах, а также кожаных изделиях и изделиях из меха. Их выполнение займет гораздо больше времени, чем выполнение обычных петель, однако наличие таких петель в изделии значительно повышают его класс и придают моделям утонченность и оригинальность. Все тонкости и нюансы изготовления обтачных петель — в этом уроке.
Если вы решите украсить свое изделие обтачными петлями, помните, что выполнять их нужно на открытом подборте, то есть до притачивания подкладки к изделию. Также допускается выполнить внешнюю сторону петель и до притачивания подборта к полочке.
Оглавление:
Технология изготовления обтачных петель
Технология обработки обтачной петли
Как рассчитать длину обтачной петли и разметить петли на изделии
к оглавлению ▴
Как рассчитать длину обтачной петли и разметить петли на изделии
Совет! Обтачные петли особенно эффектно смотрятся на верхней одежде, где предусмотрены пуговицы большого диаметра — от 2 см и более. Ширина обтачной петли в готовом виде составляет 0,6 см.
Чтобы готовая обтачная петля не оказалась слишком узкой или широкой, очень важно правильно и точно рассчитать размер петли. Для этого измерьте диаметр пуговицы и ее высоту. Добавьте к полученному значению 4 мм — это и будет ширина вашей будущей петли (рис. 1). Расстояние между петлями на женских пальто — 11-12 см, на жакетах — 9 см. Расстояние между петлями может варьироваться в зависимости от типа изделия.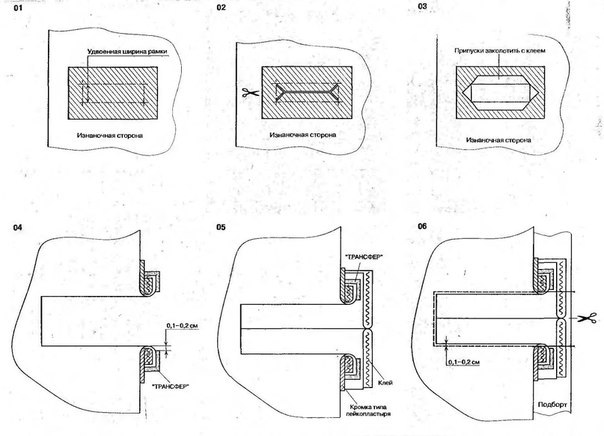
Для разметки положения петель от края борта отступите влево 2 см и параллельно краю борта разметочными силками разметьте линию расположения внешней стороны петель (рис. 1-2). Начертите рамки петель с изнаночной стороны правой полочки карандашом или исчезающим маркером. Перенесите разметку рамок на лицевую сторону машинным швом длиной стежка 1,5 мм.
Для каждой петли выкроите обтачку длиной по длине рамки петли + 4 см и шириной 6,5 см по косой. Обтачки полностью продублируйте тонким флизелином.
ВАЖНО! Для ворсистых тканей разметку петель можно выполнить при помощи копировальных стежков.
Рис. 1. Обтачные петли — разметка на изделии
к оглавлению ▴
Технология обработки обтачной петли
Наложите обтачку на рамку петли по разметке лицевыми сторонами и приколите обтачку (рис. 2).
Рис. 2. Раскладка обтачек на размеченные рамки петель
Притачайте обтачку к полочке со стороны полочки (!), проложив шов точно по размеченной рамке.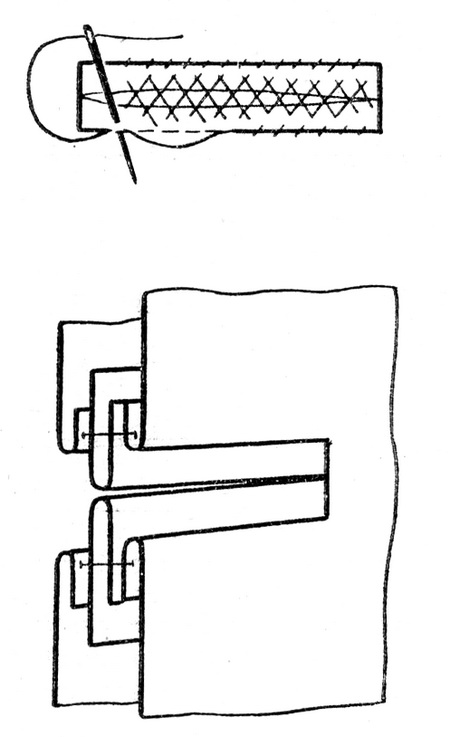 Со стороны обтачки разрежьте обтачку по центру рамки и, не доходя 4 мм, — к уголкам наискосок. Затем разрежьте полочку по центру рамки и к уголкам наискосок аналогично обтачке (рис. 3).
Со стороны обтачки разрежьте обтачку по центру рамки и, не доходя 4 мм, — к уголкам наискосок. Затем разрежьте полочку по центру рамки и к уголкам наискосок аналогично обтачке (рис. 3).
Рис. 4. Разрезать рамку петли
Отверните обтачку на изнаночную сторону через полученное отверстие, чисто вытачайте по обеим коротким сторонам рамки (стежки не должны выходить за ширину рамки (!)) и проутюжьте (рис. 5).
Рис. 5. Вытачайте петлю по коротким сторонам
С изнаночной стороны перегните обтачку таким образом, чтобы она соединилась продольными сторонами в рамке в стык (рис. 6). Должны получиться канты одинаковой ширины. Заметайте стороны обтачки.
Рис. 6. Заметать обтачку
С лицевой стороны петли проложите фиксирующую строчку точно в шов обтачек по контуру петли (рис. 7). Наметку удалите.
Рис. 7. Отстрочить обтачную петлю по контуру
С изнаночной стороны по основанию треугольников проложите фиксирующую строчку (рис. 8).
Рис. 8. Уголки рамки притачать с изнаночной стороны
Подборт отогните на полочку, совместите с полочкой. На подборте с внутренней стороны изделия при помощи булавок наметьте начало и окончание петель. Слои изделия вокруг петель заметайте стежками. Прорежьте подборт точно по центру рамки не доходя 3 -4 мм до коротких сторон рамки – наискосок. Длина рамки со стороны подбора должна быть на 2-3 мм длиннее наружной рамки петли. Срезы вдоль рамки подогните и пришейте к обтачке вручную мелкими потайными стежками (рис. 9).
На подборте с внутренней стороны изделия при помощи булавок наметьте начало и окончание петель. Слои изделия вокруг петель заметайте стежками. Прорежьте подборт точно по центру рамки не доходя 3 -4 мм до коротких сторон рамки – наискосок. Длина рамки со стороны подбора должна быть на 2-3 мм длиннее наружной рамки петли. Срезы вдоль рамки подогните и пришейте к обтачке вручную мелкими потайными стежками (рис. 9).
ВАЖНО! Контрастные нитки, показанные на рис. 9 используются только для наглядности (!).
Рис. 9. Обработка петли со стороны подборта
На левую полочку изделия по разметке пришейте пуговицы. Вид петли в готовом виде с внешней стороны и внутренней стороны изделия показаны на рис. 10.
Рис. 10. Обтачная петля с внешней и внутренней стороны изделия
Еще больше оригинальных мастер-классов и интересных идей для творчества вы найдете на сайте Школа шитья Анастасии Корфиати. Оформите бесплатную подписку и первыми получайте новые уроки!
Смотрите также:
- Выкройки пиджаков и жакетов
- Виды ручных швов и их применение
- Деловой костюм — выкройки и мастер-классы
- Выкройка женского пальто
прорезные петли в рамку — BurdaStyle.
 ru
ru
Они выглядят исключительно красиво и говорят о высоком мастерстве. Научиться делать прорезные петли в рамку как профи может каждая рукодельница. Точно следуйте нашей инструкции и у вас всё получится!
Автор мастер-класса
BurdaStyle.ru
Прежде, чем делать такие петли на изделии, которое вы шьёте, обязательно потренируйтесь на не нужном лоскутке. Затем по всем правилам повторите такую петлю на лоскутке ткани, из которой шьёте пальто или жакет. И только после этого приступайте к чистовику.
Как делать петли на тонких тканях: мастер-класс
Выполняются прорезные петли в рамку по краю борта изделия перед тем, как притачать подборт или же отвернуть его на изнаночную сторону.
Перед выполнением прорезных петель в рамку деталь кроя следует дублировать с изнаночной стороны прокладкой поверх разметки петель.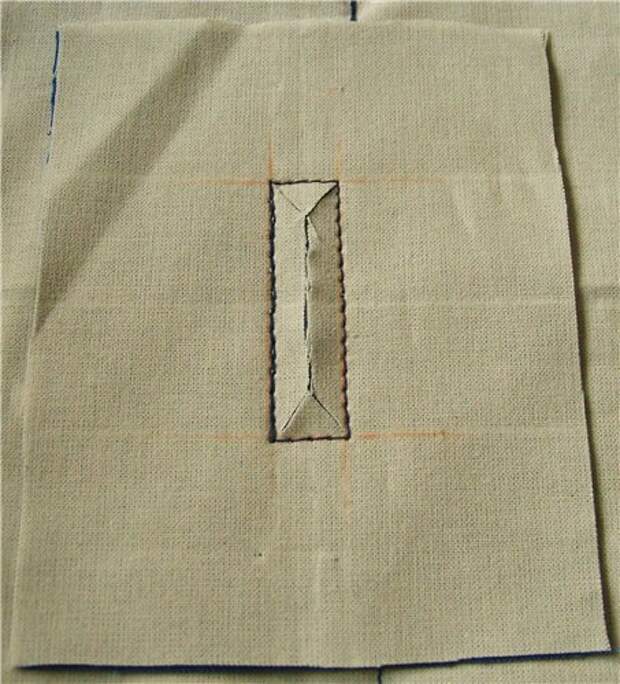 Для обтачек каждой петли необходимо выкроить полосу ткани (раскрой по косой) на ок. 4 см длиннее, чем длина петли в готовом виде, и шириной ок. 4−6 мм.
Для обтачек каждой петли необходимо выкроить полосу ткани (раскрой по косой) на ок. 4 см длиннее, чем длина петли в готовом виде, и шириной ок. 4−6 мм.
Как выполнить прорезные петли в рамку
Петлю разметить портновским мелком или мягким карандашом с изнаночной стороны детали кроя, затем перевести разметку сметочными стежками на лицевую сторону. Полосу ткани приколоть поверх разметки петли лицевой стороной к лицевой стороне (рис. 1). С изнаночной стороны вокруг разметки петли проложить строчку мелкими стежками по периметру прямоугольника (шириной 6−8 мм) (рис. 2).
Важно: расстояния между размеченной линией петли и строчкой определяет ширину обтачки.
Деталь кроя прорезать между строчек, к уголкам ― наискосок, чтобы получились маленькие треугольники (рис. 3). Полосу ткани отвернуть через прорез на изнаночную сторону (рис. 4). На толстых тканях припуски швов разутюжить, на тонких тканях ― заутюжить к середине петли.
Лайфхак: как не испортить прорезные петли
У концов петли полосу ткани расправить и приметать, при этом сметочные стежки не должны выступать за вырез петли (рис. 5). Оба продольных среза полосы отвернуть на прорез и сложить в качестве обтачек так, чтобы сгибы обтачек совмещались точно посредине петли. Обтачки сметать косыми стежками (рис. 6). Приутюжить. С лицевой стороны проложить ручные стежки шва «назад иголку» или машинные строчки точно в шов петли (рис. 7). Удалить наметку. Маленькие треугольники на концах петли притачать к обтачкам петли (рис. 8).
Подборт отвернуть на петли. У концов каждой петли заколоть по булавке. На подборте прорезать петлю, к концам петли выполнить косые надсечки вверх и вниз на ширину обтачки петли. Срезы подвернуть и пришить вручную к обтачкам мелкими стежками (рис. 9).
Источник и иллюстрации: Burda 2/2018
Материал подготовила Юлия Деканова
Термическая и петлевая расширительная труба – все о трубопроводе
В связанной системе несущая труба, изоляция из пеноматериала и внешняя защитная оболочка соединяются вместе, образуя единое целое, которое расширяется и сжимается вместе. Таким образом, тепловое расширение несущей трубы во время работы передается пенополиуретану и внешней оболочке. Эти движения, естественно, в определенной степени ограничиваются трением между почвой и кожухом. В экстремальных случаях сила трения может стать настолько большой, что свободное расширение не произойдет, и узел «зафиксируется» на месте. В таком случае противодействующая сила теплового расширения может создавать недопустимо высокие напряжения в несущей трубе. Следовательно, необходимо допустить свободное расширение, но в конечном итоге расширение должно быть компенсировано за счет конструкции системы. Наиболее распространенным методом является включение расширительных колен, петель или z-образных изгибов.
Таким образом, тепловое расширение несущей трубы во время работы передается пенополиуретану и внешней оболочке. Эти движения, естественно, в определенной степени ограничиваются трением между почвой и кожухом. В экстремальных случаях сила трения может стать настолько большой, что свободное расширение не произойдет, и узел «зафиксируется» на месте. В таком случае противодействующая сила теплового расширения может создавать недопустимо высокие напряжения в несущей трубе. Следовательно, необходимо допустить свободное расширение, но в конечном итоге расширение должно быть компенсировано за счет конструкции системы. Наиболее распространенным методом является включение расширительных колен, петель или z-образных изгибов.
Тепловое расширение произойдет между всеми фиксированными точками в системе трубопроводов. Если система имеет одинаковую высоту покрытия, естественные фиксированные точки появятся в центре участка линии между двумя расширительными коленами. Неравномерное покрытие приведет к смещению фиксированной точки из-за различных сил трения, и, если есть сомнения, фиксированную точку следует установить с помощью анкера.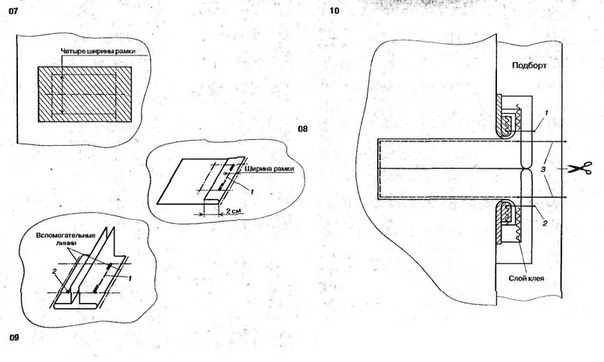 Во всех случаях эту фиксированную точку следует учитывать при расчете расширения.
Во всех случаях эту фиксированную точку следует учитывать при расчете расширения.
Компенсационная петля является распространенным способом компенсации температурного расширения и сжатия стальных труб. Компенсационные петли могут быть изготовлены из стандартных труб и отводов.
РУКОВОДСТВО ПО РАЗМЕРУ ПЕТЛИ
- Расширительная петля обычно располагается на стороне самой горячей линии.
- Распорная петля, как правило, должна располагаться по центру расстояния между двумя анкерами.
- Высота компенсационного контура обычно в два раза больше ширины. Исключение из этого правила возникает, когда в общей траншеи параллельно проходит более одной линии. Размеры петель для дополнительной лески необходимо увеличить, чтобы обеспечить возможность вложения петель.
РАСЧЕТЫ
1. Формула для расчета теплового расширения
- : ΔL = C x L x (Tf – Tg ) x 12 дюймов/фут
- Коэффициент теплового расширения (C):
- Сталь (C) = 6,5 x 10-6 дюймов/ дюйм °F
- Медь (C) = 9,2 x 10-6 дюймов/дюйм°F
- Расстояние между фиксированными точками (L) в футах.

- Температура жидкости (Tf )
- Температура грунта (Tg)

2. После расчета расширения найдите размер компенсационного контура в таблицах для соответствующей трубы или трубки. Размеры петель берутся с точностью до половины стопы по высоте и ширине.
ПРИМЕР
Найдите размер петли для стальной трубы диаметром 6 дюймов, по которой течет отопительная вода с температурой 200°F, расстояние между анкерами 200 футов и среднегодовая температура грунта 50°F.
Дано:
- Сталь (C) = 6,5 x 10-6 дюймов/дюйм°F
- Расстояние (Д) = 200 футов
- Темп. Дифф. (ΔT)= (200°F – 50°F) = 150°F
- Диаметр трубы. (Г) = 6 дюймов
Расчеты:
- ΔL = C x L x (Tf – Tg ) x 12 дюймов/фут
- ΔL = 6,5 х 10-6 х 200 х (200 – 50) х 12
- ΔL = 2,34 дюйма (расширение)
Из таблицы компенсационных петель для стали: Требуется компенсационная петля 5’x10′
РАЗМЕРЫ КОНТУРА ДЛЯ СТАЛЬНОЙ ТРУБЫ
Размеры компенсационных петель рассчитаны для допустимых напряжений стальной трубы ERW марки A53 B
КОНТУР ДЛЯ РАСШИРЕНИЯ МЕДНЫЕ ТРУБКИ
Размеры компенсационного контура даны для бесшовных медных труб ASTM B-88 при допустимом напряжении 6000 фунтов на кв.
 дюйм. как указано в справочнике ассоциации разработчиков меди для медных труб. Давление не должно превышать 150 psig.
дюйм. как указано в справочнике ассоциации разработчиков меди для медных труб. Давление не должно превышать 150 psig.
источник:
- http://www.thermacor.com/wp-content/themes/thrma/flat-theme/pdf/technical-data/15.103-4_001.pdf
- http://www.engineeringtoolbox.com/steel-pipe-expansion-loop-d_1069.html
Нравится:
Нравится Загрузка…
Контуры тепловых трубок | Управление двухфазным тепловым режимом
Контур с тепловой трубой (HPL) — это полностью пассивное устройство теплопередачи, имеющее функции, присущие как тепловым трубам, так и петлевым тепловым трубам. Эта технология была изобретена компанией ACT.
Рис. 1. Схема контура тепловой трубы (щелкните, чтобы увеличить)
Принципы работы контура тепловой трубы
Рис. 1 (справа) представляет собой схему, иллюстрирующую принципы работы одной из версий конструкции контура тепловой трубы. Испаритель похож на испаритель с тепловыми трубками, с фитилем на внутренней стенке.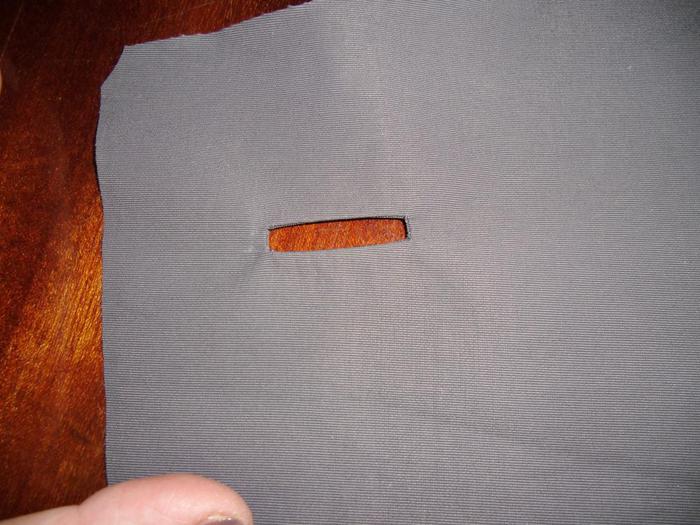 Жидкость испаряется с поверхности фитиля за счет подвода тепла. Пар проходит через паротранспортную линию к конденсатору. В конденсаторе пар конденсируется, а сконденсированная жидкость перед выходом из конденсатора слегка переохлаждается. Переохлажденная жидкость течет по линии транспортировки жидкости к резервуару (или аккумулятору), примыкающему к испарителю. Требование к переохлаждению жидкости аналогично работе петлевой тепловой трубы в том смысле, что утечка тепла из испарителя в резервуар должна компенсироваться переохлажденной жидкостью, поступающей в резервуар для поддержания стационарной работы. Фитиль испарителя втягивает жидкость из резервуара, чтобы завершить циркуляцию жидкости внутри контура тепловой трубы.
Жидкость испаряется с поверхности фитиля за счет подвода тепла. Пар проходит через паротранспортную линию к конденсатору. В конденсаторе пар конденсируется, а сконденсированная жидкость перед выходом из конденсатора слегка переохлаждается. Переохлажденная жидкость течет по линии транспортировки жидкости к резервуару (или аккумулятору), примыкающему к испарителю. Требование к переохлаждению жидкости аналогично работе петлевой тепловой трубы в том смысле, что утечка тепла из испарителя в резервуар должна компенсироваться переохлажденной жидкостью, поступающей в резервуар для поддержания стационарной работы. Фитиль испарителя втягивает жидкость из резервуара, чтобы завершить циркуляцию жидкости внутри контура тепловой трубы.
Рис. 2 Прототип контура с тепловой трубой
Как и петлевой контур с тепловой трубой, контур с тепловой трубой выполнен самовсасывающим за счет тщательного контроля объемов резервуара, конденсатора и линий пара и жидкости, чтобы жидкость всегда поступала в испаритель. фитиль. Объем резервуара и заправка жидкостью устанавливаются таким образом, чтобы в резервуаре всегда была жидкость, даже если конденсатор и линии пара и жидкости полностью заполнены.
фитиль. Объем резервуара и заправка жидкостью устанавливаются таким образом, чтобы в резервуаре всегда была жидкость, даже если конденсатор и линии пара и жидкости полностью заполнены.
Чем контурные тепловые трубки (LHP) отличаются от контурных тепловых трубок (HPL)?
По сравнению с петлевыми тепловыми трубками конструкция испарителя, напоминающего тепловую трубку, делает его недорогим в производстве и способным работать с большим входным тепловым потоком. По сравнению с тепловыми трубками контур тепловой трубы может передавать гораздо больше тепла на большие расстояния, возможно, по гибким транспортным линиям. Это особенно полезно для коммерческих и военных приложений охлаждения электроники, где источник тепла (электронные устройства) и радиатор (обычно расположенный на краю печатной платы или шасси) часто расположены порознь.
На рис. 2 представлена фотография прототипа контура тепловой трубы, изготовленного из медных труб и использующего воду в качестве рабочей жидкости.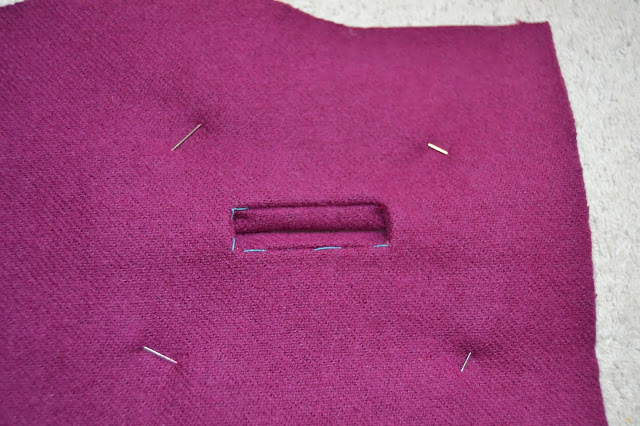 Линии транспортировки жидкости и пара выполнены в виде змеевиков, чтобы имитировать большие расстояния между испарителем и конденсатором. Этот контур тепловых трубок был разработан для работы в диапазоне температур от 40 до 150°C и передачи более 250 Вт тепла от испарителя к конденсатору.
Линии транспортировки жидкости и пара выполнены в виде змеевиков, чтобы имитировать большие расстояния между испарителем и конденсатором. Этот контур тепловых трубок был разработан для работы в диапазоне температур от 40 до 150°C и передачи более 250 Вт тепла от испарителя к конденсатору.
Рис. 3. Результаты испытаний прототипа контура с тепловой трубой
Рис. 4. Прототип испарителя с контуром с тепловой трубой
Термическое сопротивление (щелкните, чтобы увеличить)
Рис. 5. Характеристики прототипа контура с тепловой трубой в условиях вибрации и ударов
На рис. 3 показана последовательность испытаний, в которых прототип контура с тепловой трубой подвергался постепенно увеличивающемуся подводу тепла к испарителю. Температура радиатора конденсатора поддерживалась в пределах 45–47ºC во время последовательности испытаний. Как видно, контур тепловой трубы достиг устойчивого состояния (без каких-либо признаков высыхания) при каждой настройке подвода тепла.
На рис. 4 показано измеренное тепловое сопротивление испарителя во время последовательности испытаний. Термическое сопротивление, основанное на тепловом потоке, было почти постоянным и составляло около 0,25ºC-см2/Вт для всех настроек подвода тепла. Это очень похоже на тепловое сопротивление испарителя типичной медно-водяной тепловой трубы. Следует отметить, что петля тепловой трубы была испытана в различных положениях, чтобы продемонстрировать ее нечувствительность к силе тяжести.
Рис. 6 Полномасштабные системы с тепловыми трубками для охлаждения силовой электроники
Этот прототип HPL также был испытан при различных условиях вибрации и ударов во время работы. Как видно на рисунке 5, вибрация привела к снижению теплового сопротивления испарителя. Улучшение теплоотдачи испарителя может быть связано с более эффективной теплопередачей кипения и испарения на поверхности фитиля при наличии вибрации. Ударное состояние оказало минимальное влияние на теплообмен испарителя.