Содержание
Обработка складок. — Технология (девочки) — Презентации
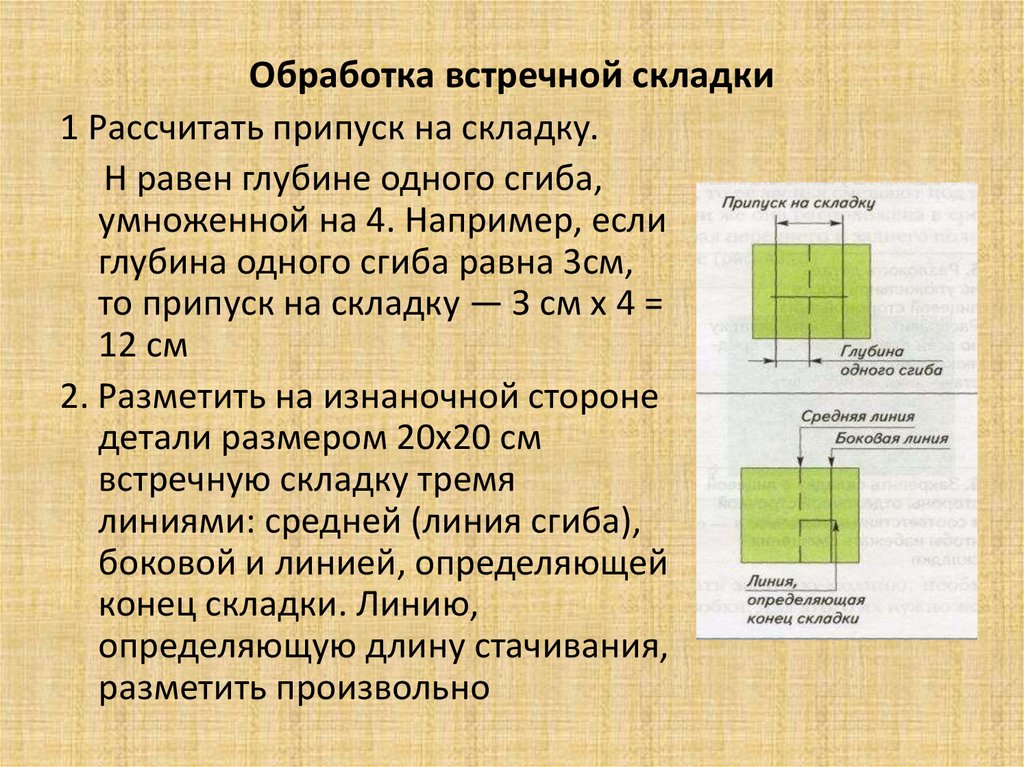
Обработка складок.
Вытачка
Повторение пройденного материала. Что такое вытачка, как она размечается? Почему необходимы вытачки при изготовлении изделий?
Линия груди
Линия талии
В каких местах на изделии могут располагаться вытачки?
Обработка складок.
Складка – это разновидность вытачек. Их применяют для придания изделию нужной формы.
Складка – это разновидность вытачек. Их применяют для придания изделию нужной формы.
Складка — это один из видов отделки изделия.
Кроме того, складка — это один из видов отделки изделия.
При сложении ткани для складки образуются два сгиба: видимый наружный (внешний), другой – невидимый, внутренний сгиб.
Внутренний сгиб
Наружный сгиб
При сложении ткани для складки образуются два сгиба: видимый наружный (внешний), другой – невидимый, внутренний сгиб.
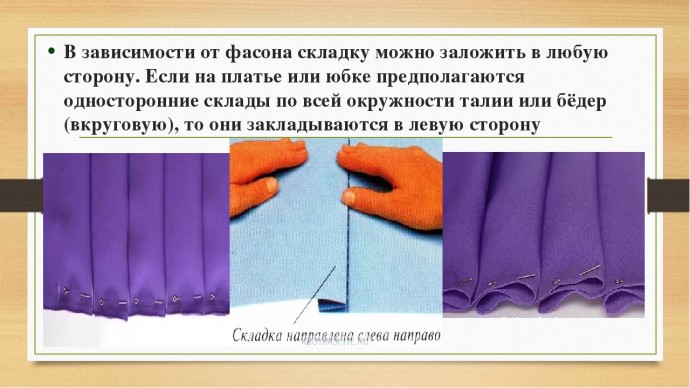
По направлению наружных сгибов складки могут быть односторонние.
По направлению наружных сгибов складки могут быть односторонние. У односторонних складок наружные сгибы направлены в одну сторону.
Двусторонние складки.
И двусторонние складки. У двусторонних складок – бантовых и встречных- наружные сгибы направлены в разные стороны (бантовые складки) или навстречу друг другу (встречные складки).
Двусторонняя бантовая складка – наружные сгибы направлены в разные стороны.
Двусторонняя бантовая складка – наружные сгибы направлены в разные стороны.
Двусторонняя встречная складка – наружные сгибы направлены навстречу друг другу.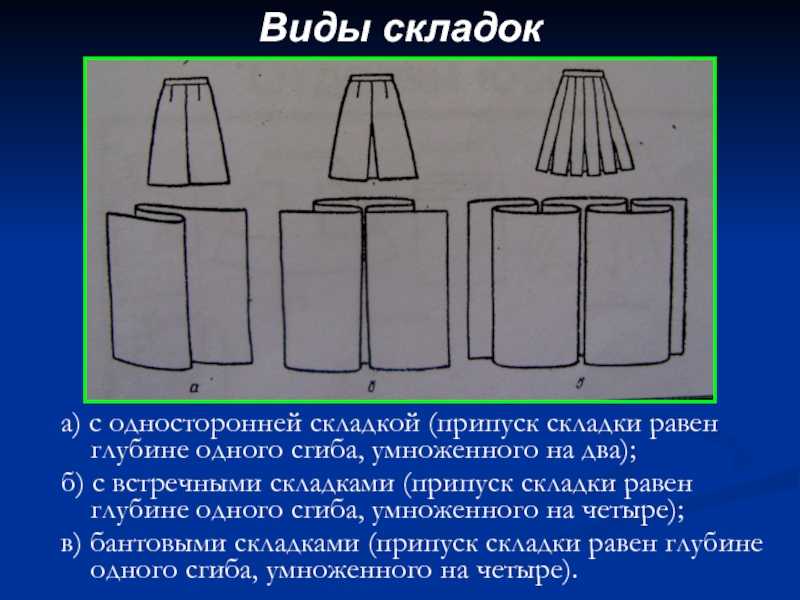
Двусторонняя встречная складка – наружные сгибы направлены навстречу друг другу.
Встречные
По направлению наружных сгибов складки бывают:
Закрепление пройденного: назовите названия складок по направлению наружных сгибов.
Бантовые
Односторонние
Бантовые
складки
А Б В
Встречные
Односторонние складки
складки
По расположению на изделии складки могут быть:
По расположению на изделии складки могут быть: одиночные.
Одиночная складка
Линия середины детали
Симметричные – находящиеся на одинаковом расстоянии от линии середины детали.
Симметричные складки
Групповые – по нескольку складок подряд.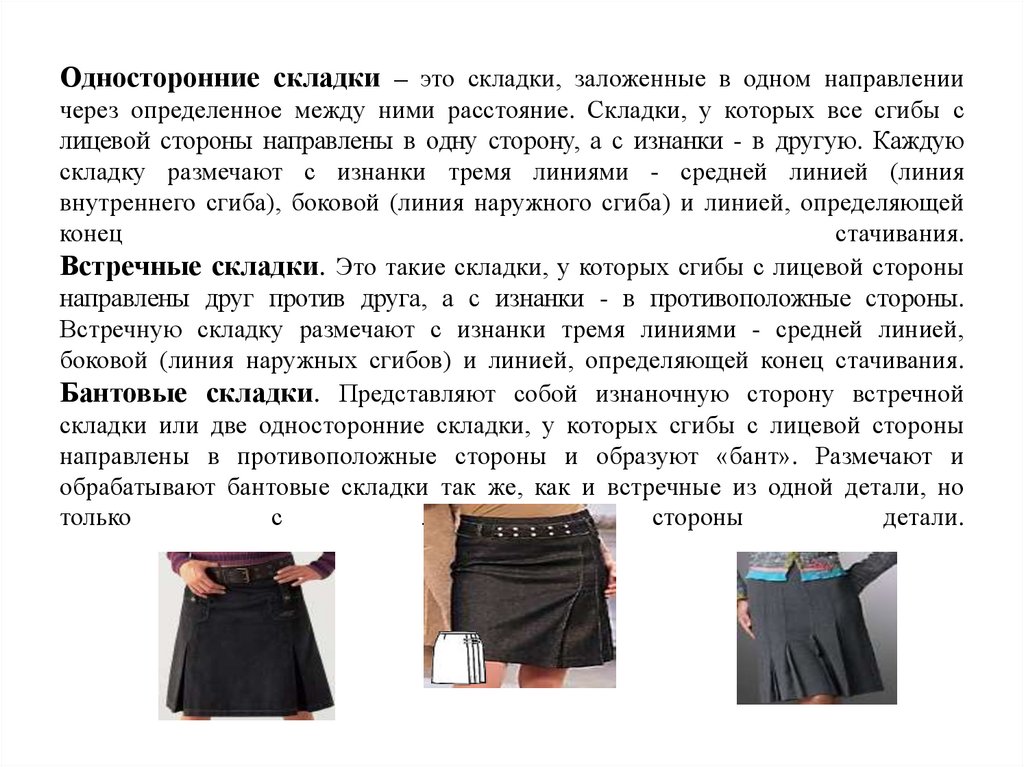
Групповые складки
Круговые складки располагаются по кругу
Круговые складки
Групповые
Круговые
По расположению на изделии складки бывают:
Закрепление пройденного материала: назовите названия складок в зависимости от расположения складок на изделии.
Одиночная
Симметричные
Круговые складки
Одиночная складка
Групповые складки
Какие складки по расположению на изделии вы видите?
А Б В
Складки бывают мягкие и заутюженные.
Складки бывают мягкие и заутюженные.
Мягкие складки Заутюженные складки
Мягкие складки закрепляют по верхнему срезу детали машинной строчкой.
Мягкие складки закрепляют по верхнему срезу детали машинной строчкой, они не требуют заутюживания.
Заутюженные складки можно закрепить по верхнему срезу и заутюжить или стачать с изнаночной стороны .
Заутюженные складки можно закрепить по верхнему срезу и заутюжить или стачать с изнаночной стороны по линии наружного сгиба до линии конца складки по фасону и приутюжить. При обработке складок можно проложить отделочные строчки.
Складки утюжат через влажный проутюжильник до полного высыхания.
При этом между припусками на складку и основной деталью с изнаночной стороны рекомендуется проложить бумагу или ткань, чтобы сгиб складки не отпечатался на основной детали изделия.
Обработка складок и рельефных швов в кожаных изделиях
Содержание
- Складки
- Простые складки
- Сложная складка (узкая складка имитирует широкую складку)
- Рельефные швы
Складки
Складки бывают простые — односторонние, встречные, байтовые, застрочные (застроченные по всей длине) — и сложные.
Простые складки
Односторонняя складка – это складка, у которой припуск направлен в одну сторону. Односторонние складки могут быть стачными и настрочиыми.
Стачные складки (схема 1, фото 1, 2) размечаются с изнаночной стороны детали тремя линиями: средней (внутренний сгиб складки), боковой (внешний сгиб складки) и поперечной (определяет длину стачиваемого участка складки). Расстояние между средней и боковой линиями называется глубиной складки, она определяется по модели (удвоенная глубина складки называется шириной складки).
Деталь перегнуть лицевой стороной внутрь по средней линии и стачать складку, прокладывая строчку по боковой и поперечной линиям складки (переход от продольного участка строчки к поперечному должен быть плавным, чтобы предотвратить разрыв кожи при нагрузке — см. фото 1). Заколотить/заутюжить припуск складки на одну сторону. При желании вдоль стачанного участка складки можно проложить отделочную строчку.
Настрочные складки (схема 2, фото 3) размечаются с лицевой стороны детали.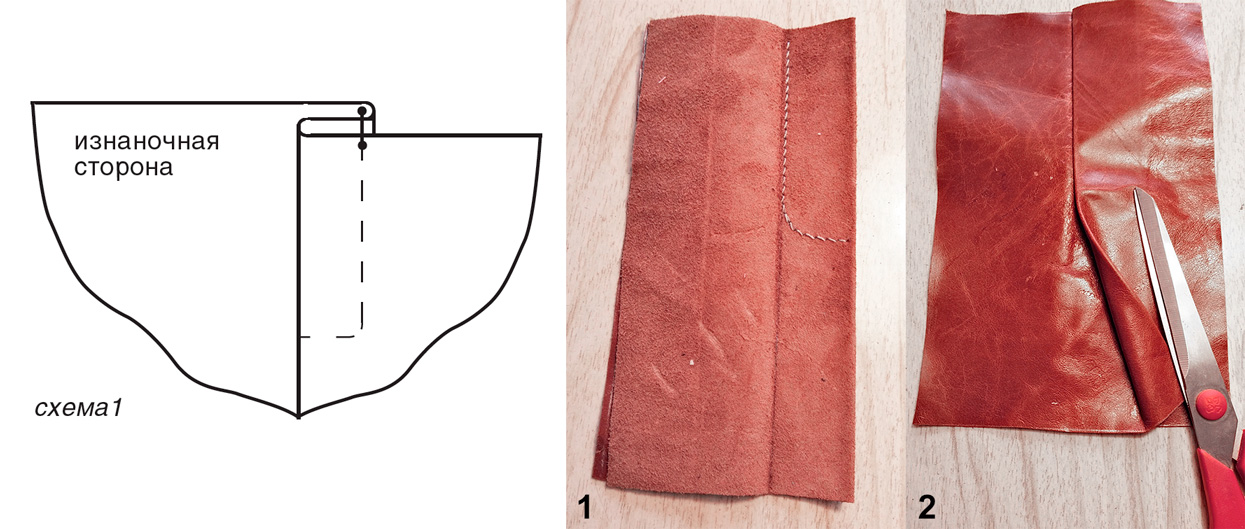 Заколотить/заутюжить припуск складки на изнаночную сторону по линиям разметки и настрочить внешний сгиб складки до отмеченного уровня заданной шириной шва.
Заколотить/заутюжить припуск складки на изнаночную сторону по линиям разметки и настрочить внешний сгиб складки до отмеченного уровня заданной шириной шва.
Встречная складка — это складка, состоящая из двух односторонних складок, расположенных сгибами друг к другу. Так же, как и односторонние, встречные складки могут быть стачными и настрочными.
Стачные встречные складки размечаются с изнаночной стороны детали четырьмя линиями: средней, двумя боковыми (левая и правая) и линией, определяющей длину стачиваемого участка. Расстояние между боковыми линиями равно удвоенной ширине складки.
Деталь перегнуть лицевой стороной внутрь по средней линии и стачать по боковым линиям до отмеченного уровня. Припуски складки разложить по обе стороны от строчки и заколотить/заутюжить. Для дополнительного фиксирования припусков складки с изнаночной стороны прокладываются две машинные строчки: одна (на схеме 3 — справа) вдоль строчки стачивания складки, рядом с ней, и поперек припуска складки, вторая строчка прокладывается только на поперечном участке (на схеме 3 — слева).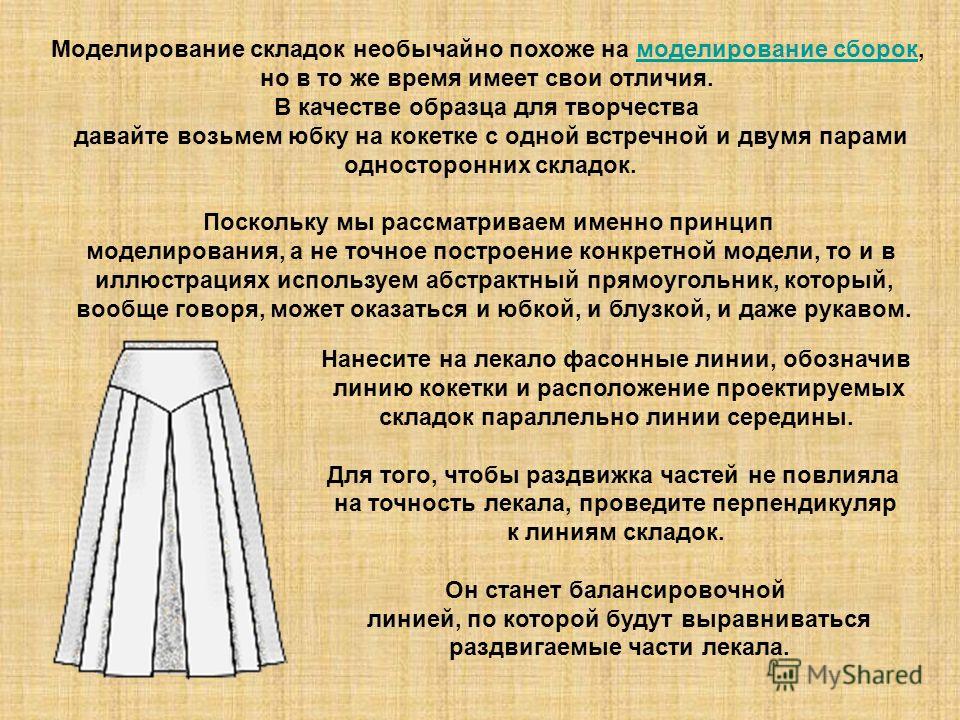 В обоих случаях у конца строчки стачивания складки фиксирующие строчки выполняются с закруглением.
В обоих случаях у конца строчки стачивания складки фиксирующие строчки выполняются с закруглением.
При желании стачанный участок складки можно расстрочить.
Настрочные встречные складки размечаются с лицевой стороны детали. Припуски складки заколачиваются/заутюживаются на изнаночную сторону по линиям разметки. С лицевой стороны внешние сгибы складки настрачиваются на отмеченном участке.
Бантовая складка представляет собой изнаночную сторону встречной складки или две односторонние складки, у которых сгибы с лицевой стороны направлены в противоположные стороны и образуют «бант» (схема 4). Байтовые складки обрабатываются по аналогии со встречными складками.
Застрочная складка — это отделочная простая односторонняя складка, застроченная по всей длине (фото 4, схема 5). Размечают складку с лицевой стороны детали двумя линиями: средней и боковой. Ширина застрочных складок определяется по модели. Узкие застрочные складки величиной 0,1- 0,3 см называются защипами. Застрочные складки чаще всего проектируют группами, но они могут применяться и по отдельности в зависимости от модели.
Застрочные складки чаще всего проектируют группами, но они могут применяться и по отдельности в зависимости от модели.
Перегнуть деталь по средней линии складки лицевой стороной наружу и застрочить по всей длине, прокладывая строчку по боковой линии складки. Припуск заколотить/заутюжить на одну сторону.
Сложная складка (узкая складка имитирует широкую складку)
Наметить линии складки на основной детали: первая — линия сгиба складки, вторая — линия притачивания дополнительной полосы материала. Дополнительную полосу можно выкроить из кожи, из бортовой ткани и других подходящих материалов.
На изнаночную сторону основной детали наложить по разметке дополнительную полосу материала и притачать ее (фото 5). Отогнуть по строчке основную деталь в одну сторону, полосу — в другую сторону и заколотить. Припуск складки промазать клеем. Заложить складку по первой линии разметки и заколотить. Закрепить складку машинной строчкой, прокладывая ее с лицевой стороны детали на расстоянии, определяемом по модели (схема 6, фото 6).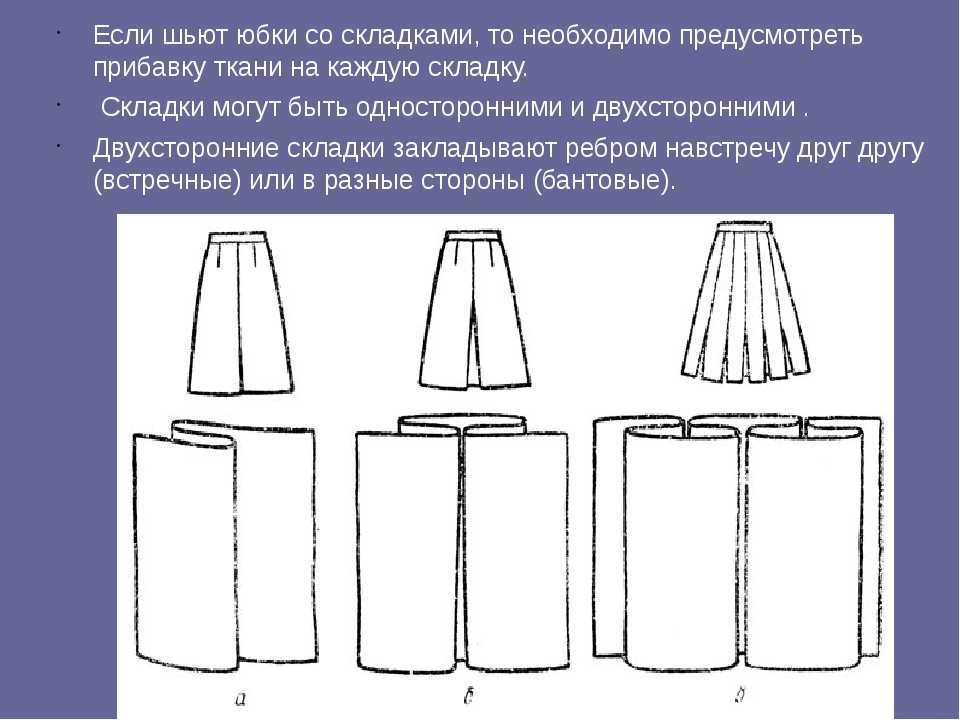
Рельефные швы
Вытачной рельеф: рельеф наметить одной линией с лицевой стороны детали. Затем линию разметки перенести на изнаночную сторону детали. С лицевой стороны детали по разметке проложить машинную строчку, подкладывая с изнаночной стороны дополнительную полосу материала (фото 7).
Отогнуть основную деталь в одну сторону от строчки, полосу — в другую сторону; заколотить сгиб и застрочить рельеф, прокладывая строчку по основной детали на расстоянии 0,1-0,2 см от первой строчки (фото 8).
Развернуть основную деталь, припуски полосы подрезать, промазать клеем и заколотить на одну сторону (схема 7, фото 9). Получен шов, имитирующий стачной шов взаутюжку. По шву можно проложить отделочную строчку, если это предусмотрено моделью.
Рельеф со шнуром: рельеф наметить одной линией с лицевой стороны детали. Затем линию разметки перенести на изнаночную сторону детали. С лицевой стороны детали по разметке проложить машинную строчку, подкладывая с изнаночной стороны дополнительную полосу материала (фото 10).
Между основной деталью и полосой вложить шнур, обогнуть его основной деталью так, чтобы получить выпуклость (фото 10), и приклеить. С лицевой стороны детали проложить вторую машинную строчку как можно ближе к шнуру, используя однорожковую лапку (схема 8, фото 11).
Поверхности складок: от теории к выделению и применению к тензору диффузии МРТ
. 2010 янв-февраль;16(1):109-19.
doi: 10.1109/TVCG.2009.44.
Томас Шульц
1
, Хольгер Тайзель, Ханс-Петер Зайдель
принадлежность
- 1 MPI Informatik, отдел 4-Компьютерная графика, Саарбрюккен, Германия. [email protected]
PMID:
19910665
DOI:
10.
 1109/ТВКГ.2009.44
1109/ТВКГ.2009.44
 1109/ТВКГ.2009.44
1109/ТВКГ.2009.44Томас Шульц и соавт.
IEEE Trans Vis Comput Graph.
2010 янв.-февр.
. 2010 янв-февраль;16(1):109-19.
дои: 10.1109/ТВКГ.2009.44.
Авторы
Томас Шульц
1
, Хольгер Тайзель, Ханс-Петер Зайдель
принадлежность
- 1 MPI Informatik, отдел 4-Компьютерная графика, Саарбрюккен, Германия. [email protected]
PMID:
19910665
DOI:
10.
1109/ТВКГ.2009.44
 1109/ТВКГ.2009.44
1109/ТВКГ.2009.44Абстрактный
Поверхности складок представляют собой двумерные многообразия, вдоль которых скалярное поле принимает локальный максимум (гребень) или локальный минимум (долина) в ограниченном пространстве. В отличие от изоповерхностей, они способны фиксировать в данных экстремальные структуры. Складки имеют давнюю традицию в обработке изображений и компьютерном зрении, а в последнее время стали популярным инструментом визуализации. При извлечении поверхностей складок до сих пор игнорировались вырождения гессиана (т. е. линии, вдоль которых два собственных значения равны). Мы показываем, однако, что эти локусы имеют два важных следствия для топологии поверхностей складок: во-первых, складки ограничены не только боковым ограничением на знак собственного значения, но и гессианскими вырождениями. Во-вторых, поверхности складок, вообще говоря, неориентируемы. Мы описываем эффективный алгоритм выделения поверхностей складок, который учитывает эти данные, и демонстрируем, что он дает более точные результаты, чем предыдущие подходы.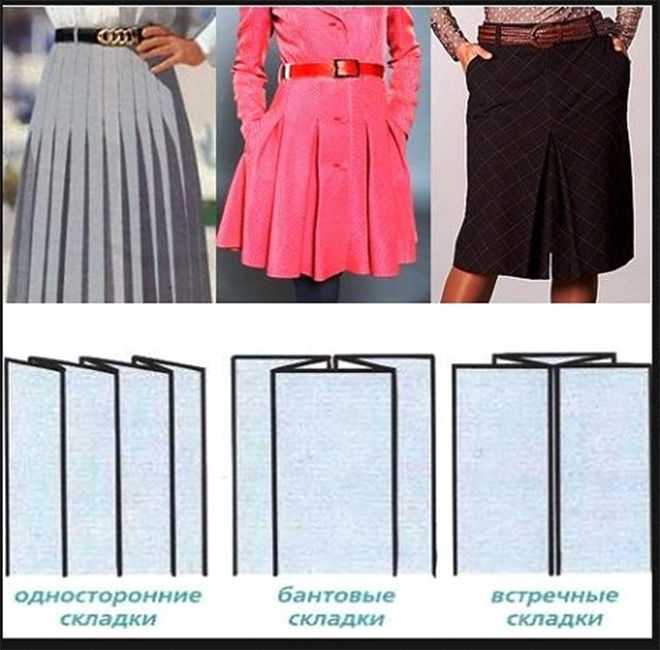 Наконец, мы показываем, что поверхности потоков магнитно-резонансной томографии с тензором диффузии (ДТ-МРТ), которые ранее использовались для анализа плоских областей в данных МРТ с тензором диффузии, математически плохо определены. В качестве примера применения нашего метода складки в меру плоскостности представлены как жизнеспособная замена.
Наконец, мы показываем, что поверхности потоков магнитно-резонансной томографии с тензором диффузии (ДТ-МРТ), которые ранее использовались для анализа плоских областей в данных МРТ с тензором диффузии, математически плохо определены. В качестве примера применения нашего метода складки в меру плоскостности представлены как жизнеспособная замена.
Похожие статьи
Выделение структуры белого вещества на диффузионно-тензорной МРТ со складками анизотропии.
Kindlmann G, Tricoche X, Westin CF.
Киндлманн Г. и соавт.
Мед имидж анал. 2007 г., 11 октября (5): 492-502. doi: 10.1016/j.media.2007.07.005. Epub 2007 3 августа.
Мед имидж анал. 2007.PMID: 17804278
Бесплатная статья ЧВК.Диффузионно-тензорная трактография на основе Монте-Карло с геометрически скорректированным методом соединения воксель-центр.
Бодаммер Н.К., Кауфманн Дж., Кановски М., Темпельманн К.
Бодаммер Н.К. и др.
физ.-мед. биол. 2009 февраль 21; 54 (4): 1009-33. дои: 10.1088/0031-9155/54/4/013. Epub 2009 16 января.
физ.-мед. биол. 2009.PMID: 19147900
Клиническая оценка DT-MRI, сглаживание и отслеживание волокон с логарифмическими евклидовыми показателями.
Филлард П., Пеннек Х., Арсиньи В., Аяче Н.
Филлард П. и др.
IEEE Trans Med Imaging. 2007 ноябрь; 26 (11): 1472-82. doi: 10.1109/TMI.2007.899173.
IEEE Trans Med Imaging. 2007.PMID: 18041263
Сегментация DTI с использованием теоретико-информационной меры несходства тензора.
Ван З, Вемури, Британская Колумбия.
Ван Цзи и др.
IEEE Trans Med Imaging. 2005 г.; 24 октября (10): 1267-77. дои: 10.1109/ТМИ.2005.854516.
IEEE Trans Med Imaging. 2005.PMID: 16229414
Разрешение пересекающихся волокон с использованием ограниченной сферической деконволюции: проверка с использованием данных фантомных изображений с диффузионно-взвешенными изображениями.
Tournier JD, Yeh CH, Calamante F, Cho KH, Connelly A, Lin CP.
Турнье Дж. Д. и соавт.
Нейроизображение. 2008 г., 15 августа; 42(2):617-25. doi: 10.1016/j.neuroimage.2008.05.002. Epub 2008 9 мая.
Нейроизображение. 2008.PMID: 18583153

 2005 г.; 24 октября (10): 1267-77. дои: 10.1109/ТМИ.2005.854516.
2005 г.; 24 октября (10): 1267-77. дои: 10.1109/ТМИ.2005.854516.Посмотреть все похожие статьи
Цитируется
Танцевальные стили миграции коллективных клеток: компьютерный анализ JRAB/MICAL-L2 на основе изображений.
Сакане А., Йошизава С., Йокота Х., Сасаки Т.
Сакане А. и др.
Front Cell Dev Biol. 2018 5 фев; 6:4. doi: 10.3389/fcell.2018.00004. Электронная коллекция 2018.
Front Cell Dev Biol. 2018.PMID: 29468157
Бесплатная статья ЧВК.Обзор.
Количественная оценка листовой структуры мозга с помощью нормализованной свертки.
Tax CMW, Westin CF, Dela Haije T, Fuster A, Viergever MA, Calabrese E, Florack L, Leemans A.
Налоговый CMW и др.
Мед имидж анал. 2017 июль; 39: 162-177. doi: 10.1016/j.media.2017.03.007. Epub 2017 4 апр.
Мед имидж анал. 2017.PMID: 28511065
Бесплатная статья ЧВК.Индекс вероятности листа (SPI): Характеризует геометрическую организацию белого вещества с помощью диффузионной МРТ.
Tax CMW, Dela Haije T, Fuster A, Westin CF, Viergever MA, Florack L, Leemans A.
Налоговый CMW и др.
Нейроизображение. 2016 15 ноября; 142: 260-279. doi: 10.1016/j.neuroimage.2016.07.042. Epub 2016 25 июля.
Нейроизображение. 2016.PMID: 27456538
Бесплатная статья ЧВК.Разработка и анализ моделей полных проводящих дыхательных путей на основе пациентов.
Бордас Р., Лефевр С., Векманс Б., Питт-Фрэнсис Дж., Фетита С., Брайтлинг С.Э., Кей Д., Сиддики С., Берроуз К.С.
Бордас Р. и соавт.
ПЛОС Один. 11 декабря 2015 г .; 10 (12): e0144105. doi: 10.1371/journal.pone.0144105. Электронная коллекция 2015.
ПЛОС Один. 2015.PMID: 26656288
Бесплатная статья ЧВК.Семплирование и визуализация складок с помощью масштабно-пространственных частиц.
Киндлманн Г.Л., Сан-Хосе Эстепар Р., Смит С.М., Вестин С.Ф.
Киндлманн Г.Л. и соавт.
IEEE Trans Vis Comput Graph. 2009 ноябрь-декабрь;15(6):1415-24. doi: 10.1109/TVCG.2009.177.
IEEE Trans Vis Comput Graph. 2009.PMID: 19834216
Бесплатная статья ЧВК.


Типы публикаций
термины MeSH
Складная обработка болотного железа
Реплику топора мы начали делать из губчатых налетов болотного железа. Его нужно было усовершенствовать и превратить в кованое железо, что оказалось сложной задачей.
Фото: Кирстен Хельгеланд, Музей истории культуры, UiO.
Сырой чугун с высоким содержанием шлака
Извлечение сырого болотного железа или производство так называемого губчатого или блюмового железа не было процессом, который мы проводили в рамках этого проекта. Губчатое железо было приобретено у группы людей, которые много лет работали с добычей железа, при этом Том Харальдсен и Йенс Йорген Олесен внесли важный вклад. Когда мы начинали нашу работу, у нас было в наличии пять железных блюмов.
Когда мы начинали нашу работу, у нас было в наличии пять железных блюмов.
Прежде чем из цветов можно было выковать топор, их нужно было обработать. Поры и карманы в подобных губкам налетах содержат стекловидное вещество, называемое шлаком. Болотное железо после выплавки может содержать до 50% шлака (Jylov 2009:123). Эти примеси вызывают образование изломов и трещин, если вы пытаетесь сразу выковать блюм. Чтобы рафинировать железо, мы должны были удалить большую часть шлака, пустоты должны были быть закрыты, а любой оставшийся шлак должен был быть вытянут и распределен как можно мельче.
Обработка фальцовки
Мы использовали процесс фальцовки и ковки в качестве выбранного нами метода для удаления примесей и консолидации блюминга. Оказалось, что на это ушла большая часть проектного периода и огромное количество древесного угля. Первые пару раз, когда мы нагревали блюм, самые большие очаги шлака разжижались и стекали в горн. Большая часть оставшегося шлака была выбита во время последующего процесса ковки. После того как каждый железный блюм был спрессован и поры устранены кузнечной сваркой, его забивали в брусок. Затем стержень сгибали посередине, а два конца соединяли кузнечной сваркой, образуя более толстый стержень. Затем стержень снова удлиняли ковкой и снова складывали. Этот процесс замешивания и складывания повторялся 4-5 раз для каждого цветка. Наконец, мы сварили обработанные блюмы вместе, чтобы сформировать одну большую заготовку для ковки топора.
После того как каждый железный блюм был спрессован и поры устранены кузнечной сваркой, его забивали в брусок. Затем стержень сгибали посередине, а два конца соединяли кузнечной сваркой, образуя более толстый стержень. Затем стержень снова удлиняли ковкой и снова складывали. Этот процесс замешивания и складывания повторялся 4-5 раз для каждого цветка. Наконец, мы сварили обработанные блюмы вместе, чтобы сформировать одну большую заготовку для ковки топора.
Здесь вы можете увидеть фотографии всех железных блюмов до фальцовки, а также часть отходов от ковки в виде шлака и молотковых чешуек.
Плохое качество блюмов
Когда мы начали работу, у нас было 8,5 кг губчатого железа в виде пяти блюмов. Самый большой из них, весом 3,5 килограмма, мы планировали использовать для ковки топора. Цветок был извлечен на семинаре по выплавке железа, проходившем в парке культурного наследия Вейен в 2015 году, и был разделен на две части. Несмотря на то, что этот блюм был богат железом и хорошо сцементирован, при обработке он демонстрировал плохие ковочные свойства. Появился ряд изломов и трещин – даже после многократной фальц-обработки. Эта проблема вполне может быть связана с качеством болотной руды Модум, которая использовалась для процесса добычи. Большинство других цветов были извлечены из руды Снертингдаля и были хорошего качества. Поэтому железо из Вейена было «утилизировано», а другие цветки выкованы в единую заготовку для изготовления топора.
Появился ряд изломов и трещин – даже после многократной фальц-обработки. Эта проблема вполне может быть связана с качеством болотной руды Модум, которая использовалась для процесса добычи. Большинство других цветов были извлечены из руды Снертингдаля и были хорошего качества. Поэтому железо из Вейена было «утилизировано», а другие цветки выкованы в единую заготовку для изготовления топора.
Отчет о семинаре Veien 2015 можно найти здесь (только на норвежском языке). В отчет включены сведения о качестве руды, которые также относятся к другим цветкам, которые мы использовали для топора.
Нехватка железа
Нас несколько удивило, что оставшиеся четыре цветка, всего пять килограммов губчатого железа, оказались немного недостаточны для того топора, который мы собирались изготовить, несмотря на то, что его запланированный вес был менее одного килограмма.
Складывание в Японии
Очищение железа и стали с помощью процесса складывания — это хорошо известный метод в японской традиции изготовления мечей, который до сих пор жив.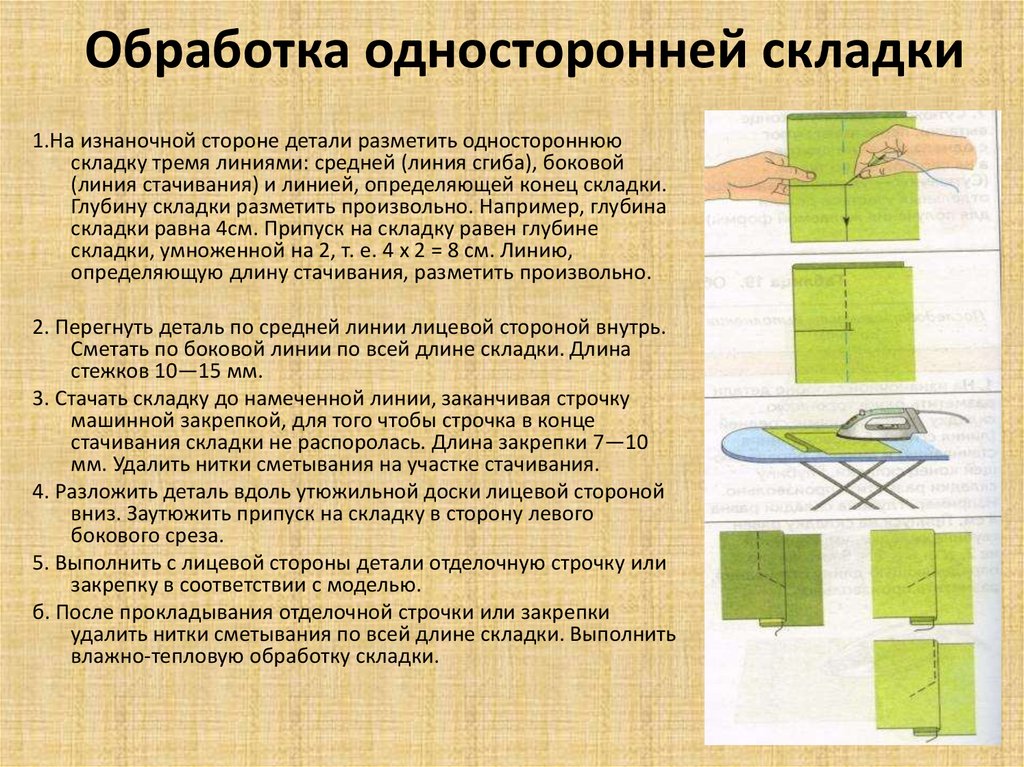 В японском мечеварении железо или сталь проходят 10-15 циклов складывания и кузнечной сварки. Такое количество ковки и сварки означает многократный нагрев заготовки в кузнице, что приводит к окислению большей части железной поверхности, которая отваливается в процессе ковки, образуя тонкие хрупкие чешуйки. Археологи называют это молотковой чешуей. В японской фальц-обработке ( shita-kitae ), который включает в себя более десяти складываний, в конце процесса остается только 1/10 веса исходного изделия (Inoues 2002).
В японском мечеварении железо или сталь проходят 10-15 циклов складывания и кузнечной сварки. Такое количество ковки и сварки означает многократный нагрев заготовки в кузнице, что приводит к окислению большей части железной поверхности, которая отваливается в процессе ковки, образуя тонкие хрупкие чешуйки. Археологи называют это молотковой чешуей. В японской фальц-обработке ( shita-kitae ), который включает в себя более десяти складываний, в конце процесса остается только 1/10 веса исходного изделия (Inoues 2002).
Ресурсоемкий
Мы сложили пять килограммов губчатого железа в пять раз, и у нас осталось чуть больше одного килограмма. Мы бы предпочли сложить его еще пару раз, чтобы обеспечить высокое качество железа, прежде чем мы приступим к ковке топора, но у нас было мало времени, а также железа. Один из сделанных выводов состоит в том, что обработка фальца требует огромного количества железа, древесного угля и времени. По общему признанию, шлак может составлять почти половину веса губчатого железа, и большую часть этого шлака всегда нужно удалять.