Чем клепать кожу: Устанавливаем металлическую фурнитуру на кожу: основные инструменты
Содержание
Устанавливаем металлическую фурнитуру на кожу: основные инструменты
Установка фурнитуры на кожаные изделия – ответственный процесс. Как правило, в месте установки кожа прокалывается или на ней остаются заметные следы. Такие дефекты устранить практически невозможно. Поэтому ошибка или нарушение технологии может привести к порче изделия. Чтобы правильно установить металлическую фурнитуру на кожу, необходимо:
1. точно рассчитать и наметить места ее установки;
2. использовать профессиональное оборудование для производства кожгалантереи;
3. знать и соблюдать технологию установки.
Наша статья будет посвящена инструментам, которые потребуются для установки металлической фурнитуры.
рис. 1 Установка фурнитуры для кожи требует специальных инструментов
Основные разновидности инструментов
Разметчики
Существует несколько типов таких инструментов для выполнения разного рода задач, используют их на сухой коже для образования пометок, которые понадобятся в дальнейшем при установке фурнитуры. Их можно применять вместе с металлической линейкой для того, чтобы быть уверенным в том, что линия ровная, но в целом конструкция позволяет точно и чётко проводить линию без отклонений.
Параллельный разметчик очень удобен в изготовлении кожгалантереи: объёмная ручка держится в руке, и одна сторона ведётся по краю, а вторая проводит параллельную линию на коже. Расстояние между этими линиями регулируется подкручиванием специального винта, который удерживает круги.
Игольчатый разметчик имеет в своём составе ручку и ролик-кольцо с колючими элементами, расположенными с определённым шагом (например, 4 мм). В местах полученных отметок потом шилом, дыроколом или пробойником пробивают отверстия.
Универсальный торцбил-канавкорез – инструмент для широкого круга задач. В комплекте с ним часто идут сменные головки для торцбила, головка-канавкорез и разметчик с функцией регулировки расстояния от края.
Также для разметки используется циркуль со специфичной конструкцией специально для кожаных материалов.
Канавкорез и игольчатый разметчик в действии:
Прессы для установки фурнитуры
Пресс – это оборудование для кожгалантереи, которое позволяет осуществлять высечку различных элементов, вырубку деталей или отверстий и декоративное тиснение. Их используют для установки фурнитуры – люверсов и т.д. На нижнюю часть укладывается кожа, и простые операции с прессом позволяют получить нужные отверстия. Предварительно подбираются насадки нужных форм и размеров.
Существуют винтовые настольные прессы в разных модификациях (например, со сменной площадкой по высоте) и пневматические настольные.
Инструменты для установки заклепок и кнопок
Для этой цели понадобится набор из инструментов — с ними кнопки и заклёпки разного диаметра можно установить на обувь, сумки, ремни и прочие изделия. Такой набор подойдёт и для ремонтной мастерской, и для домашней работы. В него входят такие инструменты:
1. зубила для расклепывания кнопок разных размеров;
2. инструменты для заклепывания нижней части копки;
3. пробоины для создания мелких отверстий – они изготавливаются из твёрдой закаленной стали и имеют с одной стороны заточенное отверстие, а с другой – выход для вырезанных кусков материала;
4. двухсторонний «пятачок», на который с одной стороны ставится верхняя кнопка и расклёпывается, а с обратной стороны на выпуклую поверхность укладывают для расклепывания нижнюю часть кнопки.
рис. 2 Инструмент для установки заклепок и кнопок
Инструменты для установки блочек и люверсов
Все эти инструменты можно поделить на три группы.
1. Ручные можно использовать дома. Они состоят из пробойника, пуансона (чекана) и матрицы. Вначале в материале делается отверстие, а затем люверс вставляют в него, надевают шайбу и с помощью пресса или пуансона развальцовывают.
2. Автоматические устройства приобретают для массового производства. Здесь втулки и шайбы загружаются в специальный котейнер, и оператору остаётся только направлять основу.
3. Полуавтоматический – самый распространённый вариант, где блочки и шайбы ставятся в пресс вручную, а отверстия в основе пробиваются кромкой блочки.
Установка люверсов происходит так:
Выбирая фурнитуру, нужно учитывать все её параметры, чтобы подобрать подходящую, то есть:
1) с достаточно острой кромкой, если это полуавтоматический монтаж;
2) соответствующей высоты – она может составлять всего и 10, и 80% материала, но лучше и надёжнее, если до развальцовки 1-2 мм ножки будет выступать над шайбой;
3) правильного диаметра, который подходит для вашего инструмента, так как на люверсы нет жёстких стандартов.
рис. 3 Инструмент для установки блочек и люверсов
Инструменты для установки уголков
Для установки металлических уголков используют разные инструменты. Например, ручные прессы позволяют работать с широким ассортиментом деталей, среди которых есть и отверстия, и уголки. Для экономии сил мастера можно использовать пневматические прессы.
Другие инструменты
Кроме перечисленного, для профессиональной работы понадобятся инструменты с набором пробойников, отдельно ручки для пробойников и насадок, насадки для прессов. С их помощью устанавливается разная металлофурнитура для кожгалантереи: блочки, хольнитены, кнопки – для каждого вида требуется своя насадка.
Канавки в коже делаются с помощью различных резцов, отверстия – при помощи шил, дыроколов и т.д. Ещё широко используется строчный пробойник для пробивания отверстий под шов в коже – его параметрами является форма зуба (ромбовидная) и шаг, то есть расстояние между зубьями. Такие приспособления могут пробивать отверстия под шов в коже до 2-3, 5 или 6 мм и больше, в зависимости от модели.
рис. 4 Набор строчных пробойников
Процедура установки состоит из двух этапов, на каждом из которых нужны отдельные инструменты.
1. Вначале пробойником создают техническое отверстие с диаметром, соответствующим ножке заклёпки.
2. Далее под силой пресса происходит сама установка, то есть ножка фиксируется внутри шляпки.
Для каждого действия предназначаются специальные инструменты, с которыми процесс становится эффективным и высокотехнологичным. Точные отверстия нужного размера, надёжная фиксация фурнитуры – всё это позволяет получить изделие высокого качества.
Работаем с фурнитурой для кожи. Часть 1. Установка фурнитуры прессом.
Здравствуйте! Рада приветствовать Вас!
Мастера и профи не судите строго, поверьте, я очень старалась!
Этот мастер-класс открывает серию статей, посвященных работе с металлофурнитурой. В нем я хотела бы показать, как легко и просто установить фурнитуру с помощью пресса. Когда я приобрела этот пресс, столкнулась с проблемой отсутствия информации, пособий по его использованию. Сколько же тогда фурнитуры я потратила, чтобы, наконец, разобраться. Если этот мастер-класс окажется для Вас полезным, я буду очень рада).
Итак, рассмотрим:
Как установить кнопки.
Как установить хольнитены (клепки, заклепки).
Как установить люверсы.
Как обтянуть пуговицы тканью.
Теперь по порядку.
Вот так выглядит пресс, в данном случае TEP-1. Меняя в нем насадки, мы можем работать с различными видами фурнитуры.
Все комплекты насадок состоят из верхней части с резьбой и нижней части — без резьбы. Единственным исключением из правил являются насадки для кнопок, где комплект состоит из 4 насадок, и насадки для обтяжки тканью, где пресс выполняет только функцию прижимного механизма.
Установка кнопок.
Кнопки бывают разных диаметров и видов крепления. Когда Вы покупаете кнопки к насадкам или наоборот, обратите внимание на внешний вид частей кнопок. Это очень важно! Не все кнопки, например, 12мм-го диаметра можно установить одной насадкой. Сейчас я на примере хотела бы показать Вам, как установить кнопку диаметром 15мм.
Нам понадобятся: пресс, комплект насадок, 4 составные части кнопки и дырокол.
Первым делом мы должны проделать отверстия для будущей кнопки, отверстия должны быть как на верхней, так и на нижней части. Для этого мы можем воспользоваться как ручным дыроколом, так и насадкой-дыроколом для пресса. Для данного размера кнопки достаточно 3мм-го отверстия.
Я же воспользуюсь ручным дыроколом — моим любимцем.
В полученные отверстия вставляем части кнопки с «ножками».
Установим верхнюю часть кнопки. Берем насадки №1 и №2 и помним, что насадка с резьбой (№2) всегда устанавливается сверху.
Насадки вставили.. Теперь переворачиваем верхнюю часть изнаночной стороной вверх, совмещаем шляпку кнопки (деталь №1) с углублением в насадке №1 и надеваем сверху деталь №2.
Нажимаем на ручку пресса, в результате этого «ножка» детали №1 расплющивается в идеальное колечко внутри кнопки и скрепляет детали вместе.
Верхнюю часть установили.
То же самое проделываем с нижней частью кнопки.
Здесь я сразу вставила деталь №3 в насадку.
Далее прикладываем нижнюю часть лицевой стороной вверх, совмещая деталь №4 с насадкой, и помним, что деталь №3 уже вставлена в верхнюю насадку. Скрепляем нажатием ручки пресса.
Вуаля! Все получилось очень быстро и аккуратно!
2. Установка хольнитенов, или просто — клепок, заклепок. Рассмотрим на примере хольнитенов 9*9мм (цифры обозначают верхний и нижний диаметры). Думаю, основной принцип установки Вы уже поняли))
Для этого размера хольнитенов также подойдет диаметр отверстия 3мм.
Вот и с хольнитенами разобрались!
3. Установка люверсов. Рассмотрим на примере 5мм-х люверсов. Обратите внимание, на то, что люверсы обычно выбирают по внутреннему диаметру. Вот и в данном случае 5мм — это не внешний диаметр кольца люверса, а его внутренний диаметр.
Диаметр отверстия для этого размера люверсов — 4,5-5 мм.
Люверсы готовы!
4. Обтяжка пуговиц. Рассмотрим этот процесс на примере заготовок для пуговиц 25мм с пластиковой ножкой. После обтяжки диаметр пуговицы увеличится на пару мм. Это необходимо учитывать при выборе размера заготовок.
Кусочки ткани я вырезаю размером чуть превышающим диаметр первой насадки (справа на нижнем фото). Черная деталь насадки — вспомогательная, с ее помощью можно, например, вытолкнуть уже готовую пуговку из насадки.
Следующая деталь, благодаря срезу, собирает ткань и направляет ее к центру.
Теперь, когда мы подготовили пуговицу, нам необходимо поставить насадки под пресс и хорошенько нажать ручку. В этот момент края стальной крышечки сдавливаются и аккуратно «обнимают» пластиковую часть с ножкой по всему диаметру. Таким образом, две части пуговицы плотно скрепляются и в дальнейшем уже можно не опасаться, что они разъединятся.
Ну вот, пожалуй, и всё на сегодня)) Теперь, я думаю, Вам не составит труда установить и другую металлофурнитуру, ведь основные принципы установки аналогичны и при установке джинсовых металлических пуговиц, и при установке хольнитенов со стразами, и декоративных кнопок))
Надеюсь, что эта информация покажется Вам полезной, а время окажется потраченным не зря!
Желаю Вам творческих успехов, вдохновения, большой удачи и отличного настроения!
С уважением, Аня)
Установка кнопок на одежду в домашних условиях без пресса своими руками, как вставить клепки на куртку
Содержание
Какие бывают кнопки
Пришивные кнопки для одежды
Клепки
Магнитные
Как установить кнопку на куртку без пробойника и станка, пользуясь подручными средствами
ТОП лучших кнопок
Рассмотрим нехитрый способ починки застежки на курточке в домашних условиях. Что если одежда требует срочной замены заклепки, но возможности отнести вещь в ремонт, у вас нет. Небольшой мастер-класс по замене кнопки в домашних условиях поможет справиться с проблемой самостоятельно.
Какие бывают кнопки
Для начала, нужно разобраться какие бывают виды кнопок. Они рознятся по форме, материалу и назначению. Изучим детально основные отличия, чтобы разобраться, как именно выполнить замену или установку кнопки.
Для легких тканей
Для легких материалов, таких как трикотаж, шелк или ситец используют декоративные варианты, зачастую они изготовлены из пластика или силикона. Популярная версия застежки для детских трикотажных изделий — Джерси. Их изготавливают из легкого нержавеющего металла. Например, латуни. Клепки для трикотажа оснащены зубцами. В домашних условиях их легко установить при помощи щипцов или молотка.
Установку такого образца изделия можно выполнить в несколько действий:
запастись подручным инструментом.
собрать детали кнопки по инструкции производителя.
зафиксировать зубцы кольца в ткани.
поместить вторую часть сверху на зубцы и прижить щипцами или заклепать молотком.
То же самое выполнить для второй детали.
Не сложный процесс установки поможет немного сэкономить на услугах специалистов.
Пришивные кнопки для одежды
Наиболее удобный вариант для домашнего монтажа — пришивная кнопка. Она оснащена специальными отверстиями или петлями, сквозь которые продевается нитка при помощи иглы. Процесс аналогичен установке пуговиц.
Такой вариант применяют для вязаных и шерстяных изделий, блуз и рубашек. Это могут быть потайные и декоративные кнопки.
Клепки
Популярный вид кнопок — альфа. По способу крепления и форме клепки можно классифицировать как:
колпачок;
разъем;
шпилька;
потайная.
Их используют в зависимости от типа и дизайна изделия. Важную роль при выборе клепки играет плотность и толщина ткани.
Магнитные
Изделия с магнитным замком могут быть пришивными и вшивными, они бывают в виде застежек и комбинированных версий застежки с кнопкой.
Такие детали неотъемлемый атрибут сумок, но в последнее время такую фурнитуру широко используют в пошиве верхней одежды, нательного белья и других нарядах.
Как установить кнопку на куртку без пробойника и станка, пользуясь подручными средствами
Простые советы помогут установить кнопку на куртку без использования пресса. Для этого нужно выполнить следующие действия:
Приготовьте все детали.
Для установки деталей понадобится несколько подручных инструментов. Молоток, щипцы шило и простой гвоздь.
Можно выполнить отверстие с помощью шила или гвоздя. Если вы выполняете замену, то отверстие в ткани уже есть.
На лицевую сторону нужно расположить детали «мама» и «папа». Для этого ножку продевают в отверстие и накладывают петлю с обратной стороны.
Нужно ударить молотком по ножке, чтобы лепестки расщепились.
Аналогично выполняют крепление второй детали.
Совет! Не прилагайте слишком больших усилий, чтобы не повредить ткань. Если установка прошла не очень удачно, лучше уберите кнопку и повторите работу заново.
ТОП лучших кнопок
Важно уделить внимание выбору фурнитуры. Некачественные детали будут плохо держаться и расстегиваться. Не стоит экономить на фурнитуре и выбирать изделия сомнительных производителей. Дешевые детали могут быстро приходить в негодность уже на стадии установки. Большое их количество отправится в утиль, и вместо выгоды вы понесете дополнительный расход.
Компания HEMLINE — популярный бренд во всем мире. Клепки и инструмент для их установки их производства славится высоким качеством, долговечностью, доступностью и ассортиментом.
Немецкий производитель PRYM — старейший бренд с заслуженной репутацией. Цена изделий вполне доступна. Для людей часто нуждающихся в подобных товарах в России представлен удобный набор деталей с инструментом.
Модный тандем Cobrax и Rili завоевали рынок оригинальностью и надежностью изделий. Они производят дорогую фирменную фурнитуру, которую по достоинству оценили модельеры во всем мире.
Российскими представителями качественных изделий можно считать бренд ы «МВ-фурнитура» и «Трейд-Декор». Здесь можно заказать индивидуальный дизайн.
Перед покупкой изучите отзывы потребителей и продумайте вид фурнитуры, которая подойдет для вашего изделия. Сравните цены и выберите оптимальный вариант.
Даже сложную на первый взгляд работу по установке или замене кнопок на одежде можно выполнить дома с применением простых подручных средств. Полезные советы и сноровка помогут справиться с этой задачей.
Отличная Броня-доспехи из закаленной кожи
./imad/inter03.jpg» align=»center»> Отличная Броня доспехи из закаленной
кожи
Copyright (c) by David Friedman and Elizabeth Cook
Закаленная
кожа также известная как courbouilli, удовлетворяет все те требования.В
этом очерке, как сделать различные части брони из закаленной кожи: bazuband
( предплечье и защита локоти), klibanion (Византийская броня тела), перчатка
и рукоятка. Описанная техника может относиться к широкому целому ряду
других частей.
Чтобы начать, Вам нужна кожа. Это должна быть растительной кожей, а не
хромовая кожа.Растительная кожа используется для резьбы, делая ленты и
аналогичные проекты; это часто описано как окаймление седла.
Толщина кожи определяется в унциях за квадратный фут. Одна унция соответствует
толщине 1/64″; что действительно измерен, — обычно толщина, а не
вес. Умозрительно Вы должны использовать по крайней мере 12 или 13 кожей
унции.
Прежде, чем Вы начали делать кожанную броню, позвольте мне давать Вам
три предупреждения. Сначала в том, что хотя пчелиный воск — привлекательные,
приятные пахучие вещи проблема может быть в осторожном обращении с расплавленным
воском.
Второе предупреждение — то, что воск может сделать ожог. У меня нет опыта
с парафином или другим воском, что Вы могли использоваться взамен. Быть
осторожным, и держать пожарный огнетушитель .
Мое конечное предупреждение должно напомнить Вам, любое средство разработанное,
чтобы резать кожу также разрабатывается, чтобы резать Вас, так что нужно
быть осторожным. рис.1
Чтобы Сделать Bazuband
Рисунок 1 показывает простой bazuband выглядит похожим на; Рисунок 2 показывает
часть кожи, которую Вы будете использовать. Размеры — окружность запястье
(a), максимальная окружность предплечье (b) и расстояние из запястье в
складке, которая делит предплечье из верхней руки (c).
Режьте часть, заполните горшок с холодной водой с отвода, и установите
кожу в, чтобы пропитать; если Вы не имеете горшок достаточно большой ,
используйте раковину или ванну. После того, как кожа пропиталась через
полчаса или около того, она получается гибкой и немного эластичной. Если
Вы делаете нечто, что требует много растяжение, как например, bazuband
или greave, кожу пропитывать сутки, затем покрывать сырым полотенцем,
и оставлять в течение восьми часов или около того.
Если Вы просто сделали предплечья, чтобы бы завертывать вокруг вашей руки
(с заполнением), или вокруг чего-нибудь относительно той же формы и размера
и позволит сушится bazuband. Для этого Вы должны протянуть центральную
часть кожи, которая идет над локтем — зетененная область на Рисунке 2.
рис.2
Один путь — использовать среднюю измеренную чашку 6″-8″ в диаметре.
Установите чашку вверх дном в удобном месте и протяньте кожу над этим
вручную. Другой путь — использовать две чашки, с кожей между ними.
Когда кожа протянута достаточно, следующий шаг должен соединить это в
форме. Форма должна формировать bazuband. Это означает, что это цилиндрическое
для восьми дюймов или около того, с диаметром около четырех или пяти дюймов.
Вы могли вероятно сделать деревянную форму и использовать, чтобы сделать
bazubands для вашей группы.
Соедините мокрую кожу на форму, использование полос ткани, чтобы избегать
маркировки кожи. Лучше всего используйте роликовый бинт-один из тех гибких
бинтов, которые продают, чтобы связать растяжение, скоторая прилипает.
Основная идея — получить мокрую кожу связанную плотно на форму, так, что
когда он высохнет будет иметь форму .Не запускайте следующий шаг пока
кожа не стала сухой, вероятно ожидать придется несколько дней.Кожа твердеет
под пчелиным воском. Немногие люди делают с помощью плавления воска в
большом горшке и вложенной кожей. Этот метод требует много восков. Закалять
кожу в печи, используя большой лист алюминиевой фольги, кожа и воск в
печи устанавливаются в о 220deg..
Когда кожа горяча и воск начиная смягчать немного, возьмите pan, потрите
воск повсюду с кожи, и установите в печь. Попытайтесь не проливать воск
везде где, вероятность загорания. Продолжайте процесс полчаса или более,
пока кожа не пропиталась воском. Затем выключите печь. Пока кожа горячая
bazuband гибкий, так что можно делать любую последнюю корректировку формы,
чтобы получить точный размер, затем он охлаждается и твердеет. Это — простой
bazuband, вы должны перфорировать дыры (как показано на Рисунке 1), вдеть
кожанный ремень через дыры. рис.3
Если Вы хотели более причудливый bazuband, Вы могли бы сделать вторую
часть, чтобы покрыть ваше запястье, как показано на Рисунке 3. Петля является
просто полосой unhardened кожи, клепать в обеих частях как показано. Конец
части, которая покрывает локоть, имеет обратную кривую, чтобы сделать
более комфортабельный.
Одна проблема в получении такой брони — в том, что сферические части появляются
совсем не сферический. Есть решение в этой проблеме. Кожа можно обрабатывать
молотом на наковальне, значительно как сталь работает.
Чтобы Сделать Klibanion
Lamellar Броня сделана из массы небольших пластин некоторого жесткого
материала, как например, металл или кожа, пробивать отверстия вместе. Это использовалось многими другими людьми, из Скандинавии в Японии. рис5
Первый шаг должен резать массу lamellae. Рисунок 5 показывает размер и
форма, а также различные другие формы базировавшиеся lamellae (от Thordeman
и Robinson). Материал, который Я использовал, был 8 унции загорелой кожи.
Безрукавная lamellar жилетка защищая меня от талии .
Следующий Шаг должен затвердеть кожу. Вы можете просто сложить их в торт
установите большой кусок пчелиного воска на верху, и в печь 220deg. и
позвольте воску плавиться. Когда воск большей частью или полностью растаял,
поворачивайте части , предется повозитеся с ними пока каждая часть не
насытилась с воском. Затем позвольте им охлаждаться.
Следующий Шаг сделать дыры. Вы могли бы делать это кожанным перфоратором,
легче использовать тренировку, особенно если у вас есть доступ к стационарному
сверлильному станку. Рисунок 6 показывает группу девяти lamellae с дырками
и протянутым шнурком, это немного модифицируется из реконструкции Bengt
Thordeman описанный в Византийских Армиях 886-1118. Я использую кожанный
ремень для шнурка. Пробивать отверстия lamellae вместе , затем пробивать
отверстия полосы . рис.6-7
Рисунок 7
показывает мой klibanion Он прикрепляется в правом переднем плане. Самый
Простой путь взять фут или около того кожанных ременей, соединить узел
в один конец, выдернуть через другую дыру в c и наконец, возвратиться
в передний план через сопоставление дыры. Если Вы тянете это плотное соединение,
ремень держит два lamellae вместе как если бы они были соеденены через
отверстия.
Мой текущий klibanion имеет ярмо unhardened кожи, которая приспосабливается
над моими плечами, с дырой для моей головы и щели в переднем плане показываются
на Рисунке 7. Это — очень простой klibanion. Показанные В Византийских
изображениях предусматривают больше охвата тела и плеч, и часто имело
дополнительные части кожи (pteruges), зависающей с талии, чтобы защитить
верх нога.Размер и форма выжения lamellae изменяются широкой областью;
Вы можете захотеть проэкспериментировать.
Перчатка
Рисунок 8 показывает закаленную кожанную перчатку, как частитак и целую
вещь сформированные и собранные. Это сделано из четырех частей закаленной
кожи . Петля U пробиваться отверстия в части пальца S вдоль ff (который
пробивать отверстия на FF), в части руки R вдоль gg (который пробивать
отверстия на GG) и в части костяшки T вдоль ee (который пробивать отверстия
на EE). База поворотной части перекрывает часть руки R, и прикрепляется
частью кожанного ременя, проходом одной дыры в базе Q и две дыры в R. Копия краев и dd, какое прикосновение, когда перчатка собирается, скошены
внизу ( inside перчатки), чтобы помочь перчатке гнуться лучше. рис.8
Часть руки R должна закончиться с своего рода формой hourglass, с манжетой
из запястье.Полные инструкции перчатки должно потребовать значительно
более длинную дискуссию, значительно лучший художник, и более точные чертежные
данные.
Другие Возможности
Есть масса других вещей, которые Вы можете сделать из закаленной кожи.
Мои верхние нога например, защищаются бронированным трусы, один из наших
людей сделал себе кожанные копии простого стального полицейского локотя.
Другой член нашей группы сделал закаленную кожанную корзину рукоятки Рисунок
9 показывает его разработку. И, конечно, кожанная хоккейная чашки-для
которой рекомендую очень толстую кожу.
способы, тонкости, секреты, советы Журнал HandmadeMart
Содержание:
Плетёным из кожи вещицам всегда найдётся место в гардеробе, аксессуарах, уютном домашнем интерьере и неизбежных офисных буднях. Покупать готовые плетёные изделия из кожи накладно. Намного дешевле купить кожу для рукоделия и сплести самостоятельно. А если для плетений из кожи своими руками использовать имеющиеся под рукой вышедшие из употребления предметы гардероба: такие как старый кожаный плащ, например, то стильное украшение или декор вы получите вообще без затрат. Без финансовых по крайней мере. Только не нужно отговорок, вроде «я не умею». Все мастера-кожевники когда-то не умели. И кто, знает, не станете ли одним из них именно вы? Итак, давайте учиться! Сегодняшней темой нашего разговора будут простейшие способы плетения из кожи.
Как нарезать ленты и полоски кожи?
Какой бы способ плетения вы не избрали (о них чуть позже), а от необходимости получить полосы или ленты из кожи никуда не уйти. Сделать это возможно двумя способами.
Нарезка по прямой – позволяет получить идеальные полосы нужной длины и ширины из подходящего по размеру пласта кожи;
Нарезка по кругу – помогает обмануть имеющиеся размеры пласта кожи, получая ленту во много раз превосходящую исходную длину и ширину;
Как резать кожу на полоски по прямой?
О том, как резать натуральную кожу мы рассказывали подробно в отдельной статье о кожевенных инструментах. Потому сейчас останавливаться на тонкостях не станем.
Начинать следует с разметки, то есть на фрагмент кожи, что предстоит распустить на полосы аккуратно при помощи линейки и… Опытные кожевники обходятся разметочным циркулем (шилом) и линейкой, без каких бы то ни было прочерченных по материалу линий. Острием они намечают едва заметные дырочки, по которым и орудуют затем резаком вдоль линейки. Для этой операции обязателен раскроечный мат (можно заменить листом фанеры или ненужным журналом), дисковый нож или острый резак.
Пласт кожи раскладывается на мате и размечается. Затем уложенная вдоль разметки линейка плотно прижимается пальцами к коже, а острие резака продвигается вдоль её края. Прижимающие линейку пальцы необходимо тоже постепенно продвигать по ходу реза.
Новички нередко боятся резака, многим привычней резать ножницами по намеченной черте. Теоретически черту на коже может оставить даже обычная шариковая ручка, или фломастер, вопрос насколько легко будет провести её, видна ли эта черта в процессе нарезки, не будет ли расплываться и пачкать, не скажется ли ненужной грязью на готовом изделии? Из обкатанных опытным путём вариантов мастера рекомендуют использовать для разметки гелевый стержень серебристого цвета. Его одинаково хорошо видно на тёмной и светлой коже. С крашенной кожи его следы легко удаляются обычным канцелярским ластиком. Но помните, кожа растительного дубления и все сорта с минимальной обработкой для таких экспериментов категорически не пригодны, загрязнения с такой кожи удалить очень тяжело.
Как резать ленту из кожи по кругу?
Нарезка лент из кожи вкруговую помогает экономить материал. Такой способ позволяет получить длинную полоску из весьма небольшого кусочка кожи. Режут ленту от центра по спирали. Новичку, что орудует лишь ножницами, лучше выбирать не очень толстую кожу. Резка начинается с прокола, в который вставляют кончик ножниц и постепенно ведут дуговую линию, стараясь выдерживать ширину кожаной ленты.
Если кусочек кожи продолговатый, то возможно резать не по кругу, а по овалу.
По готовности такую ленту растягивают, получая ровную полосу для плетений. Мягкая не большой толщины кожа растягивается и выпрямляется без лишних хлопот. Кожу меньшей эластичности чуть смачивают водой и туго намотав на округлый предмет, например, на ручку шила, оставляют на несколько часов для выпрямления.
Разной ширины ленты и полоски из натуральной кожи – универсальный материал, пригодный для различных техник плетения.
Плетение из кожи разными способами
Как мы уже обмолвились, полоски натуральной кожи считаются универсальным материалом для всех видов плетений. Плетение из полосок кожи осуществляется также, как и из других материалов: соломы, бумаги, тесьмы и т.д. Схемы плетения из кожи можно позаимствовать у рукодельниц, что плетут корзины из веток или соломки, но ваша корзинка выйдет мягче и долговечней. А детский способ плетения закладки для книг из полосок бумаги, возможно приспособить под плетение браслета из кожи. Правда в этом случае не лишним будет подумать над возможностью соединения браслета в круг, с помощью застёжки или без оной.
Способов плетения из кожи очень много и среди них немало весьма сложных, требующих не только навыка работы с кожей разной толщины и выделки, но и точных математических расчётов.
Мы же уделим внимание лишь тем видам плетений из кожи, что подходят для новичков:
Плетение из кожи по перфорации;
Плетение из лент и кожи;
Мережка из кожи;
Круговая оплетка кожей;
Плетение по перфорации натуральной кожи
Строго говоря, этот вид рукоделия из кожи больше сродни вышивке, нежили плетению. Оговоримся так же, что теоретически использовать возможно и искусственную кожу, с которой, кстати, чисто технически работать гораздо проще: легко режется, мягче, эластичней и т.п. Однако, на практике овчинка выделки не стоит. Уязвимая для растяжений, трения и прочих механических повреждений искусственная кожа с большой вероятностью потеряет вид уже на этапе создания изделия. Целесообразно ли её использование, если плетение из кожи по перфорации весьма кропотливо, решайте сами.
Итак, плетение из кожи по перфорации, по сути, та же вышивка. И эта рукодельная техника точно так же используется при создании украшений, отделке одежды и аксессуаров, в интерьерном декоре и т.д. Здесь видна всё та же основа, по которой ведётся декор, и всё те же проложенные по ней декоративные швы. Особенность в том, что основой служит не ткань, а натуральная кожа. Проткнуть её иглой не так-то просто, потому и необходима предварительная перфорация.
Применительно к рукоделию, перфорациянатуральной кожи – это нанесение мастером на кожаную деталь или заготовку нужного количества отверстий определённой формы на определённом расстоянии друг от друга.
И ещё одно важное отличие от вышивки, где используются вышивальные нитки. Декоративные швы при плетении по перфорации ведутся специально подготовленными для этого кожаными шнурами или лентами. В зависимости от толщины (ширины) шнурка или ленты, швы плетения по перфорации могут быть крупными объёмными или мелкими, почти ювелирными. Размер и форма отверстий соответствуют заданному калибру.
Технически проще плести из мягких сортов кожи и эластичных шнуров. Впрочем, опытный мастер в состоянии справится и с более упорным материалом, иногда намерено используя его для получения особого объёма или суровой упругости шва. Да и цветные нитки, атласные ленты возможно использовать одновременно с кожей, как обогащающий фактуру изделия дополнительный материал и элемент декора.
Как сделать перфорацию кожи?
Перфорация кожи осуществляется с помощью пробойника. Пробойник – приспособление для пробивания отверстий на коже. Подробно про инструменты для обработки кожи мы рассказывали ранее. Здесь лишь напомним, что простейшим пробойником служит обычное шило. Им вполне возможно обойтись, если речь ведётся о небольших участках, где требуется декор в виде плетения по перфорации.
Изначально на фрагменте кожи, что послужит основой для плетения, делается разметка: по линейке намечают точки, где следует пробить отверстия, по которым в дальнейшем и будут прокладываться швы. Затем шилом пробивают отверстия по намеченным точкам. А по отверстиям уже прокладывают декоративные швы.
Обратите внимание, что форма пробиваемого на коже отверстия (круглое, продолговатое, крестовое и т.д.) зависит от формы стержня шила.
При более масштабных декорах перфорацию доверяют строчным пробойникам. Строчный пробойник – специальный инструмент, позволяющий делать несколько отверстий одновременно.
Пробойники также различаются по величине шага, размерам и форме зубцов.
Декоративные швы плетения из кожи по перфорации
Для плетения из кожи по перфорации схемы специально не создают, используя те же швы, что в вышивке. Точно в том же порядке, что и обычные нитки, укладывают декоративные стежки из кожаных шнуров и лент. Иными словами, кожаными шнурками в тон, либо контрастными, одного или нескольких цветов вышивают по уже готовым отверстиям на коже всем знакомые «ёлочки», «крестики», «козлики», «зигзаги», «пунктиры» и т.д. Часто по названию шва, именуют и способ плетения.
Перечислить все декоративные швы, используемые в плетении по перфорации попросту невозможно.
Любой из тех, что вы видите исполненным нитками, возможно выполнить и кожей, соблюдая тот же порядок стежков.
Такими швами украшают в сугубо декоративных целях внутреннюю часть перфорированной кожаной детали.
Обрабатывают кромку изделия, делая её не только эстетичней, но и прочней, жестче.
Мало того, плетение по перфорации позволяет делать не только декоративные, но и функциональные швы, скрепляя детали изделия между собой.
Отметим, что не обязательно отыскивать в сети готовую схему шва, для плетения из кожи по перфорации своими руками. Плетение возможно вести произвольно, ведь незыблемых правил в этом рукоделии не существует. Достаточно сделать набросок на бумаге будущего декора, намечая его штрихами, имитирующими строчки. По готовности наброска останется лишь разобрать, где заканчиваются и начинаются его стежки, замерить расстояния между отверстиями и можно шить, то есть плести по перфорации. Начинайте с самых простых рисунков кожаными стежками, а как только научитесь их аккуратно прокладывать, усложнения придут сами собой.
Мережка из кожи
Мережка – разновидность вышивки. В отличие от обычной она ведётся по строчкам, полученным после выдёргивания нитей из тканого полотна. Нитками вышивальщица попросту скрепляет в определённом порядке оставшиеся без перпендикулярной поддержки нити ткани, получая тем самым ажурный орнамент.
Мережка из кожи сохраняет те же принципы, с той разницей, что «вышивка» ведётся по заранее сделанным прорезям и перфорации.
Простейший способ – вплести кожаные ленты в прорези на фрагменте кожи в шахматном порядке, имитируя переплетение нитей в ткани.
Усложнённые версии предполагают причудливое переплетение вплетаемых лент и перекрещивание прорезей основы.
Плетение из кожи лентами и шнурами
Один из самых традиционных способов плетения из кожи – плетение из полос кожи. То есть плетение всевозможных плоских или объёмных, односторонних либо двусторонних косичек. Косички эти становятся как самостоятельными изделиями: браслетами, ожерельями, поясами и т.д. Так и частью декора сложного изделия, объединяющего несколько материалов и техник работы с ними.
В основе плетения кос из кожи общие для всех гибких материалов схемы. И здесь важно акцентировать внимание на том, что плести возможно, как из самостоятельных полос (лент, шнуров), что соединятся между собой только в процессе плетения.
Так и из полосок, разрезанных лишь в центральной части, а с концов (с обоих или с одного), оставшихся сплошным кожаным полотном.
Плетение любых косичек из кожи осуществляется по общей для всех материалов схеме: порядок, в котором ленты перебрасываются друг через друга.
Косичка из трёх частей, та самая, что на протяжении веков помогает длинноволосым дамам в считанные минуты создать причёску, в отдельном представлении не нуждается.
Плести её умеют все, чуть не с ясельного возраста.
Однако, даже она, при условии не разделённых хотя бы с одной стороны полос, представляет для непосвящённых полноценную головоломку, с которой без знания точного алгоритма действий, справиться весьма непросто.
Что уж говорить о плетениях кожи из 4-х, 5-и и большего количества прядей? Без схемы на первых порах не обойтись. И пошаговые схемы, к вящей радости рукодельниц, в изобилии предлагает бескрайний интернет.
Потому здесь мы остановимся только на особенностях материала, что придаёт не только особый колорит, но и предъявляет особые требования.
Какую кожу выбрать для плетения косичек?
Эти рекомендации общие для всех типов плетений из кожи, но в случае с косичкой, ошибка в выборе материала скажется на качестве самой косички. Даже самая простенькая, из трёх частей станет тяжким испытанием, если плести её из неподходящей кожи. Мало того, все огрехи будет видно, ведь в отличие от предыдущих техник плетения из кожи, здесь нет спасительной основы, что порой, служит хорошей маскировкой погрешностей плетения.
Выбирайте кожу мягкую и пластичную, особенно на первых порах. Кожа более упорный материал, нежили текстиль или нитки. Чем она жестче, тем сложней аккуратно уложить её в плетение.
Сначала определитесь с типом плетения, а потом уже думайте, какая кожа под него подойдёт и на какой толщины ленты её следует разрезать. Так, например, мягкая тонкая кожа, нарезанная широкими полосами, в плетении, вероятнее всего, сомнется.
Как закрепить косичку из кожи?
Любая косичка, даже та, что сплетена из неразрезанных с концов полос, нуждается в логичном завершении. Дальнейшие манипуляции с уже готовой косичкой из кожи ведут в зависимости от качества использованной кожи, типа изделия и функциональных задач, стоящих перед мастером. К наиболее популярным из них можно отнести:
Закрепление косички самой по себе (чтобы не расплелась).
Закрепление готового изделия на руке или шее (если это браслет или чокер).
Закрепление декора из косички на изделии.
При исполнении этих задач используют весь пригодный для работы с кожей арсенал. Так, нитками косичку возможно банально завязать.
Скрыв в дальнейшем перетяжку под концевиком. А если косичка более плоская, то с помощью всё тех же ниток её сшивают, фиксируя плетение на конце привычными стежками после чего тоже используют концевик.
Для завершения изделий из кожи применяют специальную металлическую фурнитуру, что фиксирует непокорный материал разных систем заклёпками. Позволяя присоединить к готовому изделию застёжку, пряжку, соединительное кольцо и т.д.
И наконец, используются и возможности самой кожи – великолепного материала не только для плетений, но и завершения изделий, сделанных из прочих материалов:
Ведь кожу возможно не только шить и клепать, но ещё и клеить. Всё это и используют мастера, создавая плетёные украшения с кожаными косичками.
Круговая оплётка кожей
Это плетение из кожи отличается от предыдущего лишь тем, что ведётся оно по кругу, вокруг центрального элемента. Таковым может стать всё, что угодно, от такой же тонкой кожаной ленты
до автомобильного руля.
Производным круговой оплетки кожей становится объёмный кожаный шнур, а не плоская косичка. Таким способом изготавливаются браслеты, чокеры, ремни, плети, рукояти оружия и инструментов, отделка предметов быта и интерьера.
Способов круговой оплетки из кожи тоже множество, и для того, чтобы освоить любой из них, тоже достаточно найти подходящую схему в сети.
Дополним, что все перечисленные способы плетения кожей нередко используют в сочетании и миксах. Так мережку могут составлять продёрнутые в прорези косички, а видоизменённую схему круговой оплётки возможно использовать для обшивки перфорированного края изделия. Кожа – материал, дающий по истине неисчерпаемые возможности плетений, и мастера-кожевники неустанно выискивают всё новые.
Установка люверсов на брезентовый тент: как установить своими руками
С давних времен изобретения мореходства человечеству известно такое понятие как люверсы, которые стали неотъемлемым атрибутом парусов, используемых моряками. Внешне это устройство представляет собой два одинаковых по диаметру кольца, закрепленных в отверстие целевого материала и служащие для укрепления и удержания всей конструкции на основании.
Люверсы – базовый способ крепления тентовых полотен
Содержание
1 Что это такое?
2 Люверсы для брезентового тента
3 Инструкция по установке самостоятельно
3.1 Подготовка брезента к установке люверсов
3.2 Установка люверсов на тент самостоятельно
4 Инструменты для самостоятельной установки люверсов на брезентовый тент
5 Примеры и фото установки люверсов на брезентовый тент
6 Видео о том, как установить люверсы на шторку в гараж
Что это такое?
В современном мире области применение люверсов многократно расширились, и они могут применяться:
при изготовлении баннеров для наружной рекламы;
для брезентовых тентов;
в палатках для туризма;
при изготовлении тентов для автомобилей;
в одежде и обуви;
в изготовлении штор для гардин;
в аксессуарах и многое другое.
По своей сути, люверсы представляют собой окантовку отверстия, вмонтированную в материал, служащую для его укрепления и позволяющую продевать через них тросы, веревки, жгуты и прочие направляющие, не нанося при этом механических повреждений материалу в процессе использования.
Закрепление тента с люверсами может производится с помощью шнура, продеваемого сквозь отверстия
Или с помощью ремешка, пропускаемого через скобы
В конструкциях, требующих быстрой и удобной сборки, используются люверсы с поворотными скобами
Люверсы для тента позволяют придать всей конструкции необходимую форму и натяжение, что выгодно отличает их от других креплений.
Основными характеристиками, которыми обладают люверсы, являются следующие:
Диаметр, который должен совпадать с отверстием в материале.
Параметры люверсов
Прочность, зависит от материала, из которого изготовлены люверсы (пластик или металл).
Внешний вид люверсов, как правило, выполнены в форме окружности или овала.
Круглый люверс
Овальный люверс
Люверс с зубцами
Люверс с винтами
В зависимости от материала, из которого выполнены люверсы, их можно разделить на два вида:
Пластиковые.
Металлические.
Пластиковые люверсы закрепляются путем спаивания двух половинок на специальном оборудовании
Несомненно, металлические люверсы более практичны и надежны, т. к. менее подвержены деформации в условиях постоянной физической нагрузки, а их монтаж не требует специальных устройств, как для пластиковых.
Металлические люверсы чаще всего изготавливаются оцинкованными или никелированными
Люверсы для брезентового тента
Статья содержит всю необходимую информацию для самостоятельной установки люверсов на брезентовый тент и особенностях брезента с люверсами. Для такого плотного и тяжелого материала как брезент, рекомендуется использование именно металлических люверсов, которые позволяют продлить срок службы всего изделия.
Люверсы для брезента маркируются буквой Л и внутренним диаметром. Например, Л-22 – это люверс с внутренним диаметром 22 мм.
Химическая обработка металлических люверсов цинком никелем или специальной краской, препятствует воздействию коррозии на металл, а также обеспечивает более гладкое скольжение направляющих через отверстие люверсов, что в свою очередь снижает трение и обеспечивает более длительную эксплуатацию и выгодно отличает от пластиковых люверсов.
Люверс имеет в комплекте шайбу, которая зажимает его с другой стороны материала
Металлический люверс состоит из двух обязательных элементов — блочков и колец, соединяемых между собой специальными инструментами, обеспечивающими надежное и прочное крепление на любом материале:
ткань;
кожа;
брезент;
изделия из пвх.
Инструкция по установке самостоятельно
Имея под рукой все необходимые материалы и инструменты, любой человек может самостоятельно изготовить в домашних условиях тент или полог с люверсами, который может использоваться в хозяйстве. Такое изделие можно применять в разных областях, от брезентовой шторки на въезде в гараж до укрытия уличного бассейна от посторонних предметов и грязи.
Люверсы отлично подходят для закрепления брезентовой шторы на воротах
Независимо от области, где планируется использование тента с люверсами, в первую очередь, следует обзавестись качественными блочками и кольцами, именно от них будет зависеть общая прочность крепления люверсов. Специалисты рекомендуют приобретать готовые наборы в специализированных магазинах.
Типовые размеры люверсов
Что касается брезента, то его выбор следует делать исходя из целей его предназначения, основываясь на характеристиках прочности, влагостойкости, морозостойкости и тому подобных. Форма и размер подбирается индивидуально.
Подготовка брезента к установке люверсов
Заготовив все необходимые компоненты и выбрав брезент для установки люверсов, можно переходить к следующему этапу – пробитие отверстий в брезенте, для чего понадобятся следующие инструменты:
Линейка.
Карандаш, маркер.
Пробойник.
Молоток.
При помощи карандаша и линейки необходимо найти и отметить на брезенте области, где будут размещаться люверсы. Отметку следует делать соответственно диаметру кольца, равномерно, на одинаковом расстоянии друг от друга. После этого при помощи пробойника и молотка делаются отверстия в брезенте, в соответствии с нанесенными отметками.
Необходимо точно определить месторасположение люверсов, чтобы не наделать лишних отверстий
Обратите внимание! Перед пробитием отверстий рекомендуют сложить брезент вдвое, для более надежного крепления люверса к материалу.
Если брезент тонкий, можно подложить кусок прочной ткани или использовать пластиковые или латунные шайбы
Перед пробитием отверстий под брезент помещается деревянная доска, служащая амортизатором при столкновении молотка и пробойника.
Установка люверсов на тент самостоятельно
Проделав все вышеперечисленный манипуляции, остается закрепить люверс в брезентовом тенте, что при соблюдении всех условий не составит труда.
Для этого понадобятся следующие инструменты:
Развальцовка.
Молоток.
В подготовленные ранее отверстия на брезенте с двух сторон, противоположно друг другу, помещаются блочка и кольцо, после чего при помощи развальцовки и молотка они надежно фиксируются на материале.
В качестве развальцовщика подойдет мебельный болт с широкой шляпкой
Этот способ позволяет качественно и быстро установить люверсы на тент для дальнейшего использования по назначению.
Как видно на фото, развальцевать можно довольно качественно даже без специального инструмента
Кроме того, существуют специальные ручные прессы для установки люверсов, которые позволяют устанавливать люверсы на любые виды материала, максимально быстро и просто. Этот способ больше подходит для установки люверсов в коммерческих целях.
Инструменты для самостоятельной установки люверсов на брезентовый тент
На сегодняшний день известно несколько способов установки люверсов на различные материалы, подразделяющихся в зависимости от используемого инструмента. В домашних условиях, разумеется, предпочтительней использовать ручной вид инструмента.
Для домашнего использования достаточно приобрести набор ручного инструмента хорошего качества
Идеальным вариантом установки люверсов на тент будет использование специально предназначенных для этого инструментов, продающихся в специализированных магазинах: развальцовки пробойника и наковальни.
Профессионалы для установки люверсов используют ручной пресс
Комплект насадок для пресса состоит из пробойника, пуансона и матрицы
Однако практически в любом хозяйстве найдутся подходящие инструменты, заменяющие их. Развальцовку вполне можно заменить шариком от подшипника, изделием из подручных средств, с условием, что его диаметр подходящего размера, и он не сможет нанести механических повреждений люверсу.
Добротный инструмент можно сделать на токарном станке
Пробойник можно заменить металлической тонкостенной втулкой нужного диаметра, которая может найтись в хозяйстве. Также, для пробойника может сгодиться отрезок металлической трубы, слегка заостренный по внутреннему диаметру с одной из сторон.
Допустимо, если внутренний диаметр трубки будет больше размера люверса на 1–2 мм
В крайнем случае, можно использовать швейные ножницы или канцелярский нож, но этот способ более трудоемкий и занимает гораздо больше времени.
Примеры и фото установки люверсов на брезентовый тент
Установка люверсов на брезент может показаться процессом достаточно трудоемким и требующим определенных знаний и умений, а также специальных инструментов. Однако, руководствуясь простыми советами и следуя инструкциям, любой человек может установить люверсы на брезентовый тент самостоятельно в домашних условиях.
Пример качественной установки на брезентовый тент – отличная работа с использованием ручного пуансона заводского изготовления
Пример удовлетворительного монтажа люверса на коврике, особенно если учесть, что использовалось для развальцовки
А использовался накидной ключ – поставили, ударили, переставили и снова ударили
Пример того, как делать нельзя. И проблема здесь вовсе не в инструменте, а в неаккуратности – даже ножницами можно было бы вырезать лучше
Как говорится, “первый блин всегда комом” – развальцовщик нужно было держать строго вертикально и рассчитывать силу удара, на первых порах осматривая степень загиба бортика после каждого удара
Видео о том, как установить люверсы на шторку в гараж
Предыдущая
ДругоеКак избавиться от запаха кошачьей мочи на диване
Следующая
ДругоеКак сделать топиарий из бумажных салфеток своими руками?
Аэрокосмические заклепки | Monroe
Самолет, даже если он сделан из лучших материалов и из самых прочных частей, будет иметь сомнительную ценность, если эти части не будут надежно скреплены вместе. Для скрепления металлических деталей используется несколько методов; они включают клепку, болтовое соединение, пайку и сварку. Используемый процесс должен производить соединение, которое будет столь же прочным, как и соединяемые части.
Алюминий и его сплавы плохо поддаются пайке. Чтобы получить хороший союз и прочное соединение, алюминиевые детали можно сварить, скрепить болтами или заклепками. Клепка удовлетворительна с точки зрения прочности и аккуратности, и ее гораздо легче выполнять, чем сварку. Это наиболее распространенный метод крепления или соединения алюминиевых сплавов в авиастроении и ремонте.
Заклепка представляет собой металлический штифт, используемый для соединения двух или более металлических листов, пластин или кусков материала. При изготовлении заклепки на одном конце формируется головка. Стержень заклепки вставляется в совпадающие отверстия в двух кусках материала, а затем опрокидывается кончик, чтобы сформировать вторую головку, чтобы надежно сжать две части вместе. Вторая головка, формируемая либо вручную, либо с помощью пневматического оборудования, называется «цеховой головкой».
Головка магазина работает так же, как гайка на болте. В дополнение к их использованию для соединения секций обшивки самолета, заклепки также используются для соединения секций лонжерона, для фиксации нервюр на месте, для крепления фитингов к различным частям самолета и для скрепления вместе бесчисленных элементов жесткости и других деталей.
Двумя основными типами заклепок, используемых в самолетах, являются обычные заклепки со сплошным стержнем, которые должны приводиться в движение с помощью распорки, и специальные (глухие) заклепки, которые могут быть установлены там, где невозможно использовать распорку .
Заклепки со сплошным стержнем
Заклепки со сплошным стержнем обычно используются при ремонтных работах. Они идентифицируются по типу материала, из которого они сделаны, типу головки, размеру хвостовика и состоянию отпуска. Обозначение типа головки заклепки со сплошным стержнем, такой как универсальная головка, круглая головка, плоская головка, потайная головка и жаровня, зависит от формы поперечного сечения головки. Обозначение сплава и прочности указываются специальной маркировкой на головке заклепки.
Материал, используемый для изготовления большинства авиационных заклепок со сплошным стержнем, представляет собой алюминиевый сплав. Условия прочности и состояния заклепок из алюминиевого сплава обозначаются цифрами и буквами, аналогичными тем, которые приняты для обозначения состояний прочности и состояния заклепок из алюминия и алюминиевых сплавов. Обычно доступны заклепки 1100, 2017-T, 2024-T, 2117-T и 5056.
Заклепка 1100, состоящая на 99,45% из чистого алюминия, очень мягкая. Он предназначен для клепки более мягких алюминиевых сплавов, таких как 1100, 3003 и 5052, которые используются для изготовления неконструкционных деталей (всех деталей, для которых прочность не имеет значения). Хорошим примером использования заклепок из алюминиевого сплава 1100 является заклепка картотеки.
Заклепка 2117-T, известная как полевая заклепка, чаще других используется для клепки конструкций из алюминиевых сплавов. Полевая заклепка пользуется широким спросом, потому что она готова к использованию в том виде, в котором она была получена, и не требует дополнительной термообработки или отжига. Он также обладает высокой устойчивостью к коррозии.
Заклепки 2017-T и 2024-T используются в конструкциях из алюминиевого сплава, где требуется большая прочность, чем можно получить с помощью заклепки 2217-T того же размера. Эти заклепки отожжены и должны храниться в холодильнике до тех пор, пока они не будут забиты. Заклепку 2017-T следует забить в течение примерно 1 часа, а заклепку 2024-T — в течение 10–20 минут после извлечения из холодильника.
Заклепка 5056 используется для заклепывания конструкций из магниевого сплава из-за ее коррозионностойких свойств в сочетании с магнием.
Заклепки из мягкой стали используются для клепки стальных деталей. Заклепки из коррозионностойкой стали предназначены для заклепывания коррозионностойких сталей в брандмауэрах, кронштейнах выхлопных труб и подобных конструкциях.
Заклепки из монеля используются для клепки сплавов никеля и стали. В некоторых случаях их можно заменить на изготовленные из коррозионностойкой стали.
Использование медных заклепок при ремонте самолетов ограничено. Медные заклепки можно использовать только на медных сплавах или неметаллических материалах, таких как кожа.
Состояние металла является важным фактором в процессе клепки, особенно с заклепками из алюминиевого сплава. Заклепки из алюминиевого сплава имеют те же характеристики термообработки, что и заклепки из алюминиевого сплава. Их можно закаливать и отжигать так же, как алюминий. Заклепка должна быть мягкой или сравнительно мягкой, прежде чем можно будет сформировать хорошую головку. Заклепки 2017-T и 2024-T отжигаются перед забиванием. Они твердеют с возрастом.
Процесс термической обработки (отжига) заклепок почти такой же, как и для заготовки. Нужна либо электрическая воздушная печь, либо соляная ванна, либо горячая масляная баня. Диапазон термообработки, в зависимости от сплава, составляет от 625°F до 950°F. Для удобства обращения заклепки нагревают в лотке или проволочной корзине. Их закаливают в холодной воде (70°F) сразу после термической обработки.
Заклепки 2017-T и 2024-T, которые являются термообрабатываемыми заклепками, начинают стареть в течение нескольких минут после воздействия комнатной температуры. Поэтому их необходимо использовать сразу же после закалки или же поместить на хранение в холодильник.
Наиболее часто используемым способом хранения термообрабатываемых заклепок при низкой температуре (ниже 32°F) является их хранение в электрическом холодильнике. Их называют заклепками «ледяной ящик». При таких условиях хранения они останутся достаточно мягкими для вождения в течение периода до 2 недель. Любые заклепки, не использованные в течение этого времени, должны быть удалены для повторной термообработки.
Заклепки для холодильников достигают примерно половины своей максимальной прочности примерно через 1 час после вождения и полной прочности примерно через 4 дня. Когда заклепки 2017-T подвергаются воздействию комнатной температуры в течение 1 часа и более, они должны подвергаться повторной термообработке. Это также относится к заклепкам 2024-T, подвергающимся воздействию комнатной температуры в течение периода, превышающего 10 минут.
После извлечения заклепки из холодильника ее нельзя смешивать с заклепками, которые все еще хранятся в холодильнике. Если из холодильника удалено больше заклепок, чем можно использовать за 15 минут, их следует поместить в отдельный контейнер и хранить для повторной термообработки. Термическую обработку заклепок можно повторять несколько раз, если все сделано правильно. Надлежащее время и температура нагрева:
Большинство металлов и, следовательно, заклепки для самолетов подвержены коррозии. Коррозия может быть результатом местных климатических условий или используемого производственного процесса. Его сводят к минимуму за счет использования металлов, обладающих высокой устойчивостью к коррозии и обладающих правильным соотношением прочности и веса.
Черные металлы, находящиеся в контакте с влажным соленым воздухом, ржавеют, если не защищены должным образом. Цветные металлы без железной основы не ржавеют, но происходит аналогичный процесс, известный как коррозия. Соль во влажном воздухе (в прибрежных районах) разрушает алюминиевые сплавы. Обычным опытом является осмотр заклепок самолета, который эксплуатировался вблизи соленой воды, и обнаружение их сильной коррозии.
Если медную заклепку вставить в конструкцию из алюминиевого сплава, два разнородных металла соприкасаются друг с другом. Помните, что все металлы обладают небольшим электрическим потенциалом. Разнородные металлы при контакте друг с другом в присутствии влаги вызывают протекание электрического тока между ними и образование побочных химических продуктов. В основном это приводит к порче одного из металлов.
Некоторые алюминиевые сплавы реагируют друг с другом и поэтому должны рассматриваться как разнородные металлы. Обычно используемые алюминиевые сплавы можно разделить на две группы.
Члены группы A или группы B могут считаться похожими друг на друга и не будут реагировать на других членов той же группы. Однако коррозионное действие будет иметь место, если какой-либо металл группы А вступит в контакт с металлом группы В в присутствии влаги.
По возможности избегайте использования разнородных металлов. Их несовместимость является фактором, который учитывался при принятии стандартов AN. Чтобы соответствовать стандартам AN, производители должны наносить на заклепки защитное покрытие. Это может быть хромат цинка, металлический спрей или анодированное покрытие.
Защитное покрытие заклепки определяется по ее цвету. Заклепка, покрытая хроматом цинка, имеет желтый цвет, анодированная поверхность имеет жемчужно-серый цвет, а заклепка с металлическим напылением имеет серебристо-серый цвет. Если возникает ситуация, при которой во время работы необходимо нанести защитное покрытие, покрасьте заклепку хроматом цинка перед ее использованием и повторно после ее забивания.
Идентификация
Маркировка на головках заклепок используется для классификации их характеристик. Эти отметины могут быть либо приподнятым соском, либо двумя приподнятыми сосками, ямочкой, парой приподнятых черточек, приподнятым крестом, одним треугольником или приподнятой чертой; некоторые другие головы не имеют маркировки.
Различные маркировки указывают на состав заклепочного материала. Как объяснялось ранее, заклепки имеют разные цвета для обозначения защитного поверхностного покрытия, используемого производителями.
Заклепки с круглой головкой используются внутри самолета, за исключением случаев, когда требуется зазор для соседних элементов. Заклепка с круглой головкой имеет глубокую закругленную верхнюю поверхность. Головка достаточно большая, чтобы укрепить лист вокруг отверстия и в то же время обеспечить сопротивление натяжению.
Заклепка с плоской головкой, как и заклепка с круглой головкой, используется для внутренних конструкций. Он используется там, где требуется максимальная прочность и где нет достаточного зазора для использования заклепки с круглой головкой. Он редко, если вообще когда-либо, используется на внешних поверхностях. Заклепка с головкой жаровни имеет головку большого диаметра, что делает ее особенно пригодной для клепки тонкого листового материала (кожи). Заклепка с головкой жаровни оказывает лишь незначительное сопротивление воздушному потоку, и из-за этого фактора ее часто используют для клепки обшивки на внешних поверхностях, особенно на хвостовых частях фюзеляжа и хвостового оперения. Он используется для клепки тонких листов, подвергающихся воздействию вихревого потока. Также производится модифицированная заклепка с головкой жаровни; это просто жаровня уменьшенного диаметра.
Заклепка с универсальной головкой представляет собой комбинацию заклепки с круглой, плоской и жарочной головкой. Он используется в авиастроении и ремонте как внутри, так и снаружи помещений. При необходимости замены заклепок с выступающей головкой — с круглой, плоской или жарочной головкой — их можно заменить заклепками с универсальной головкой.
Заклепка с потайной головкой имеет плоскую вершину и скошенную к хвостовику так, что она входит в отверстие с потайной головкой или углублением и находится на одном уровне с поверхностью материала. Угол наклона головы может варьироваться от 78° до 120°. Заклепка 100° является наиболее часто используемым типом. Эти заклепки используются для крепления листов, поверх которых должны насаживаться другие листы. Они также используются на внешних поверхностях самолета, потому что они оказывают лишь небольшое сопротивление воздушному потоку и помогают минимизировать турбулентный воздушный поток.
Маркировка на головках заклепок указывает на материал, из которого они изготовлены, и, следовательно, на их прочность. Хотя существует три материала, обозначенных простой головкой, можно отличить их по цвету. 1100 — алюминиевый цвет; мягкая сталь – типичный стальной цвет; и медная заклепка медного цвета. Любая маркировка головы может быть нанесена на любую голову из одного и того же материала.
Каждый тип заклепки идентифицируется номером детали, чтобы пользователь мог выбрать правильную заклепку для работы. Тип головки заклепки определяется стандартными номерами AN или MS. Выбранные числа находятся в ряду, и каждый ряд представляет определенный тип головы. Наиболее распространенные числа и типы головок, которые они представляют:
AN426 или MS20426 — заклепки с потайной головкой (100°). AN430 или MS20430 — заклепки с полукруглой головкой. AN441 — заклепки с плоской головкой. АН456 — заклепки головки жаровни. AN470 или MS20470 — заклепки с универсальной головкой.
К номеру детали также добавляются буквы и цифры. Буквы обозначают содержание сплава; номера, диаметр и длина заклепки. Буквы, обычно используемые для обозначения сплава:
A — Алюминиевый сплав, состав 1100 или 3003. АД — Алюминиевый сплав состава 2117-Т. Д — Сплав алюминиевый состава 2017-Т. ДД — Алюминиевый сплав состава 2024-Т. B — Алюминиевый сплав состава 5056. С — Медь. М — Монель.
Отсутствие буквы после номера стандарта AN указывает на то, что заклепка изготовлена из низкоуглеродистой стали.
Первая цифра после букв состава материала обозначает диаметр стержня заклепки в 32-х долях дюйма. Примеры: 3, 3/32; 5, 5/32; и т.д.
Последнее число (числа), отделенное тире от предыдущего числа, выражает длину стержня заклепки в 16-х долях дюйма. Примеры: 3, 3/16; 7, 7/16; 11, 11/16с.
Пример идентификационной маркировки заклепки:
AN470AD3-5 — полный номер детали. AN — стандартный номер ВВС-ВМФ. 470 — заклепка с универсальной головкой. АД — алюминиевый сплав 2117-Т. 3 — 3/32 в диаметре. 5 — 5/16 длины.
Специальные (глухие) заклепки
В самолете есть много мест, где доступ к обеим сторонам заклепочной конструкции или части конструкции невозможен или где ограниченное пространство не позволяет использовать распорку. Кроме того, при креплении многих неконструктивных деталей, таких как внутренняя отделка самолета, полы, противообледенительные сапоги и т.п., не требуется полной прочности заклепок с цельным стержнем. №
Для использования в таких местах были разработаны специальные заклепки, которые можно разогнуть спереди. Иногда они легче, чем заклепки со сплошным стержнем, но достаточно прочны для использования по назначению. Эти заклепки производятся несколькими производителями и обладают уникальными характеристиками, которые требуют специальных инструментов для установки, специальных процедур установки и специальных процедур удаления. Именно поэтому их называют специальными заклепками. Поскольку эти заклепки часто вставляются в места, где одна головка (обычно головка цеха) не видна, их также называют глухими заклепками.
Механически распорные заклепки
Здесь будут рассмотрены два класса механически распорных заклепок:
Самозапирающиеся (с фрикционным замком) вытяжные заклепки производятся несколькими компаниями: одна и та же общая базовая информация об их изготовлении, составе, использовании, выборе, установке, осмотре и процедурах удаления применима ко всем из них.
Самостопорящиеся (фрикционные) заклепки изготавливаются из двух частей: головка заклепки с полым стержнем или втулкой и стержень, проходящий через полый стержень.
При приложении тянущего усилия к стержню заклепки происходит несколько событий в их надлежащей последовательности: (1) стержень втягивается в стержень заклепки; (2) оправочная часть стержня заставляет стержень заклепки расширяться; и (3) когда трение (или тянущее усилие) становится достаточно большим, это приводит к тому, что шток ломается в отломной канавке на штоке. Пробковая часть (нижний конец стержня) удерживается в стержне заклепки, что придает заклепке гораздо большую прочность на сдвиг, чем можно было бы получить от полой заклепки.
Самостопорящиеся (фрикционные) заклепки изготавливаются с двумя распространенными типами головок: (1) с выступающей головкой, подобной MS20470 или универсальной головкой, и (2) с потайной головкой на 100°. Другие стили головок доступны от некоторых производителей.
Стержень самостопорящейся (фрикционной) заклепки может иметь узел или выступ на верхней части или может иметь зазубренную часть.
Самостопорящиеся (фрикционные) заклепки изготавливаются из нескольких материалов. Заклепки доступны в следующих комбинациях материалов: стержень из алюминиевого сплава 2017 и втулка из алюминиевого сплава 2117; шток из алюминиевого сплава 2017 и втулка из алюминиевого сплава 5056; и сталь стержня и сталь втулки.
Самостопорящиеся (фрикционные) заклепки сконструированы таким образом, что для их установки требуется всего один человек; нет необходимости иметь доступ к работе с обеих сторон. Сила вытягивания стержня заклепки такова, что всегда можно гарантировать равномерную работу. Поскольку нет необходимости иметь доступ к противоположной стороне изделия, для крепления узлов к полым трубам, гофрированному листу, полым коробкам и т. д. можно использовать самозапирающиеся (фрикционные) заклепки. установите заклепку, ее можно использовать для крепления узлов к фанере или пластику.
Факторы, которые необходимо учитывать при выборе подходящей заклепки для установки: (1) место установки, (2) состав заклепываемого материала, (3) толщина заклепываемого материала и (4) желаемая прочность. Если заклепка должна быть установлена на аэродинамически гладкой поверхности или если требуется зазор для сборки, следует выбирать заклепки с потайной головкой. В других областях, где зазор или гладкость не имеют значения, можно использовать заклепку с выступающей головкой.
Состав материала стержня заклепки зависит от типа заклепываемого материала. Заклепки с хвостовиком из алюминиевого сплава 2117 можно использовать с большинством алюминиевых сплавов. Заклепки с хвостовиком из алюминиевого сплава 5056 следует использовать, когда заклепываемый материал представляет собой магний. Стальные заклепки всегда следует выбирать для заклепочных узлов, изготовленных из стали.
Толщина заклепываемого материала определяет общую длину стержня заклепки. Как правило, стержень заклепки должен выходить за пределы толщины материала примерно на 3/64 дюйма до 1/8 дюйма, прежде чем стержень будет вытянут.
Заклепки со сквозными отверстиями
Заклепки со сквозными отверстиями производятся несколькими компаниями; ко всем из них применима одна и та же общая базовая информация об их изготовлении, составе, использовании, выборе, установке, осмотре и процедурах удаления.
Сквозные заклепки изготавливаются из двух частей: головка заклепки с полым стержнем или втулкой и стержень, проходящий через полый стержень.
При воздействии тянущей силы на стержень заклепки происходит несколько событий в их надлежащей последовательности: (1) стержень протягивается через стержень заклепки; (2) оправочная часть штока вынуждает хвостовик расширяться, формируя глухую головку и заполняя отверстие.
Сквозные заклепки изготавливаются с двумя распространенными типами головок: (1) с выступающей головкой, аналогичной MS20470 или универсальной головкой, и (2) с потайной головкой на 100°. Другие стили головок доступны от некоторых производителей.
Сквозные заклепки изготавливаются из нескольких материалов. Наиболее часто используются следующие: алюминиевый сплав 2117-Т4, алюминиевый сплав 5056, монель.
Выдвижные заклепки сконструированы таким образом, что для их установки требуется только один человек; нет необходимости иметь доступ к работе с обеих сторон.
Факторы, которые необходимо учитывать при выборе подходящей заклепки для установки: (1) место установки, (2) состав заклепываемого материала, (3) толщина заклепываемого материала и (4) желаемая прочность.
Толщина заклепываемого материала определяет общую длину стержня заклепки. Как правило, стержень заклепки должен выходить за пределы толщины материала примерно на 3/64 дюйма до 1/8 дюйма, прежде чем стержень будет вытянут.
Каждая компания, производящая сквозные заклепки, имеет кодовый номер, чтобы помочь пользователям подобрать заклепку, соответствующую диапазону захвата для конкретной установки. Кроме того, номера MS используются для целей идентификации. Цифры аналогичны показанным на предыдущей странице.
Самостопорящиеся заклепки (механический замок) аналогичны самостопорящимся (фрикционным замком) заклепкам, за исключением того, что стержень удерживается во втулке заклепки. Этот тип заклепок имеет положительное механическое стопорное кольцо, чтобы противостоять вибрациям, которые вызывают ослабление и возможное выпадение заклепок фрикционного замка. Кроме того, стержень заклепки с механической блокировкой отрывается заподлицо с головкой и обычно не требует дополнительной обрезки стержня при правильной установке. Заклепки самозапирающиеся (механический замок) обладают всеми прочностными характеристиками заклепок со сплошным стержнем и в большинстве случаев могут заменить заклепку заклепкой.
Заклепки Cherrylock с бугорком
Большая глухая головка этой застежки ввела слово «луковица» в терминологию вытяжных заклепок. В сочетании с уникальной остаточной предварительной нагрузкой, создаваемой высокой нагрузкой на разрыв стержня, доказанная усталостная прочность делает эту заклепку единственной глухой заклепкой, конструктивно взаимозаменяемой со сплошными заклепками.
Заклепки Cherrylock Wiredraw
Широкий выбор размеров, материалов и уровней прочности. Эта застежка особенно подходит для герметизации соединений и соединений, требующих чрезмерного натяжения листа.
Заклепки с механическим замком Huck
Самозакручивающиеся заклепки (с механическим замком) состоят из двух частей: головки и стержня (включая коническую выемку и стопорное кольцо в головке) и зубчатого стержня, проходящего через хвостовик. В отличие от заклепки с фрикционным замком, заклепка с механическим замком имеет стопорное кольцо, которое образует принудительный замок для удержания стержня в стержне заклепки. Этот воротник устанавливается на место во время установки заклепки.
Материал
Самостопорящиеся (механический замок) заклепки изготавливаются с втулками (стержнями заклепок) из алюминиевых сплавов 2017 и 5056, монеля или нержавеющей стали.
Самозапирающаяся заклепка с механическим замком может использоваться в тех же целях, что и заклепка с фрикционным замком. Кроме того, из-за большей удерживающей способности штока рекомендуется установка в местах, подверженных значительной вибрации.
При выборе заклепки с механическим замком должны соблюдаться те же общие требования, что и при выборе заклепки с фрикционным замком. Состав соединяемого материала определяет состав заклепочной втулки, например, заклепки из алюминиевого сплава 2017 для большинства алюминиевых сплавов и заклепки из алюминиевого сплава 5056 для магния.
Форма и функция могут незначительно различаться в зависимости от типа вытяжных заклепок, и специфические особенности следует узнавать у производителей.
Типы головок
Самоустанавливающиеся глухие заклепки с механическим запиранием доступны в нескольких типах головок в зависимости от требований к установке.
Диаметры
Диаметры хвостовиков измеряются с шагом 1/32 дюйма и обычно обозначаются первым номером тире: диаметр 3/32 = -3; 1/8 диаметра = -4; и т. д. Доступны как номинальные диаметры, так и увеличенные на 1/64 дюйма. Длина ручки
Длина захвата относится к максимальной общей толщине листа, подлежащего заклепке, и измеряется в 1/6 дюйма. Обычно это определяется вторым номером тире. Если не указано иное, у большинства глухих заклепок длина захвата (максимальный захват) отмечена на головке заклепки, а общий диапазон захвата составляет 1/16 дюйма.
Чтобы определить, какую заклепку следует использовать, измерьте толщину материала с помощью калибра для выбора захвата (можно приобрести у производителей вытяжных заклепок).
Толщина заклепываемого материала определяет общую длину стержня заклепки. Как правило, стержень заклепки должен выходить за пределы толщины материала примерно на 3/64 дюйма до 1/8 дюйма, прежде чем стержень будет вытянут.
Идентификация заклепок
Каждая компания, производящая самозапирающиеся (фрикционные) заклепки, имеет кодовый номер, который помогает пользователям подобрать заклепку, соответствующую диапазону захвата или толщине материала для конкретной установки. Кроме того, номера MS используются для целей идентификации.
Заклепки
Это торговое название полой вытяжной заклепки, изготовленной из алюминиевого сплава 6053, с раззенковкой и резьбой на внутренней стороне. Заклепки могут быть установлены одним человеком с помощью специального инструмента, который ввинчивает заклепку на глухую сторону материала. Ривгайка навинчивается на оправку проходческого инструмента и вставляется в отверстие под заклепку. Проходческий инструмент держат под прямым углом к материалу, рукоятку сжимают, а кривошип оправки поворачивают по часовой стрелке после каждого хода. Продолжайте сжимать рукоятку и поворачивать рукоятку шпинделя проходческого инструмента до тех пор, пока не почувствуете твердое сопротивление, указывающее на то, что заклепка установлена.
Ривгайка используется в основном в качестве гайки и для крепления противообледенительных башмаков к передним кромкам крыльев. Его можно использовать в качестве заклепки во второстепенных конструкциях или для крепления аксессуаров, таких как кронштейны, инструменты или звукоизоляционные материалы.
Гайки заклепочные изготавливаются двух типов головок, каждая с двумя концами; плоская головка с открытым или закрытым концом и потайная головка с открытым или закрытым концом. Все гайки, кроме потайной с тонкой головкой, доступны с небольшими выступами (шпонками), прикрепленными к головке, или без них, чтобы гайка не проворачивалась. Ривгайки со шпонкой используются в качестве пластины с гайкой, а гайки без шпонки используются для ремонта прямыми глухими заклепками, когда не действуют крутящие нагрузки. Фреза для шпоночных пазов необходима при установке ривгаек со шпонками.
Ривгайка с потайной головкой изготавливается с двумя разными углами головки; 100° с толщиной головки 0,048 и 0,063 дюйма и 115° с толщиной головки 0,063 дюйма. Каждая из этих головок производится в трех размерах: 6-32, 8-32 и 10-32. Эти числа представляют размер резьбы крепежного винта на внутренней стороне гайки. Фактические наружные диаметры хвостовиков составляют 3/16 дюйма для размера 6-32, 7/32 дюйма для размера 8-32 и 1/4 дюйма для размера 10-32.
Резьбовые гайки с открытым концом наиболее широко используются и по возможности рекомендуются вместо закрытых гаек. Однако закрытые гайки должны использоваться в отсеках под давлением.
Ривгайки производятся в шести диапазонах захвата. Минимальная длина захвата обозначается плоской головкой, а следующая большая длина захвата — одной радиальной штриховой отметкой на головке. Каждый последующий диапазон захвата обозначается дополнительной радиальной штриховой меткой до тех пор, пока пять меток не будут обозначать максимальный диапазон.
Коды некоторых деталей состоят из «6», «8» или «10», «тире» и еще двух или трех цифр. В некоторых тире заменены буквами «К» или «КБ». Первая цифра указывает размер резьбы крепежного винта, а последние две или три цифры указывают максимальную длину захвата в тысячных долях дюйма. Прочерк между цифрами указывает на то, что ривгайка имеет открытый конец и не имеет ключа; буква «В» вместо тире означает, что он имеет закрытый конец и не имеет ключа; «К» означает, что это открытый конец и ключ; а «КБ» указывает, что у него есть закрытый конец и ключ. Если последние два или три числа делятся на пять, у ривнута плоская головка; если они не делятся на пять, то ривнут имеет потайную головку.
Пример кода детали:
10 KB 106 10 = длина захвата. КБ = Закрытый конец и ключ. 106 = Размер винта и резьбы. Dill Lok-Skrus и Dill Lok-Rivets
Dill «Lok-Skru» и «Lok-Rivet» — торговые названия заклепок с внутренней резьбой. Они используются для глухого крепления таких аксессуаров, как обтекатели, галтели, крышки входных дверей, дверные и оконные рамы, панели пола и т. п. Лок-Скрус и Лок-Заклепки аналогичны Ривнуту по внешнему виду и применению; однако они состоят из двух частей и требуют большего зазора с глухой стороны, чем ривгайка, для размещения ствола.
Заклепки Lok-Rivet и Lok-Skru аналогичны по конструкции, за исключением того, что Lok-Skru имеет внутреннюю резьбу для крепления аксессуара с помощью крепежного винта, тогда как Lok-Rivet не имеет резьбы и может использоваться только как заклепка . Поскольку и Lok-Skrus, и Lok-Rivets устанавливаются одинаково, следующие обсуждения для Lok-Skru также применимы к Lok-Rivet.
Основными частями Lok-Skru являются ствол, головка и крепежный винт. Ствол изготовлен из алюминиевого сплава и бывает с закрытым или открытым концом. Головка либо из алюминиевого сплава, либо из стали, а крепежный винт из стали. Все стальные детали покрыты кадмием, а все алюминиевые детали анодированы для защиты от коррозии. При установке ствол завинчивается над головкой и захватывает металл на слепой стороне. Затем при необходимости вставляется крепежный винт. Есть два типа головок: плоская и потайная. Lok-Skru нарезается для винтов 7-32, 8-32, 10-32 или 10-24, а диаметры варьируются от 0,230 дюйма для винтов 6-32 до 0,29 дюйма.2 дюйма для винтов 10-32. Диапазон захвата варьируется от 0,010 дюйма до 0,225 дюйма. Немецкие заклепки
Эта высокопрочная глухая заклепка используется на последних моделях самолетов. Он имеет минимальную прочность на сдвиг 75 000 фунтов на квадратный дюйм и может быть установлен одним человеком. Заклепка Deutsch состоит из двух частей: втулки из нержавеющей стали и приводного штифта из закаленной стали. Штифт и втулка покрыты смазкой и ингибитором коррозии.
Заклепка Deutsch доступна диаметром 3/16, 1/4 или 3/8 дюйма. Длина захвата для этой заклепки варьируется от 3/16 до 1 дюйма. Допускается некоторое изменение длины захвата при установке заклепки; например, заклепку с длиной захвата 3/16 дюйма можно использовать там, где общая толщина материалов составляет от 0,198 и 0,228 дюйма.
При забивании заклепки Deutsch используется обычный молоток или пневматический заклепочный пистолет и набор с плоской головкой. Заклепка вставляется в предварительно просверленное отверстие, а затем во втулку вбивается штифт. Приводное действие заставляет штифт оказывать давление на втулку и выталкивает стороны втулки наружу. Это растяжение образует на конце заклепки головку и обеспечивает надежное крепление. Ребро на вершине головки заклепки фиксирует штифт в заклепке, когда наносятся последние несколько ударов.
Штифтовые заклепки (высокопрочные) классифицируются как специальные заклепки, но не являются глухими. Для установки этого типа заклепок необходим доступ к обеим сторонам материала. Штифтовые заклепки имеют ту же прочность на сдвиг, что и болты того же диаметра, весят около 40 процентов от веса болта и требуют лишь одной пятой времени для установки по сравнению с комбинацией болта, гайки и шайбы. Они примерно в три раза прочнее заклепок со сплошным стержнем.
Штифтовые заклепки представляют собой болты без резьбы. Штифт имеет головку на одном конце и канавку по окружности на другом. Металлический хомут надевается на рифленый конец, обеспечивая прочную и плотную посадку.
Штифтовые заклепки изготавливаются из различных материалов, но их следует использовать только в условиях сдвига. Их никогда не следует использовать там, где длина захвата меньше диаметра хвостовика.
Номера деталей штифтовых заклепок можно интерпретировать как диаметр и длину захвата отдельных заклепок. Типичная разбивка номера детали:
NAS 177 — 14 — 17 NAS = национальный авиационный стандарт. 177 = заклепка с потайной головкой 100°. ИЛИ 178 = заклепка с плоской головкой 14 = номинальный диаметр в 32-х долях дюйма. 17 = Максимальная длина захвата в 16-х долях дюйма.
Заклепка с цельным стержнем — крепежные детали для самолетов
Конструкционные крепежи, используемые для надежного соединения конструкций из листового металла, бывают тысяч форм и размеров, многие из которых специализированы и предназначены для определенных самолетов. Поскольку некоторые конструктивные элементы крепления являются общими для всех самолетов, в этой статье основное внимание уделяется наиболее часто используемым элементам крепления. Для целей данного обсуждения крепежные изделия делятся на две основные группы: заклепки со сплошным стержнем и крепежные изделия специального назначения, включающие глухие заклепки.
Заклепка со сплошным стержнем является наиболее распространенным типом заклепок, используемых в авиастроении. Заклепки со сплошным стержнем, используемые для соединения конструкций самолетов, являются одним из старейших и наиболее надежных видов крепежа. Широко используемые в авиастроении заклепки со сплошным стержнем представляют собой относительно недорогие постоянно устанавливаемые крепежные детали. Они быстрее устанавливаются, чем болты и гайки, поскольку они хорошо адаптируются к автоматическим высокоскоростным монтажным инструментам. Заклепки не следует использовать в толстых материалах или на растяжение, так как их прочность на растяжение довольно низкая по сравнению с их прочностью на сдвиг. Чем больше общая длина захвата (общая толщина соединяемых листов), тем сложнее блокировать заклепку.
Заклепочные соединения не являются ни воздухонепроницаемыми, ни водонепроницаемыми, если не используются специальные уплотнения или покрытия. Поскольку заклепки установлены постоянно, их необходимо удалить, высверливая их, что является трудоемкой задачей.
Заклепка перед установкой состоит из гладкого цилиндрического стержня с заводской головкой на одном конце. Противоположный конец называется бактейлом. Чтобы скрепить вместе два или более куска листового металла, заклепку вставляют в отверстие, немного большее в диаметре, чем сама заклепка. После помещения в это предварительно просверленное отверстие хвостовик опрокидывается или деформируется любым из нескольких методов, от ручных молотков до обжимных инструментов с пневматическим приводом. Это действие приводит к тому, что заклепка расширяется примерно в 1,5 раза по сравнению с исходным диаметром стержня, образуя вторую головку, которая прочно удерживает материал на месте.
Форма головки заклепки
Сплошные заклепки доступны с несколькими формами головки, но универсальная и с потайной головкой 100° чаще всего используются в конструкциях самолетов. Заклепки с универсальной головкой были разработаны специально для авиационной промышленности и предназначены для замены как заклепок с круглой головкой, так и заклепок с жаровней. Эти заклепки заменили все заклепки с выступающей головкой и используются в основном там, где выступающая головка не имеет аэродинамического значения. У них плоская поверхность на головке, диаметр головки в два раза больше диаметра хвостовика, а высота головки составляет примерно 42,5 процента диаметра хвостовика. [Рисунок 1]
наилучший возможный компромисс между прочностью на растяжение/сдвиг и требованиями к гладкости. Эта заклепка используется там, где требуется заподлицо, потому что заклепка имеет плоскую вершину и вырез, чтобы головка могла войти в отверстие с потайной головкой или углублением. Заклепка с потайной головкой в первую очередь предназначена для использования, когда важна аэродинамическая гладкость, например, на внешней поверхности высокоскоростного самолета.
Обычно заклепки изготавливаются из алюминиевых сплавов, таких как 2017-T4, 2024-T4, 2117-T4, 7050 и 5056. Титан, сплавы на основе никеля, такие как Monel® (коррозионностойкая сталь), низкоуглеродистая сталь или железные, а в некоторых случаях для заклепок также используются медные заклепки.
Заклепки доступны в самых разных сплавах, формах головок и размерах и имеют широкий спектр применения в конструкции самолета. Заклепки, которые подходят для одной части самолета, часто не подходят для другой части. Поэтому важно, чтобы авиатехник знал прочность и ходовые свойства различных типов заклепок и способы их идентификации, а также способы их забивания или установки.
Сплошные заклепки классифицируются по форме головки, материалу, из которого они изготовлены, и размеру. Используемые идентификационные коды получены из комбинации систем военного стандарта (MS) и национального аэрокосмического стандарта (NAS), а также более старой системы классификации, известной как AN для армии / флота. Например, префикс MS указывает на аппаратное обеспечение, соответствующее письменным военным стандартам. Буква или буквы, следующие за кодом в форме головы, обозначают материал или сплав, из которого изготовлена заклепка. За кодом сплава следуют две цифры, разделенные тире. Первое число — это числитель дроби, указывающий диаметр хвостовика в тридцатисекундных долях дюйма. Второе число является числителем дроби в шестнадцатых долях дюйма и определяет длину заклепки. Формы головок заклепок и их идентификационные кодовые номера показаны на рис. 2.
Рисунок 2. Формы головок заклепок и их кодовые номера Некоторые сплавы заклепок, такие как заклепки DD (сплав 2024-T4), слишком тверды для забивания в полученном состоянии и должны быть отожжены перед установкой. Как правило, эти заклепки отжигают и хранят в морозильной камере, чтобы замедлить затвердевание, что привело к прозвищу «заклепки для льда». Их достают из морозилки непосредственно перед употреблением. Большинство заклепок DD были заменены заклепками типа E, которые можно устанавливать в полученном состоянии.
Тип головки, размер и прочность, необходимые для заклепки, зависят от таких факторов, как сила, приложенная к точке заклепки, вид и толщина материала, подлежащего заклепке, и расположение детали на самолете. . Тип головки, необходимой для конкретной работы, определяется местом ее установки. Заклепки с потайной головкой следует использовать там, где требуется гладкая аэродинамическая поверхность. Заклепки с универсальной головкой могут использоваться в большинстве других областей.
Размер (или диаметр) выбранного стержня заклепки должен в целом соответствовать толщине заклепываемого материала. Если слишком большая заклепка используется в тонком материале, сила, необходимая для правильного забивания заклепки, вызывает нежелательное выпячивание вокруг головки заклепки. С другой стороны, если для толстого материала выбран слишком малый диаметр заклепки, прочность на сдвиг заклепки будет недостаточно велика, чтобы выдержать нагрузку соединения. Как правило, диаметр заклепки должен быть не менее чем в два с половиной-три раза больше толщины более толстого листа. Заклепки, наиболее часто используемые при сборке и ремонте самолетов, имеют диаметр от 3/32 до 3/8 дюймов. Обычно заклепки диаметром менее 3⁄32 дюйма никогда не используются на каких-либо конструктивных элементах, несущих нагрузку.
Заклепки подходящего размера для любого ремонта также можно определить по заклепкам (используемым производителем) в следующем параллельном ряду внутри крыла или впереди на фюзеляже. Другой метод определения размера используемых заклепок состоит в том, чтобы умножить толщину обшивки на 3 и использовать заклепку следующего большего размера, соответствующую этой цифре. Например, если обшивка имеет толщину 0,040 дюйма, умножьте 0,040 дюйма на 3, чтобы получить 0,120 дюйма, и используйте заклепку следующего большего размера, 1/8 дюйма (0,125 дюйма).
Если заклепки должны полностью проходить через трубчатые элементы, выберите диаметр заклепки, равный не менее 1/8 наружного диаметра трубы. Если одна трубка входит в другую или надевается на другую, возьмите внешний диаметр внешней трубы и используйте одну восьмую этого расстояния в качестве минимального диаметра заклепки. Хорошей практикой является расчет минимального диаметра заклепки, а затем использование заклепки следующего большего размера.
По возможности выбирайте заклепки из того же сплава, что и заклепываемый материал. Например, на деталях, изготовленных из сплавов 1100 и 3003, используйте заклепки 1100 и 3003, а на деталях, изготовленных из сплавов 2017 и 2024, заклепки 2117-1 и 2017-Т.
Размер сформированной головки является визуальным стандартом правильной установки заклепки. The minimum and maximum sizes, as well as the ideal size, are shown in Figure 3.
Figure 3. Rivet formed head dimensions
Installation of Rivets
Repair Layout
Схема ремонта включает определение необходимого количества заклепок, правильного размера и типа используемых заклепок, их материала, состояния и прочности, размера отверстий, расстояний между отверстиями и расстояния между отверстиями и края пластыря. Расстояния измеряются по диаметру заклепки.
Длина заклепки
Чтобы определить общую длину устанавливаемой заклепки, сначала необходимо знать общую толщину соединяемых материалов. Это измерение известно как длина захвата. Общая длина заклепки равна длине захвата плюс количество стержней заклепки, необходимое для формирования надлежащей головки магазина. Последний равен полуторакратному диаметру стержня заклепки. Если A — общая длина заклепки, B — длина захвата, а C — длина материала, необходимого для изготовления головки магазина, эту формулу можно представить как A = B + C.
Прочность заклепок
Прочность сменных заклепок имеет первостепенное значение для строительных конструкций. [Рисунок 4] Заклепки, изготовленные из менее прочного материала, не должны использоваться в качестве замены, за исключением случаев, когда недостаток компенсируется заклепкой большего размера. Например, заклепку из алюминиевого сплава 2024-Т4 нельзя заменять заклепкой из алюминиевого сплава 2117-Т4 или 2017-Т4, если только не используется следующий больший размер.
Рисунок 4. Допустимая прочность заклепки
Заклепка 2117-Т используется для общестроительных ремонтных работ, так как не требует термической обработки, достаточно мягкая и прочная, обладает высокой коррозионной стойкостью при использовании с большинством типов сплавов . Всегда консультируйтесь с руководством по техническому обслуживанию для правильного типа заклепки и материала. Тип головки заклепки, которую следует выбрать для конкретной ремонтной работы, можно определить, обратившись к типу, используемому производителем в окружающей среде.
Общее правило, которому следует следовать на самолетах с заклепками заподлицо, заключается в применении заклепок заподлицо на верхней поверхности крыла и стабилизаторов, на нижней передней кромке до лонжерона и на фюзеляже до верхней точки крыла. Используйте заклепки с универсальной головкой на всех других поверхностях. По возможности выбирайте заклепки из того же сплава, что и заклепываемый материал.
Напряжения, действующие на заклепки
Сдвиг — это одно из двух напряжений, воздействующих на заклепки. Прочность на сдвиг — это сила, необходимая для разрезания заклепки, которая скрепляет два или более листов материала. Если заклепка удерживает две части, она подвергается однократному сдвигу; если он удерживает три листа или детали, он подвергается двойному сдвигу. Чтобы определить прочность на сдвиг, диаметр используемой заклепки должен быть найден путем умножения толщины материала обшивки на 3. Например, толщина материала 0,040 дюйма, умноженная на 3, равняется 0,120 дюйма. В этом случае выбранный диаметр заклепки будет 1/8 (0,125) дюйма.
Растяжение — это другое напряжение, прикладываемое к заклепкам. Сопротивление растяжению называется несущей способностью и представляет собой величину напряжения, необходимого для протягивания заклепки через край двух листов, склепанных вместе, или для удлинения отверстия.
Расстояние между заклепками
Расстояние между заклепками измеряется между центральными линиями заклепок в одном ряду. Минимальное расстояние между заклепками с выступающими головками должно быть не менее 3,5 диаметра заклепки. Минимальное расстояние между заклепками с плоской головкой должно быть не менее четырех диаметров заклепки. Эти размеры могут использоваться в качестве минимального расстояния, за исключением случаев, когда они указаны иначе в конкретной процедуре ремонта или при замене существующих заклепок.
При большинстве видов ремонта общая практика заключается в использовании того же шага заклепок и расстояния до кромки (расстояние от центра отверстия до края материала), что и производитель использовал в области, окружающей повреждение. Также можно ознакомиться с SRM для конкретного воздушного судна. Помимо этого основного правила, не существует определенного набора правил, регулирующих расстояние между заклепками во всех случаях. Однако есть определенные минимальные требования, которые необходимо соблюдать.
По возможности расстояние между кромками заклепок, расстояние между заклепками и расстояние между рядами должны быть такими же, как и при первоначальной установке.
При добавлении новых секций расстояние от края, измеренное от центра заклепки, должно быть не менее 2-кратного диаметра стержня; расстояние между заклепками или шагом должно быть не менее 3-кратного диаметра; расстояние между рядами заклепок никогда не должно быть меньше диаметра в 2,5 раза.
На рис. 5 показаны приемлемые способы расположения заклепок для ремонта.
Рисунок 5. Допустимые схемы заклепок
Расстояние до кромки
Расстояние до кромки, также называемое некоторыми производителями кромкой, представляет собой расстояние от центра первой заклепки до края листа. Оно не должно быть меньше 2 и больше 4 диаметров заклепки, а рекомендуемое расстояние от края составляет около 2 1/2 диаметра заклепки. Минимальное расстояние от края для универсальных заклепок составляет 2 диаметра заклепки; минимальное краевое расстояние для заклепок с потайной головкой составляет 2,5 диаметра заклепки. Если заклепки расположены слишком близко к краю листа, лист может треснуть или оторваться от заклепок. Если они расположены слишком далеко от края, лист может загнуться по краям. [Рисунок 6]
Рис. 6. Минимальное расстояние от края
Хорошей практикой является расположение заклепок немного дальше от края, чтобы размеры отверстий под заклепки не превышали края. минимумы. Добавьте 1⁄16 дюйма к минимальному краевому расстоянию или определите краевое расстояние, используя следующий размер диаметра заклепки.
Два метода получения краевого расстояния:
Диаметр заклепки с выступающей головкой составляет 3/32 дюйма. Умножьте 3/32 дюйма в 2 раза, чтобы получить минимальное расстояние от края 3/16 дюйма, добавьте 1/16 дюйма, чтобы получить предпочтительное расстояние от края 1/4 дюйма.
Диаметр заклепки с выступающей головкой составляет 3/32 дюйма. Выберите следующий размер заклепки, который составляет 1/8 дюйма. Рассчитайте расстояние до края, умножив 1/8 дюйма на 2, чтобы получить 1/4 дюйма.
Шаг заклепок
Шаг заклепок — это расстояние между центрами соседних заклепок в одном ряду. Наименьший допустимый шаг заклепок составляет 3 диаметра заклепки. Средний шаг заклепок обычно составляет от 4 до 6 диаметров заклепок, хотя в некоторых случаях шаг заклепок может достигать 10 диаметров заклепок. Расстояние между заклепками на деталях, которые подвергаются изгибающим моментам, часто ближе к минимальному расстоянию, чтобы предотвратить коробление обшивки между заклепками. Минимальный шаг также зависит от количества рядов заклепок. Одно- и трехрядная компоновки имеют минимальный шаг 3 диаметра заклепки, двухрядная компоновка имеет минимальный шаг 4 диаметра заклепки. Шаг заклепок с потайной головкой больше, чем у заклепок с универсальной головкой. Если расстояние между заклепками сделано как минимум на 1⁄16 дюйма больше минимального, отверстие для заклепки может быть увеличено без нарушения требований к минимальному расстоянию между заклепками. [Рисунок 7]
Обычно это 75 процентов шага заклепки. Наименьший допустимый поперечный шаг составляет 2 1/2 диаметра заклепки. Наименьший допустимый поперечный шаг составляет 2 1/2 диаметра заклепки. Шаг заклепок и поперечный шаг часто имеют одинаковый размер и называются просто расстоянием между заклепками.
Пример расположения заклепок
Общие правила расположения заклепок при пряморядном расположении довольно просты. В однорядной компоновке найдите расстояние до края на каждом конце ряда, а затем отложите шаг заклепок (расстояние между заклепками), как показано на рис. 8. При двухрядной компоновке отложите первый ряд, поместите второй ряд на расстоянии, равном поперечному шагу от первого ряда, а затем отложить заклепочные места во втором ряду так, чтобы они попали посередине между таковыми в первом ряду. В трехрядной компоновке сначала отложите первый и третий ряды, затем используйте линейку, чтобы определить места заклепок второго ряда.
Рисунок 8. Расположение заклепок
под прямым углом друг к другу, и разнесите их на расстояние от пяти до семи диаметров заклепок, если заклепки параллельны друг другу. Первая заклепка с каждой стороны соединения должна находиться не менее чем в 2 1/2 диаметра заклепки от конца втулки.
Инструменты для установки заклепок
Различные инструменты, необходимые при обычном процессе забивания и высадки заклепок, включают сверла, развертки, клепальные кусачки или кусачки, раскряжевочные бруски, клепальные молотки, наборы для вытягивания, штампы для выдавливания углублений или другое оборудование для зенкования, заклепочные пистолеты , и сжать заклепки. С-образные зажимы, тиски и другие крепежные элементы, используемые для скрепления листов при клепке, обсуждались в посте «Устройства для удержания листового металла». Другие инструменты и оборудование, необходимые для установки заклепок, обсуждаются в статье «Инструменты для установки заклепок».
Процедура клепки
Процедура клепки состоит из переноса и подготовки отверстия, сверления и установки заклепок.
Перенос отверстий
Выполните перенос отверстий из просверленной детали в другую, поместив вторую деталь поверх первой и используя установленные отверстия в качестве ориентира. Используя альтернативный метод, разметьте расположение отверстия от просверленной детали к детали, которую нужно просверлить, отметьте кернером и просверлите.
Подготовка отверстий
Очень важно, чтобы отверстие под заклепку было правильного размера и формы и не имело заусенцев. Если отверстие слишком маленькое, защитное покрытие сдирается с заклепки, когда заклепка вбивается в отверстие. Если отверстие слишком большое, заклепка не заполнит отверстие полностью. При растрескивании соединение не развивает свою полную прочность, и в этом месте может произойти разрушение конструкции.
Если требуется зенкерование, учитывайте толщину металла и применяйте метод зенкования, рекомендованный для этой толщины. Если требуется выдавливание, сведите удары молотком или давление вдавливания к минимуму, чтобы в окружающей области не возникало чрезмерного деформационного упрочнения.
Сверление
Отверстия под заклепки при ремонте можно просверливать либо легкой дрелью, либо ручной дрелью. Чаще всего используется спиральное сверло со стандартным хвостовиком. Размеры сверл для отверстий под заклепки должны быть наименьшим размером, позволяющим легко вставить заклепку, примерно на 0,003 дюйма больше, чем наибольший допуск диаметра стержня. Рекомендуемые сверла с зазором для заклепок распространенных диаметров показаны на рис. 9. Размеры отверстий для других крепежных изделий обычно указаны в рабочих документах, распечатках или руководствах. 9Рис. 9. Размеры сверла для стандартных заклепок Отметка кернера должна быть достаточно большой, чтобы сверло не соскользнуло со своего места, но при этом не должно образовываться вмятин на поверхности, окружающей метку кернера. Поместите распорку за металлом во время штамповки, чтобы предотвратить появление вмятин. Чтобы сделать отверстие под заклепку нужного размера, сначала просверлите отверстие немного меньшего размера (пилотное отверстие). Расширьте пилотное отверстие спиральным сверлом соответствующего размера, чтобы получить требуемый размер.
Для сверления выполните следующие действия:
Убедитесь, что сверло имеет правильный размер и форму.
Поместите сверло в центральную метку. При использовании электродрели поверните сверло на несколько оборотов перед запуском двигателя.
Во время сверления всегда держите сверло под углом 90º к заготовке или кривизне материала.
Избегайте чрезмерного давления, дайте сверлу врезаться и никогда не проталкивайте сверло через заготовку.
Удалите все заусенцы металлической зенковкой или напильником.
Очистите всю стружку от сверла.
При сверлении отверстий в листовом металле по краям отверстий образуются небольшие заусенцы. Это особенно верно при использовании ручной дрели, потому что скорость сверления низкая, и существует тенденция прилагать большее усилие за один оборот сверла. Удалите все заусенцы с помощью приспособления для удаления заусенцев или сверла большего размера перед клепкой.
Забивание заклепок
Хотя клепальное оборудование может быть как стационарным, так и переносным, переносное клепальное оборудование является наиболее распространенным типом клепального оборудования, используемого для забивания заклепок со сплошным стержнем при ремонте летательных аппаратов.
Перед забиванием заклепок в детали из листового металла убедитесь, что все отверстия идеально совмещены, вся стружка и заусенцы удалены, а детали, подлежащие заклепке, надежно закреплены временными крепежными элементами. В зависимости от работы процесс клепки может потребовать одного или двух человек. При одиночной клепке клепальщик держит распорку одной рукой, а другой управляет клепальным пистолетом.
Если для работы требуется два авиатехника, стрелок или стрелок и бакер, работайте вместе как команда для установки заклепок. Важным компонентом командной клепки является эффективная система сигнализации, которая сообщает о статусе процесса клепки. Эта сигнальная система обычно состоит из постукивания распорки по отношению к работе и часто называется кодом постукивания. Один стук может означать, что заклепка не полностью села, ударьте по ней еще раз, в то время как два стука могут означать хорошую заклепку, а три стука могут означать плохую заклепку, снимите и вбейте другую. Радиостанции также доступны для связи между техниками.
После установки заклепки не должно быть признаков вращения заклепок или ослабления заклепок. После операции обрезки проверьте герметичность. Приложите усилие в 10 фунтов к обрезанному стеблю. Плотный стержень является одним из признаков приемлемой установки заклепки. Любая степень ослабления указывает на отверстие увеличенного размера и требует замены заклепки на заклепку с увеличенным диаметром стержня. Установка заклепки считается удовлетворительной, если головка заклепки плотно прилегает к удерживаемому предмету (0,005-дюймовый щуп не должен проходить под головкой заклепки более чем на половину окружности) и шток затянут.
Заклепки с потайной головкой
Неправильно изготовленная зенковка снижает прочность заклепочного соединения и может даже привести к выходу из строя листа или головки заклепки. Для клепки заподлицо в авиастроении и ремонте обычно используются два метода зенкерования:
Зенковка станком или сверлом.
Углубление или пресс-зенкование.
Правильный метод для любого конкретного применения зависит от толщины заклепываемых деталей, высоты и угла потайной головки, доступных инструментов и доступности.
Зенковка
При использовании заклепок с потайной головкой необходимо сделать коническую выемку в обшивке для головки. Требуемый тип зенковки зависит от отношения толщины листов к глубине головки заклепки. Используйте зенкер подходящего угла и диаметра и режьте достаточно глубоко, чтобы головка заклепки и металл образовывали ровную поверхность.
Зенковка является важным фактором при разработке шаблонов крепежа, поскольку удаление материала в процессе зенковки требует увеличения количества крепежных элементов для обеспечения требуемой прочности на передачу нагрузки. Если зенкерование выполняется на металле меньше определенной толщины, может получиться кромка ножа с опорной поверхностью меньше минимальной или фактическое увеличение отверстия. Необходимое краевое расстояние при использовании крепежа с потайной головкой больше, чем при использовании крепежа с универсальной головкой.
В последние годы были пересмотрены общие правила процедуры установки зенкерных и заподлицо крепежных элементов, поскольку зенкерные отверстия были причиной усталостных трещин в герметичной обшивке самолета. В прошлом общее правило зенкования заключалось в том, что головка крепежа должна находиться внутри внешнего листа. Сочетание слишком глубокой зенковки (создание лезвия ножа), количества циклов герметизации, усталости, износа связующих материалов и рабочих креплений вызвало высокую концентрацию напряжений, которая привела к трещинам в кожухе и отказам креплений. При ремонте основной конструкции и обшивки под давлением некоторые производители в настоящее время рекомендуют глубину зенковки не более 2/3 толщины наружного листа или до минимальной глубины стержня крепежного элемента 0,020 дюйма, в зависимости от того, что больше. Сделайте ямочки на коже, если она слишком тонкая для машинной зенковки. [Рисунок 10]
Рис. 10. Размеры зенковки
Держите заклепку высоко перед забиванием, чтобы усилие заклепки не прикладывалось к обшивке. Если заклепка вбита заподлицо или слишком глубоко, окружающий слой затвердеет.
Зенкеры
Несмотря на то, что существует множество типов зенкеров, наиболее часто используемые имеют угол прилегания 100°. Иногда для формирования потайных скважин применяют типы 82° или 120°. Зенковка с шестью канавками лучше всего работает с алюминием. Существуют также зенкеры с четырьмя и тремя канавками, но их сложнее контролировать с точки зрения вибрации. Тип с одной канавкой, например, производимый Weldon Tool Company®, лучше всего подходит для коррозионно-стойкой стали. [Рисунок 11]
Рис. 11. Зенковка с одной канавкой
Зенковка с микростопом является предпочтительным инструментом для зенкерования. Он имеет сепаратор с регулируемой втулкой, который действует как ограничитель и удерживает вращающуюся зенковку в вертикальном положении. Его резьбовые и сменные фрезы могут иметь либо съемный, либо встроенный направляющий элемент, который удерживает фрезу по центру отверстия. Пилот должен быть примерно на 0,002 дюйма меньше размера отверстия. Перед зенковкой ремонтных или заменяющих деталей рекомендуется проверить регулировку на куске обрезков материала.
Зенковка от руки необходима там, где нельзя использовать зенковку с микростопом. Этот метод следует практиковать на бросовом материале, чтобы развить требуемый навык. Устойчивое и перпендикулярное удержание бурильного двигателя во время этой операции так же важно, как и при сверлении.
Вибрация — наиболее распространенная проблема, возникающая при зенкеровании. Некоторые меры предосторожности, которые могут устранить или свести к минимуму вибрацию, включают:
Используйте острые инструменты.
Используйте медленную скорость и постоянное сильное давление.
Используйте направляющую зенковку с направляющей примерно на 0,002 дюйма меньше отверстия.
Используйте подкладочный материал, чтобы удерживать направляющую устойчиво при зенкеровании тонкого листового материала.
Используйте фрезу с другим количеством канавок.
Предварительно просверлите отверстие меньшего размера, раззенкуйте его, а затем увеличьте отверстие до окончательного размера.
Углубление
Углубление — это процесс создания углубления или углубления вокруг отверстия заклепки, чтобы верхняя часть головки заклепки с потайной головкой находилась на одном уровне с поверхностью металла. Углубление выполняется с помощью мужского и женского штампов или форм, часто называемых набором штампов и штампов. Охватываемая матрица имеет направляющую размером с отверстие под заклепку и скошена в соответствии со степенью зенковки головки заклепки. Охватывающая матрица имеет отверстие, в которое входит охватываемая направляющая, и скошена до соответствующей степени зенковки.
При выдавливании матрицу положите на твердую поверхность. Затем поместите материал, на который нужно нанести ямочку, на женскую матрицу. Вставьте пуансон в отверстие, в котором нужно сделать углубление, и ударьте молотком по пуансону, пока не образуется углубление. Двух-трех сильных ударов молотком должно быть достаточно. Для каждого размера заклепки и формы головки заклепки необходим отдельный набор плашек. Альтернативный метод состоит в том, чтобы использовать заклепку с потайной головкой вместо обычного штампа с наружной резьбой и набор для вытягивания вместо штампа с внутренней резьбой и забивать заклепку до тех пор, пока не образуется углубление.
Углубленные матрицы для легких работ могут использоваться в портативных пневматических или ручных прессах. [Рисунок 12] Если штампы используются со сжимателем, они должны быть точно отрегулированы в соответствии с толщиной листа, на котором делаются ямочки. Настольный заклепочник также используется для создания углублений на тонком материале и установки заклепок. [Рисунок 13]
Рис.0328 Рис. 13. Настольный клепальщик
Выдавливание монет
В методе выдавливания монет или прессования монет используется заклепка с зенковкой в качестве выступающей матрицы для выдавливания. Поместите женскую матрицу в обычное положение и поддержите ее распоркой. Вставьте заклепку нужного типа в отверстие и ударьте по заклепке пневматическим клепальным молотком. Углубление монеты следует использовать только тогда, когда обычный мужской кубик сломан или недоступен. Прессование монет имеет явный недостаток, заключающийся в том, что необходимо просверлить отверстие для заклепки, чтобы исправить размер заклепки, прежде чем будет выполнена операция выдавливания. Поскольку металл растягивается во время операции выдавливания, отверстие увеличивается, и перед забиванием заклепку необходимо немного набухнуть, чтобы обеспечить плотную посадку. Поскольку головка заклепки вызывает небольшие деформации в углублении, характерные только для этой конкретной головки заклепки, целесообразно забивать ту же заклепку, которая использовалась в качестве охватываемой матрицы во время процесса выдавливания. Не заменяйте другой заклепкой того же или большего размера.
Углубление с радиусом
Углубление с радиусом использует специальные наборы штампов, которые имеют радиус и часто используются со стационарными или переносными прессами. Углубление не удаляет металл и благодаря эффекту прилегания дает более прочное соединение, чем соединение без заподлицо. Выемчатое соединение снижает нагрузку сдвига на заклепку и увеличивает нагрузку на клепаные листы.
ПРИМЕЧАНИЕ. Углубления также делаются для плоских болтов и других плоских крепежных деталей.
Углубление требуется для листов, толщина которых меньше минимальной указанной толщины для зенкерования. Однако углубление не ограничивается тонкими материалами. На более тяжелых деталях можно сделать ямочки без образования трещин с помощью специального оборудования для горячего тиснения. Характер материала, размер заклепок и доступное оборудование — все это факторы, которые следует учитывать при выдавливании. [Рисунок 14]
Горячее вдавливание часто выполняется с помощью большого стационарного оборудования, имеющегося в цехе по обработке листового металла. Используемый металл является важным фактором, потому что каждый металл создает различные проблемы с ямочками. Например, алюминиевый сплав 2024-Т3 может быть удовлетворительно обработан как в горячем, так и в холодном состоянии, но может треснуть вблизи углубления после холодной штамповки из-за твердых участков в металле. Горячая ямочка предотвращает такое растрескивание.
Алюминиевые сплавы 7075-T6 всегда имеют горячее углубление. Магниевые сплавы также должны подвергаться горячей штамповке, потому что, как и 7075-T6, они имеют низкую формуемость. Титан — еще один металл, который должен подвергаться горячей штамповке, потому что он прочен и сопротивляется деформации. Та же температура и время выдержки, что и для 7075-T6 с углублением в горячем состоянии, используются для титана.
Комбинированный метод предварительного углубления и зенкерования под углом 100°
Металлы различной толщины иногда соединяют с помощью комбинации углубления и зенкерования. [Рисунок 15] Зенковка, предназначенная для приема углубления, называется вспомогательной зенковкой. Чаще всего их можно увидеть там, где тонкая паутина прикреплена к тяжелой конструкции. Он также используется для тонких щелевых уплотнений, износостойких полос и для ремонта изношенных зенкеров. 9Рис. 15. Метод предварительной выемки и зенковки Необходимо проверить несколько функций. Головка заклепки должна входить заподлицо, и должен быть резкий излом поверхности в углубление. На остроту излома влияет давление углубления и толщина металла. Выбранные ямочки следует проверить, вставив застежку, чтобы убедиться в соблюдении требований по заподлицо. Треснувшие ямочки появляются из-за плохих штампов, грубых отверстий или неправильного нагрева. При выдавливании могут образовываться два типа трещин:
Радиальные трещины — начинаются на краю и распространяются наружу по мере растяжения металла в углублении. Они наиболее распространены в 2024-T3. Такие трещины вызывает грубое отверстие или слишком глубокая ямка. Для радиальных трещин обычно допускается небольшой допуск.
Окружные трещины — изгиб вниз в волоку приводит к напряжениям растяжения в верхней части металла. При некоторых условиях может образоваться трещина по краю ямки. Такие трещины не всегда видны, так как они могут находиться под облицовкой. При обнаружении они являются причиной отказа. Эти трещины наиболее распространены в материале из алюминиевого сплава 7075 T6, изготовленном методом горячей штамповки. Обычной причиной является недостаточное количество тепла для ямочек.
Оценка заклепки
Для обеспечения высокой эффективности конструкции при производстве и ремонте самолетов необходимо провести проверку всех заклепок перед вводом детали в эксплуатацию. Этот осмотр состоит из осмотра как заводских, так и изготовленных головок, а также окружающей обшивки и структурных частей на наличие деформаций. Для проверки состояния высаженной головки заклепки можно использовать шкалу или заклепочный калибр, чтобы убедиться, что она соответствует надлежащим требованиям. Деформации изготовленной головы можно обнаружить только наметанным глазом. [Рис. 16]
Рисунок 16. ЗАКРЫТИЯ ДЕФЕКТЫ
. Некоторые общие причины неразличительного оборота и неразличивают, что неразличивает, и неразличивают, что нельзя, и не подвергается вспомогательному. не тот размер. Дополнительными причинами неудовлетворительного заклепывания являются заклепки с потайной головкой, расположенные не заподлицо с углублением, работа, не закрепленная должным образом во время клепки, наличие заусенцев, слишком сильное заклепывание, слишком сильное или слишком малое забивание и заклепки не по линии.
Иногда во время ремонта конструкции самолета целесообразно осмотреть соседние детали, чтобы определить истинное состояние соседних заклепок. При этом может возникнуть необходимость удаления краски. Наличие сколов или трещин на краске вокруг головок может указывать на смещенные или ослабленные заклепки. Ищите наконечники или ослабленные головки заклепок. Если головки наклонены или заклепки ослаблены, они появляются в группах из нескольких последовательных заклепок и, вероятно, наклонены в одном направлении. Если головки, которые кажутся наклоненными, не объединены в группы и не наклонены в одном направлении, возможно, наклон произошел во время какой-либо предыдущей установки.
Осмотрите заклепки, которые, как известно, подвергались критическим нагрузкам, но не имеют видимых деформаций, высверливая головку и осторожно выбивая стержень. Если при осмотре стержень оказывается изогнутым, а отверстия в листе смещены, заклепка вышла из строя при сдвиге. В этом случае попытайтесь определить причину напряжения сдвига и примите необходимые корректирующие меры. Плоские заклепки, головка которых проскальзывает внутри зенковки или углубления, что указывает либо на выход из строя листового подшипника, либо на срез заклепки, должны быть удалены для осмотра и замены.
Изгибы на снятых стержнях заклепок указывают на частичное разрушение при сдвиге. Замените эти заклепки на следующий больший размер. Кроме того, если отверстия под заклепки имеют удлинение, замените заклепки на следующий больший размер. Повреждения листа, такие как надрывы, трещины между заклепками и т.п., обычно указывают на поврежденные заклепки. Для полного ремонта соединения может потребоваться замена заклепок на следующий больший размер.
Общая практика замены заклепки на следующий больший размер (диаметр на 1⁄32 дюйма больше) необходима для получения надлежащей прочности соединения заклепки и листа при увеличении исходного отверстия под заклепку. Если заклепку в удлиненном отверстии заменить заклепкой того же размера, ее способность нести свою долю сдвигающей нагрузки ухудшается, что приводит к ослаблению соединения.
Снятие заклепок
Если заклепку необходимо заменить, снимите ее осторожно, чтобы сохранить первоначальный размер и форму отверстия под заклепку. При правильном удалении заклепку не нужно заменять на заклепку следующего большего размера. Кроме того, если заклепка не будет удалена должным образом, прочность соединения может быть ослаблена, а замена заклепок затруднится.
При удалении заклепки работать с изготовленной головкой. Он более симметричен относительно стержня, чем головка магазина, и вероятность повреждения отверстия под заклепку или материала вокруг него меньше. Для удаления заклепок используйте ручной инструмент, электродрель или их комбинацию.
Процедура удаления универсальной заклепки или заклепки с выступающей головкой следующая:
Напилите плоскую поверхность на головке заклепки и просверлите плоскую поверхность пробойником. ПРИМЕЧАНИЕ: На тонком металле подпирайте заклепку на высаженной головке при пробивке центра, чтобы избежать продавливания металла.
Используйте сверло на один размер меньше хвостовика заклепки, чтобы высверлить головку заклепки. ПРИМЕЧАНИЕ. При использовании электродрели установите сверло на заклепку и проверните патрон на несколько оборотов вручную, прежде чем включать питание. Эта процедура помогает сверлу вырезать хорошую начальную точку и устраняет вероятность соскальзывания сверла и его перемещения по металлу.
Просверлите заклепку на глубину ее головки, удерживая сверло под углом 90°. Не сверлите слишком глубоко, так как стержень заклепки будет вращаться вместе со сверлом и порвет окружающий металл. ПРИМЕЧАНИЕ. Головка заклепки часто отрывается и поднимается на сверло, что является сигналом к извлечению сверла.
Если головка заклепки не ослабляется сама по себе, вставьте выколотку в отверстие и слегка поверните в любую сторону, пока головка не отсоединится.
Выбейте оставшийся стержень заклепки с помощью пробойника, который немного меньше диаметра стержня.
На тонких металлических или неподдерживаемых конструкциях поддерживайте лист распорной планкой, выбивая хвостовик. Если после удаления головки заклепки стержень необычно тугой, просверлите заклепку примерно на две трети толщины материала, а затем выбейте оставшуюся часть пробойником. На рис. 17 показана предпочтительная процедура удаления универсальных заклепок.
Рис. 17. Удаление заклепок
Процедура снятия потайных заклепок аналогична описанной выше, за исключением того, что опиливание не требуется. Будьте осторожны, чтобы избежать удлинения углублений или отверстий с потайной головкой. Головка заклепки должна быть просверлена примерно на половину толщины верхнего листа. Углубление в заклепках 2117–Т обычно устраняет необходимость опиливания и центрирования головки заклепки.
Чтобы снять заклепку с потайной или плоской головкой, необходимо:
Выберите сверло примерно на 0,003 дюйма меньше диаметра стержня заклепки.
Просверлите отверстие точно по центру головки заклепки примерно на глубину головки.
Снимите головку, отломив ее. Используйте перфоратор в качестве рычага.
Выбить хвостовик. Используйте подходящую резервную копию, желательно деревянную (или эквивалентную) или специальный резервный блок. Если хвостовик не выходит легко, используйте маленькое сверло и просверлите хвостовик. Будьте осторожны, чтобы не удлинить отверстие.
Замена заклепок
По возможности заменяйте заклепки на заклепки того же размера и прочности. Если отверстие под заклепку увеличивается, деформируется или иным образом повреждается, просверлите или рассверлите отверстие для следующей заклепки большего размера. Не заменяйте заклепку заклепкой с более низкими прочностными характеристиками, если более низкая прочность не компенсируется в достаточной мере увеличением размера или большим количеством заклепок. Допускается замена заклепок 2017 диаметром 3/16 дюйма или меньше и заклепок 2024 диаметром 5/32 дюйма или меньше на заклепки 2117 для общего ремонта при условии, что сменные заклепки на 1/32 дюйма больше в диаметре, чем заклепки, которые они заменяют.
Национальный консультативный комитет по аэронавтике (NACA) Метод двойной клепки заподлицо
Метод установки заклепок, известный как метод Национального консультативного комитета по аэронавтике (NACA), в основном применяется в области топливных баков. [Рис. 18] Чтобы установить заклепку NACA, хвостовик высаживают в зенковку 82°. При вождении ружье можно использовать как со стороны головы, так и со стороны голени. Осадку начинают легкими ударами, затем усилие увеличивают, и орудие или брусок перемещают на конце хвостовика так, чтобы образовалась головка внутри углубления зенковки. При желании расстроенную голову можно сбрить наголо после вождения. При использовании этого метода важно обращаться к инструкциям производителя по ремонту или замене.
Figure 18. NACA riveting method
RELATED POSTS
Hand Cutting Tools
Hole Drilling
Forming Tools
Aluminum Alloys
Forming Process and Forming Операции и термины
Разметка и формовка
Изгибы по прямой линии
Использование тормоза листового металла для складывания металла
Заклепочный пистолет Примечания и советы по клепке
Установка сплошных заклепок в конструкцию самолета требует значительно большего ноу-хау и навыков, чем работа с выдвижными заклепками. Во-первых, вы можете установить эти заклепки с полым сердечником, работая в одиночку с помощью простого ручного заклепочника. . . даже если у вас нет доступа к обратной стороне склепанных частей. Иногда его называют «слепой клепкой».
К сожалению, с цельными заклепками все обстоит иначе. Вы не наслаждаетесь роскошью этой «слепой» функции заклепки, потому что у вас абсолютно должен быть доступ к обеим сторонам заклепываемых частей. Иногда требуется даже два человека. Кроме того, вам придется научиться пользоваться несколькими специальными инструментами.
Краткое описание процесса клепки Используются три основных инструмента. Заклепочный пистолет, распорка и набор заклепок.
Для забивания (установки/высадки) сплошной заклепки после того, как она была вставлена в отверстие для заклепки, выступающий стержень (конец стержня) заклепки должен быть подперт или раскряблен «распоркой». Тогда и только тогда другой конец — тот, что с изготовленной головкой, — можно «загнать» или «установить» ударами заклепочного пистолета, снабженного правильным набором заклепок, или ударами молотка рукой. шаровой молоток. (Сплошную заклепку также можно «вставить» с помощью заклепочного пресса.)
Суммарный эффект этого скоординированного ударного и распирающего действия приводит к тому, что заклепка набухает, плотно заполняя свое отверстие.
Затем, по мере продолжения ударов (ударов по заклепке), хвостовик заклепки сжимается и сплющивается, образуя так называемую «цеховую головку». Правильно установленная сжатая заклепка прочно скрепляет заклепочные детали. Не может быть сомнения, что такой узел, склепанный сплошными заклепками, надежнее и вообще прочнее, чем такой же узел, склепанный с помощью выкидных заклепок.
Хотя выдвижные заклепки проще в установке, они сложны в изготовлении и, как и следовало ожидать, дороже в использовании, чем сплошные заклепки. Кроме того, заклепки с большей вероятностью ослабнут при длительной вибрации. Другим недостатком является то, что выдвижные заклепки, будучи полыми, также создают необходимость герметизации каждого из отверстий в установленных головках заклепок. Это необходимо сделать не только для защиты от влаги и коррозии, но и для улучшения общего внешнего вида.
Выбор заклепочного пистолета Если у вас еще нет подходящего заклепочного пистолета и вы хотите его купить, посоветуйтесь с другими строителями перед покупкой. Убедитесь, что вы получили тип оружия, которое вам нужно. Не обманывайте себя, покупая пневматический молот или пневматическое долото только потому, что цена привлекательна. Хотя эта штука может выглядеть как клепальный пистолет и звучать тоже очень похоже, это не клепальный пистолет. Проблема с пневматическим молотом в том, что он просто бьет слишком сильно и слишком быстро. Если вы попытаетесь использовать его в качестве заклепочного пистолета, у вас будет хороший шанс получить вмятину и повредить мягкую алюминиевую оболочку вокруг заклепки, которую вы пытаетесь забить (установить).
Удары заклепочного пистолета, с другой стороны, обычно медленнее, и вы можете гораздо лучше контролировать скорость удара.
Трудно отличить один тип оружия от другого только по внешнему виду. Иногда на стволе или корпусе заклепочного пистолета выбит термин «заклепочник», но не всегда. Другая идентифицирующая информация, на которую следует обратить внимание, — это размер или мощность заклепочного пистолета. Например, большинство авиационных заклепочных пистолетов оцениваются как 2X, 3X или 4X. Пронумерованный «рейтинг X» дает вам четкое представление о размерах заклепок, которые может легко забить конкретный пистолет. Пистолет 2X должен с легкостью вкручивать ваши заклепки 3/32″ и 1/8″. Более мощный заклепочный пистолет 3X рассчитан на работу с заклепками диаметром до 3/16 дюйма. Для забивания заклепок 1/4 дюйма потребуется еще более тяжелый заклепочный пистолет 4X.
Убедитесь, что выбранный вами заклепочный пистолет подходит для инструментов со стандартным диаметром хвостовика .401 и что он имеет легко работающий дроссель (спусковой крючок), который позволяет точно контролировать скорость удара пистолета. Установите регулятор пневматического инструмента (они недорогие), и он может помочь вам в управлении заклепочным пистолетом. (Пистолеты обычно могут производить от 2000 до 2500 ударов в минуту.)
Требование к источнику сжатого воздуха Конечно, для работы с любым пневматическим инструментом (заклепочный пистолет, пневматическая дрель, краскораспылитель и т. д.) вы должны иметь достаточный запас сжатого воздуха. Это означает, что вам понадобится воздушный компрессор.
Компрессор не нужен ни для пневматической дрели, ни для заклепочного пистолета. Однако, если позже вы планируете покрасить свой собственный самолет из баллончика, имейте в виду, что обычный краскопульт может использовать много воздуха. Поэтому вам, возможно, придется запланировать более крупный компрессор, скажем, с 20-галлонным баком и производительностью 7 кубических футов в минуту, потому что гораздо меньший, чем этот, может не справиться с вашим пистолетом-распылителем.
Принадлежности для заклепочного пистолета Прежде чем вы сможете забивать одну заклепку, ваш заклепочный пистолет должен быть оснащен набором заклепок, соответствующим типу заклепок, которые необходимо забить.
Наборы заклепок. Вы можете вкручивать заклепки любого размера с потайной головкой (с потайной головкой) с помощью одного «набора заподлицо» (с дополнительным защитным резиновым кожухом, который продается отдельно, или без него). С другой стороны, вам понадобится несколько наборов заклепок разного размера для заклепок с универсальной головкой или любых других заклепок с выступающей головкой.
Каждый размер заклепок с выступающей головкой требует использования «набора чашеобразных заклепок» аналогичного размера, как его иногда называют. Это связано с тем, что приводной конец комплекта будет иметь чашеобразное углубление, которое соответствует форме и размеру головки заклепки, подлежащей забиванию, и подходит к ней.
Для удержания набора заклепок в заклепочном пистолете на конец пистолета навинчивается спиральная стопорная пружина. Есть два типа. Один представляет собой спиральную пружину, похожую на улей, а другой представляет собой просто спиральную пружину с закрученными концами, которая выглядит так, будто что-то пошло не так во время ее изготовления.
Вы можете вставить набор заклепок в заклепочный пистолет, оснащенный стопорной пружиной любого типа, просто отвинтив спиральную пружину. Тем не менее, это делает это трудным путем. Гораздо удобнее отказаться от пружинного фиксатора «улей» и установить другой, быстросменный тип (см. Рисунок 1 ).
После навинчивания быстросменной стопорной пружины на ствол пистолета просто слегка отклоните петлевидный конец стопорной пружины в одну сторону большим пальцем, когда вы хотите снять или установить другой набор заклепок. Эта функция быстрой смены позволяет быстро менять один набор заклепок на другой, не отвинчивая стопорную пружину.
Многие строители месяцами использовали заклепочный пистолет с аналогичной насадкой, даже не подозревая, что можно снять и установить любой набор заклепок, не отвинчивая предварительно стопорную пружину.
Наборы заклепок могут быть как с длинными, так и с короткими стержнями для установки заклепок одинакового размера. Если на то пошло, они даже делают наборы заклепок со смещением (изогнутые), которые можно использовать, чтобы помочь вам добраться до заклепок в труднодоступных местах.
Я бы рекомендовал приобрести по одной длинной и одной короткой чашевидной заклепке для каждого размера заклепок, которые вы будете использовать (в первую очередь заклепки 3/32″ и 1/8″). Например, вам может понадобиться набор длинных заклепок (длиной около 5-1/2 дюйма) для заклепывания кронштейнов элеронов. не доходит
Раскряжевочные стержни — глупые на вид куски закаленной стали с полированными концами. Эти тяжелые стальные инструменты иногда имеют причудливые формы и выпуклости. Несмотря на то, что ни одна работа с перекладиной не могла получить голубую ленту на выставке декоративно-прикладного искусства, заклепочный пистолет был бы одинокой бесполезной вещью без одного из этих рабочих компаньонов.
Распорный стержень, используемый для конкретной работы, должен крепко и прямо удерживать конец стержня заклепки, в то время как заклепочный пистолет производит удары по противоположному концу.
Перед первым использованием распорки убедитесь, что ее края слегка закруглены и не имеют заусенцев. Если нет, отшлифуйте их самостоятельно напильником или на шлифовальном станке. Это предотвратит вдавливание стержня и царапание прилегающей алюминиевой поверхности во время раскряжевки. По той же причине полезно обмотать перекладины клейкой лентой. Оберните все, кроме закаленных полированных концов.
Если у вас есть особенно неприятная проблема с доступом к распорке, вам, возможно, придется сконструировать ее самостоятельно из куска стального лома. Стальная деталь, которую вы собираетесь отшлифовать до нужной вам формы, должна быть довольно тяжелой. К сожалению, может быть сложно спроектировать и изготовить тяжелую штангу, которая может проникнуть в узкое замкнутое пространство.
Вообще говоря, распорка, которая по весу не меньше заклепочного пистолета, кажется наиболее эффективной. Однако вы редко можете реализовать этот идеал. На самом деле, вы, вероятно, будете вполне удовлетворены использованием распорки весом около 2 фунтов. против заклепок 3/32 дюйма и один весом около 3 фунтов против заклепок 1/8 дюйма. Однако чаще всего вы обнаружите, что распорки, которые вы используете чаще всего, весят несколько меньше.
Надлежащая практика клепки Отрегулируйте давление воздуха в компрессоре и регулятор на заклепочном пистолете, при необходимости, отрегулировав клапан пистолета так, чтобы удары, производимые заклепками с чашечками, когда они прижаты к деревянной поверхности, оставляли только вмятины дерево. (Это, конечно, несколько меньше, чем снос дерева.)
Надлежащее давление в пистолете намного ниже, чем то, которое большинство строителей считает необходимым. Вы поверите, что для заклепок 3/32 дюйма достаточно всего лишь 25 фунтов на квадратный дюйм, а для заклепок 1/8 дюйма — чуть выше, 40 фунтов на квадратный дюйм? Если вы отказываетесь от этой низкой настройки 25 фунтов на квадратный дюйм, почему бы не попробовать 40 фунтов на квадратный дюйм для обоих размеров заклепок и изменить давление позже, чтобы оно соответствовало вашей собственной технике обращения с оружием.
Будьте осторожны — хотя для закручивания больших заклепок потребуется до 90 фунтов на квадратный дюйм сжатого воздуха на пистолете, такое же высокое давление, направленное на меньшую заклепку, может привести к тому, что вы потеряете контроль над действием вашего заклепочного пистолета и получите вмятину. окружающей алюминиевой обшивки.
Вот еще что нужно помнить. Поскольку многие из нас используют пневматическую дрель, которая работает намного лучше при давлении 90 фунтов на квадратный дюйм, чем при 25 фунтах на квадратный дюйм, у нас возникает проблема не забывать снижать давление при клепке. Постарайтесь выработать привычку проверять давление сжатого воздуха, прежде чем брать в руки любой пневматический инструмент, особенно заклепочный пистолет. Достаточно одного нажатия на курок, чтобы испортить себе день (см. также , рис. 2, ).
Всегда старайтесь использовать заклепку правильной длины. Он должен быть достаточно длинным, чтобы проникать в детали, подлежащие заклепке, и при этом выступать на длину, приблизительно равную 1-1/2 диаметра заклепки. Другими словами, заклепка диаметром 1/8″ должна выступать примерно на 3/16″ (конечно, не менее чем на 1/8″), прежде чем она раскряжется.0003
Затем убедитесь, что склеиваемые детали плотно прилегают друг к другу. При необходимости вставьте clecos в соседние отверстия. Между прочим, при клепке листов различной толщины изготовленная головка заклепки обычно упирается в более тонкую оболочку, когда это практически возможно.
Теперь, если вы собираетесь вбивать заклепку с выступающей головкой, выберите набор чашеобразных заклепок правильного размера и вставьте его в заклепочный пистолет.
Между прочим, при использовании чашеобразного набора заклепок рекомендуется наклеить кусок липкой ленты на конец набора заклепок, чтобы головка заклепки и прилегающая кожа не собирали следы инструмента во время клепки.
Поместите набор заклепок прямо на головку заклепки и держите заклепочный пистолет перпендикулярно поверхности. Набор заклепочных пистолетов необходимо сильно прижать к головке заклепки, плотно прижав кожу.
В то же время попросите кого-нибудь установить подходящую распорку прямо на выступающий стержень заклепки, приложив достаточное усилие, чтобы вы, как «стрелок», могли сказать, что распорка находится на месте.
Давление компенсатора на стержень заклепки всегда должно быть положительным, но не настолько большим, чтобы оно превышало давление, оказываемое наводчиком. На самом деле, давление должно быть достаточно легким, чтобы позволить стержню вибрировать в унисон с заклепочным пистолетом во время забивания заклепки. Когда вам приходится выполнять клепку и расклепку в одиночку, эта проблема координации не возникает. Однако, когда участвуют два человека (стрелок и бакер), следует согласовать способ связи. Вы можете прибегнуть к обмену замечаниями, такими как «Готов?», «Еще нет», «Ты в деле?», «ОК?», «ОК», «Нажми еще раз» и т. д. Уловили идею?
Заклепочный пистолет ни в коем случае нельзя запускать, если он не сильно прижат к головке заклепки, а распорная планка плотно прилегает к стержню заклепки и не опирается на какой-либо соседний фланец или ранее установленную заклепку. Усилие, прилагаемое через набор заклепок к головке заклепки, никогда не должно ослабевать или сниматься, пока пистолет находится на спусковом крючке. Это может привести к тому, что набор заклепок будет сильно отскакивать от головки заклепки, сгибая ее и, возможно, также повреждая кожу.
Следуя той же мысли, бакер никогда, никогда не должен снимать распорку, пока ружье находится на спусковом крючке, даже если он/она видит, что заклепка чрезмерно сплющивается. Плохую заклепку всегда можно высверлить, но помятая кожа всегда останется ярким свидетельством этой ошибки.
Не нажимайте на спусковой крючок пистолета до такой степени, что он слишком легко и слишком долго бьет по заклепке, потому что это может привести к ее затвердеванию и растрескиванию. Одна короткая очередь, дающая примерно полдюжины резких ударов, должна быть всем, что необходимо для правильной установки заклепки.
Вы можете заклепывать во многих местах без посторонней помощи, если вы можете добраться до обеих сторон изделия (см. Рисунок 3 ). При клепке мелких деталей всегда старайтесь зажимать их в тисках или иным образом обездвиживать, когда это возможно. Это позволит вам держать заклепочный пистолет в одной руке, а распорку в другой, зная, что детали не будут перемещаться и не испортят вашу клепку.
Осмотрите каждую заклепку, но не делайте из нее фетиш. То есть, используйте маленькое смотровое зеркало и фонарик, если это необходимо, чтобы проверить заголовки магазинов на задней стороне везде, где это возможно. Тем не менее, пропустите увеличительное стекло, толщиномер и заклепочный калибр для каждой заклепки. Использование заклепочного калибра изначально для самой первой дюжины или около того заклепок, которые вы раскололи, — это нормально. Но после этого вы должны быть в состоянии судить достаточно хорошо, чтобы отличить правильно заклепку от плохой — без измерения каждой.
Если заклепка была недостаточно забита и сформированная головка стоит слишком высоко, вполне допустимо повторно забить ее. Однако не переусердствуйте и не разбейте его слишком сильно.
Удалите каждую заклепку, которая плохо закручена или имеет другие повреждения. Это традиция металлообработки, которую стоит сохранить.
А? Что вы сказали? Одна очень важная заключительная рекомендация. Носите наушники с защитой органов слуха, беруши или и то, и другое, чтобы блокировать случайный шум заклепочного пистолета, возникающий во время клепальных сеансов. . . а как насчет набора для вашего помощника?
Наконечники для утопленных заклепок
Утопленные заклепки используются в основном на внешних металлических поверхностях, где важен хороший внешний вид и устранение ненужного аэродинамического сопротивления. Гладкая гладкость обшивки с заклепками заподлицо считается важным фактором в получении максимальных характеристик, ожидаемых от высокопроизводительного самолета.
К сожалению, поскольку заклепка заподлицо является дорогостоящим процессом, большинство производителей самолетов авиации общего назначения уже давно ограничивают использование заклепок заподлицо минимальным количеством компонентов. Это понятно, поскольку дополнительные трудозатраты могут значительно перевесить небольшой выигрыш в производительности, полученный в результате широкого использования клепки заподлицо.
Хотя стоимость рабочей силы обычно не вызывает беспокойства при строительстве дома, дополнительные работы могут быть. Тем не менее, дополнительная работа с благой целью, по-видимому, не останавливает большинство строителей, поскольку они более склонны распоряжаться своим временем, чем деньгами. Тем не менее, начинающему строителю полезно знать, что потребуются дополнительные, трудоемкие подготовительные шаги, если он решит пройти весь путь с заклепкой заподлицо.
Как и при установке обычных заклепок с выступающими головками, заклепка заподлицо начинается со сверления отверстия подходящего размера для выбранной заклепки. Дополнительная работа, связанная с использованием плоских заклепок, связана с необходимостью изменить просверленное отверстие для заклепки, чтобы принять конусообразную головку плоских заклепок. Как правило, это означает, что просверленное отверстие под заклепку должно быть либо раззенковано на станке, либо выдавлено сжатием, чтобы обеспечить надлежащее гнездо для головки заклепки.
Но, прежде чем мы перейдем к процедурам зенкования и углубления, может оказаться полезным несколько важных замечаний относительно сверления отверстий под заклепки.
Примечания к отверстиям для заклепок Существует два способа сделать отверстия для заклепок. Просверлите их или выбейте с помощью инструмента. . . как удар Уитни.
Пробойник Whitney представляет собой небольшой ручной пробойник рычажного типа со сменными матрицами. Он может точно пробивать отверстия нужного размера и делать это быстрее. . . быстрее, чем сверлить их. Встроенный регулируемый ограничитель поля позволяет пробивать отверстия в точном соответствии с краями детали. Ах, это основное ограничение этого удобного инструмента. Он имеет очень ограниченный охват.
В большинстве случаев отверстия для заклепок сверлят либо ручной электрической или пневматической дрелью, либо на сверлильном станке. И само собой разумеется (но все равно скажу), что все отверстия под заклепки надо сверлить новым сверлом, или точно заточенным и просверлит отверстия по размеру.
Прежде чем начать сверлить отверстие, убедитесь, что сверло нужного размера! Если вы ошибетесь с маленьким размером, никакого вреда не будет. Но до сих пор никто не придумал, как усадить просверленное отверстие в алюминиевой обшивке.
Несмотря на то, что стержень заклепки расширяется, когда заклепка устанавливается с помощью заклепочного пистолета и распорки, это не следует рассматривать как разрешение на сверление неаккуратных или слишком больших отверстий. При сверлении отверстия правильного размера расширение заклепки становится таким, что в заклепке создается дополнительная прочность на сдвиг. С другой стороны, большое отверстие лишит вас этой дополнительной прочности и ослабит соединение.
Я знаю, что все мы время от времени сверлим отверстия, предварительно не зафиксировав их положение точно нанесенными кернерами, но это рискованная практика. Иногда в самый неподходящий момент сверло будет «гулять», несмотря на все ваши усилия по его контролю, и ваша красивая блестящая поверхность будет испорчена. Но что еще хуже, важное отверстие могло быть просверлено немного не по центру.
Вот полезный совет. Перед запуском двигателя дрели поверните патрон рукой на один или два оборота, прижав острие сверла к отметке. Это одинаково эффективно при запуске отверстия при использовании сверлильного станка.
Сверление отверстий во внешней обшивке требует особой осторожности, потому что, если вы не будете осторожны, патрон ударится о поверхность и начнет тереться о нее при пробитии сверла. Чтобы предотвратить это и возможные внутренние повреждения, поддерживайте сверло свободной рукой, используя большой палец и, если хотите, первые два пальца, чтобы контролировать проникновение сверла. Это поможет защитить поверхностный металл от возможного повреждения сверлильного патрона.
Хорошая пневматическая дрель со смещением на 90 градусов — очень ценный инструмент для тех, кто строит цельнометаллический самолет. Это позволит получить доступ ко многим другим недоступным областям. Иногда то же самое можно сделать с помощью длинного 12-дюймового сверла, потому что вы можете согнуть его пальцами, пока оно медленно вращается.
Прежде чем пытаться просверлить какое-либо отверстие под заклепку, всегда убеждайтесь в том, что детали надежно закреплены и правильно расположены. При сверлении отверстий в тонком металле не торопитесь и не нажимайте на сверло с силой, так как это может привести к тому, что область вокруг отверстия станет заметно вмятиной. Всякий раз, когда вы можете, используйте небольшой деревянный опорный брусок, чтобы сверло не прорвало противоположную сторону. Это обеспечит более аккуратное отверстие почти без заусенцев.
Устранение заусенцев Одним из наименее приятных аспектов сборки цельнометаллического самолета является, казалось бы, бесконечная необходимость удалять заусенцы, образующиеся при резке, сверлении, резке или пробивке отверстий в алюминии.
Если это удаление заусенцев не будет выполнено тщательно для каждого отверстия, заклепки не будут подтягиваться заподлицо, и в соединении могут образоваться зазоры.
Это означает, что после сверления всех отверстий в узле вы ДОЛЖНЫ разобрать его и удалить заусенцы с каждого отверстия. Каждая дырка! Традиционный способ сделать это — зажать между пальцами острое сверло большего диаметра (около 3/16 дюйма — 1/4 дюйма) и слегка повернуть его в просверленном отверстии для заклепки. Идея заключается в том, чтобы удалить заусенцы, а не зенковать отверстие.
После того, как вы кропотливо зачистите сотню отверстий или около того, у вас появится большой интерес к сохранению ваших пальцев от дальнейшего износа. Будет полезно, если вы наденете деревянную ручку небольшого напильника на конец сверла, чтобы защитить руку от острых канавок сверла ( Рисунок 1 ).
Для всех других операций по удалению заусенцев я настоятельно рекомендую приобрести обычный инструмент для удаления заусенцев. Он похож на ручку отвертки с S-образным заостренным узким лезвием, которое свободно вращается. Вы проводите этим приспособлением по необработанным кромкам алюминия и, вуаля!, мгновенно снимаете заусенцы. Он также хорошо работает с вырезами для облегчения нервюры крыла ( Рисунок 1 ).
Прежде чем можно будет установить заклепки заподлицо, необходимо подготовить хорошо зачищенные отверстия под заклепки для потайных головок путем углубления или зенкования материала.
Углубление Углубление – это процесс сжатия металла вокруг отверстия под заклепку между набором штампов с выступом и гнездом для создания гнезда для головки заклепки. Углубленные плашки изготовлены из термообработанной стали и поставляются подобранными парами. Эти матрицы, в зависимости от их конструкции, могут использоваться с заклепочным пистолетом и распоркой или с заклепочным прессом. Иногда молоток можно заменить заклепочным пистолетом.
Хотя сжиматель заклепок очень прост в использовании, его полезность снижается из-за ограниченного радиуса действия. По этой причине его можно использовать только для углубления отверстий под заклепки, расположенных по краям.
Когда это возможно, как верхняя часть кожи, так и нижние части должны иметь углубления вместе. Однако более вероятным является появление ямочек на каждой части по отдельности.
Вы можете сделать ямочку, используя заклепку в качестве охватываемой матрицы и самодельную охватывающую матрицу (зенковку), просверленную в стальном стержне. В стальном стержне можно просверлить одно отверстие или несколько в произвольном месте. Затем их слегка утапливают на станке, чтобы обеспечить необходимое углубление. Чтобы использовать его, вставьте заклепку в отверстие для заклепки в коже и расположите стальной стержень так, чтобы заклепка вошла в одно из отверстий с потайной головкой. Затем с помощью молотка или заклепочного пистолета заклепку вдавливают в углубление, создавая желаемую ямку на коже.
Когда тонкая поверхностная обшивка должна быть приклепана заподлицо к более тяжелой части под ней, можно раззенковать толстый элемент и выдавить тонкую обшивку в нижележащее гнездо с потайной головкой.
С точки зрения прочности просверленные отверстия под заклепки предпочтительнее перфорированных отверстий под заклепки для углубления. Когда пробитое отверстие имеет ямочки, вокруг отверстия иногда появляются крошечные волосяные трещины. Эти крошечные трещины почти невидимы, если вы не осмотрите отверстие с ямочками через увеличительное стекло. Я не думаю, что обычно это вызывает большое беспокойство, если только узел не будет сильно нагружен в сильно нагруженном месте и подвержен значительной вибрации. Пробивание отверстий под заклепки немного меньшего размера и их расширение или повторное сверление по размеру может устранить это условие. Однако это усложнило бы процедуру и, в первую очередь, свело бы на нет реальную пользу от использования удара Уитни.
Зенковка Зенковка выполняется специальной режущей насадкой, которая вырезает углубление в форме конуса для закладной детали или заклепки.
Зенковка разрешена только в том случае, если поверхностная обшивка имеет достаточную толщину для размещения вырезанного углубления без увеличения отверстия под заклепку. Например, поверхностная металлическая обшивка должна иметь толщину не менее 0,032 дюйма, прежде чем ее можно будет безопасно раззенковать для плоских заклепок размером 3/32 дюйма. При использовании заклепки 1/8 дюйма толщина материала должна быть не менее 0,040 дюйма, чтобы можно было использовать отверстие с потайной головкой большего размера (см. Таблица 1 ).
Ограничитель зенковки Самый безопасный способ получить одинаковые отверстия с потайной головкой для заклепок — использовать ограничитель зенковки. Было бы безрассудно пытаться построить цельнометаллический объект с заклепками заподлицо без помощи этого инструмента. Он имеет микрорегулируемый ограничитель глубины, который обеспечивает равномерное зенкование отверстия за отверстием. Сменные насадки-зенковки позволяют использовать упор для зенковки для отверстий под заклепки любого размера.
Увы, слишком глубокое отверстие под заклепку нельзя исправить. . . разве что переделывать отверстие под заклепку большего размера, так что будьте осторожны.
Под осторожностью я имею в виду сначала проверить регулировку упора на куске металла. Следите за тем, чтобы глубина зенковки идеально соответствовала размеру используемой заклепки.
Клепка Везде, куда дотянется ваш клепальный пресс, используйте его для установки заклепок. Он сделает работу более равномерной, чем вы можете сделать с помощью заклепочного пистолета.
В других местах вам, естественно, придется устанавливать заклепки с помощью заклепочного пистолета и распорки. Там, где у вас есть доступ к обеим сторонам и компонент не слишком велик, нет никаких причин, по которым вы не могли бы справиться с ним в одиночку. Конечно, было бы проще иметь надежный заклепочный ковш в помощь.
Время от времени заклепка упорно не входит в отверстие в нижней части, и соединение в этой точке имеет тенденцию немного отделяться. Устраните этот риск, используя большое количество зажимов или зажимов в обрабатываемой зоне. Кроме того, если у вас есть какие-либо сомнения относительно герметичности соединения, используйте набор для вытягивания, чтобы плотно закрепить головку заклепки на месте (см. Рисунок 3 ).
Набор для вытягивания представляет собой не что иное, как стержень с неглубоким отверстием, просверленным на конце, причем отверстие немного больше заклепки. Наденьте стержень на выступающий стержень заклепки и слегка постучите по головке заклепки заклепочным пистолетом или небольшим молотком. Это приведет к тесному контакту сопрягаемых частей, после чего заклепку можно будет забить обычным способом. Набор для вытягивания можно приобрести или сделать самостоятельно из стального стержня длиной один дюйм длиной около 6 дюймов.
Важна последовательность заклепок Ряд заклепок, заклепываемых в последовательном порядке, имеет тенденцию немного выходить из строя по мере продвижения. К тому времени, когда в конце ряда будут установлены последние заклепки, вы можете обнаружить, что часть металла имеет тенденцию вздуваться или сморщиваться, главным образом, из-за вздутия металла вокруг установленных заклепок. Устраните эту неприятность, надежно зажав металл парой болтов, если это возможно, или С-образными зажимами. Cleco, конечно, полезны, но они допускают легкое проскальзывание в длинном ряду заклепок.
Еще один способ избежать этой проблемы, связанной с нарушением порядка, — не заклепывать логическим образом, то есть не устанавливать каждую заклепку в определенной последовательности по мере того, как вы работаете по направлению к концам обшивки. Вместо этого лучше начать с середины, как обычно, но пропустить отверстия для заклепок и установить заклепку в каждое 5-е отверстие по мере продвижения к концам. Затем верните, вставьте и вставьте среднюю заклепку в каждое открытое отверстие и т. д. Эта процедура ограничит количество проскальзывания и почти устранит выпуклости между заклепками.
Еще один способ избежать этой нестандартной проблемы — не выполнять клепку логически. То есть не устанавливайте каждую заклепку по очереди, пока вы работаете по направлению к концам обшивки. Вместо этого лучше начать с середины, как обычно, но пропустить отверстия для заклепок и установить заклепку в каждое 5-е отверстие по мере продвижения к концам. Затем верните, вставьте и вставьте среднюю заклепку в каждое открытое отверстие и т. д. Эта процедура ограничит количество проскальзывания и почти устранит выпуклости между заклепками.
Обратная клепка Иногда ее называют «обратной клепкой». Идея та же. Это отличный способ приклепать ребра жесткости к тонкой алюминиевой обшивке, которая обычно используется для поверхностей управления в самодельных конструкциях, таких как «Мустанги» и «фургоны» на колесах.
Сначала просверлите отверстия под заклепки обычным способом. Затем вставьте заклепку в каждое из просверленных отверстий и временно закрепите их пластиковой лентой. Некоторые виды «скотч-ленты» не следует использовать, потому что их практически невозможно удалить после клепки. То же самое для малярного скотча. Попробуйте свою любимую пластиковую ленту на образце клепаной детали, чтобы проверить, легко ли ее можно будет удалить (см. Рисунок 4 ).
Следующим шагом будет перевернуть обшивку так, чтобы были видны ряды стержней заклепок. Положите алюминиевую обшивку на стальную пластину или стальной стол. Настольная пила подойдет, но будьте осторожны, чтобы не заклепать канавку. Приступайте к установке заклепок предпочтительно с помощью заклепочного пистолета. Также можно использовать небольшой молоток, но будьте осторожны, чтобы не пропустить заклепку и не повредить кожу.
Самый безопасный набор заклепок для обратной заклепки — это набор, разработанный для домостроителей, который предотвращает соскальзывание набора заклепок благодаря специально разработанному пластиковому кольцу. Этот подпружиненный воротник также оказывает давление на кожу, тем самым помогая обеспечить плотное соединение.
Ваша работа по обратной заклепке может быть быстрой и безупречной. . . и не будет волнистости по линии заклепки.
С помощью этого метода я установил все заклепки для обшивки руля РВ-4 всего за 6 минут с каждой стороны. Конечно, это было после того, как все вышеупомянутые приготовления были завершены. Но процесс быстрый, и настоятельно рекомендуется. Используйте его везде, где только можно.
Вопросы технического обслуживания
Добро пожаловать во вторую часть нашего обсуждения авиационного алюминия, первая часть которого была опубликована в мартовском номере 2012 года. На этот раз на конкретных примерах мы подробнее рассмотрим ремонт листового металла (прим. ред.).
Рассмотрим следующий сценарий. Несмотря на все ваши попытки избежать этого, вы сбили птицу своим самолетом. К счастью, повреждения, похоже, не повлияли на летные характеристики самолета. Вы направляетесь домой и приземляетесь и обнаруживаете вмятину размером с птицу на передней кромке одного крыла. Что теперь? Иногда требуется простой ремонт, но вы добьетесь более быстрых и удовлетворительных результатов, заменив поврежденные обшивки. Независимо от того, какой метод вы выберете, вот несколько советов о том, как действовать дальше.
Вот и наслаждаешься полетом в солнечный день, и бац! Удар птицы. К счастью, здесь этого не произошло, но, возможно, произошло. Итак, что вы делаете?
Осмотр дополнительных повреждений
Спонсор освещения авиашоу:
Провести тщательный осмотр всех связанных конструкций на наличие дополнительных повреждений. В случае повреждения передней кромки крыла внимательно осмотрите все обшивки крыльев на наличие признаков деформации, ряби или волнистости. Откройте инспекционные панели и исследуйте. Любая ненормальная сила удара по передней кромке крыла может повредить или деформировать конструкцию. Когда вы ищете искажения кожи, обязательно проверьте точку крепления заднего крыла. Вы всегда можете сравнить поврежденное крыло с неповрежденным, чтобы понять, что не так.
Каждый раз, когда планер поврежден, я рекомендую владельцам обращаться за помощью к опытному механику планера или специалисту по обработке листового металла, чтобы оценить степень повреждения. Часть оценки должна включать контакт с производителем комплекта и описание повреждения. При необходимости отправьте цифровые фотографии высокой четкости.
Если вы обнаружите повреждение передней кромки крыла, необходимо провести тщательный осмотр, чтобы определить степень повреждения, в том числе проверить деформацию обшивки или структурные повреждения.
Выстукивание, заполнение и покраска
Самый простой ремонт вмятины включает в себя выстукивание вмятины, заполнение ее легкой шпаклевкой для кузова (Bondo) и закрашивание. Для этого вам нужно получить доступ к задней стороне передней кромки и осторожно постучать по поврежденной области, чтобы выровнять ее; круглый деревянный дюбель может помочь. Попросите кого-нибудь приложить кусок дерева или мешок с песком к внешней стороне передней кромки крыла, пока вы аккуратно постукиваете по поврежденному участку изнутри. Не отодвигайте слишком сильно помятую кожу во время постукивания и не увлекайтесь постукиванием, пытаясь сделать поверхность идеально гладкой — растянутый алюминий невозможно вернуть в исходное состояние. Чем меньше тем лучше. Каждый раз, когда кусок авиационного алюминия сгибается, он становится все более хрупким. Это называется «закалка работой».
Вариант врезки, заливки и покраски является приемлемым ремонтом, если повреждение от удара легкое и не привело к повреждению ребра или произошло вблизи ребра.
Если столкновение с птицей повредило носовую нервюру крыла или дополнительную конструкцию, ремонт усложняется. Необходимо провести тщательное исследование, чтобы определить, будет ли достаточный доступ для ремонта или замены нервюры после вырезания поврежденной части передней кромки. Поврежденные ребра необходимо отремонтировать или заменить. Дополнительные повреждения, помимо простой вмятины, почти всегда требуют замены на новые детали.
Исправление или замена?
Для устранения обширных повреждений передней кромки требуется плоская заплата, а плоская заплата для алюминиевой передней кромки — сложная операция. Поврежденный металл необходимо вырезать, опорную пластину вырезать и согнуть, чтобы она идеально соответствовала внутренней поверхности обшивки передней кромки, а заглушку для замены поврежденной обшивки необходимо вырезать и согнуть, чтобы она соответствовала изгибу соседней передней кромки. краевая кожа. Количество и размер заклепок, необходимых для ремонта, и правильный рисунок заклепок должны быть получены из планов. Затем детали удерживаются на месте и просверливаются для клепки. После того, как отверстия просверлены и зачищены, отверстия в заплате и отверстия в коже для опорной пластины должны быть просверлены. Детали окрашиваются, клеятся на место, а затем заклепываются. Заклепочные (головочные) бритвы часто используются для получения наиболее гладких результатов клепки заподлицо. Замена всей панели обшивки не требует такого же уровня знаний и большого количества специальных инструментов для обработки листового металла, а замена панели часто выполняется быстрее, чем исправление. К счастью, большинство сборщиков комплектов уже имеют опыт установки готовых панелей.
Высокоскоростные (спиральные) сверла, углубление в головке заклепок AD и практика — вот ключи к высверливанию цельных заклепок.
Правила заклепывания
Наиболее распространенными алюминиевыми заклепками со сплошным стержнем, используемыми для строительства и ремонта алюминиевых самолетов, являются заклепки AN 470 (с универсальной головкой) и AN 426 (с потайной головкой) диаметром 3/32, 1/8 и 5/32. Структурные заклепки имеют суффикс AD, например AN 470 AD. Два числа, следующие за суффиксом AD, представляют собой диаметр хвостовика с шагом 1/32 дюйма и длину с шагом 1/16 дюйма. AN 470 AD 4-7 — это заклепка с универсальной головкой и хвостовиком 1/8 (4/32) дюйма длиной 7/16 дюйма. Заклепка AD имеет углубление в головке. Заклепки без маркировки на головке мягкие и используются только при клепке композитных материалов, таких как АБС-пластик, к алюминиевым конструкциям.
Рекомендуемый вес распорного стержня составляет от 2 до 3 фунтов при закручивании заклепок диаметром 3/32 дюйма, от 3 до 4 фунтов при закручивании заклепок диаметром 1/8 дюйма и от 3,5 до 4,5 фунтов при закручивании заклепок 5/32. Если используются более легкие стержни, заклепки не будут набухать, чтобы заполнить отверстие, а хвосты заклепок будут иметь тенденцию к растрескиванию из-за наклепа.
Отверстия для цельных заклепок, а также для глухих заклепок марок Cherry N и Avex просверливаются с помощью сверла № 40 для заклепки с хвостовиком 3/32 дюйма; сверло № 30 для заклепки с хвостовиком 1/8 дюйма и сверло № 21 (или № 20) для заклепки с хвостовиком 5/32 дюйма. Эти сверла вырезают отверстие, которое немного больше, чем стержень заклепки (во время операции раскряжевки и вытягивания стержень заклепки набухает, чтобы полностью заполнить это большее отверстие). Высокоскоростные (HS) спиральные сверла стоят дороже, чем сверла из углеродистой стали, но они служат дольше и оправдывают дополнительные расходы.
Отверстия для поиска отверстий используются для совмещения и просверливания отверстий под заклепки в металлических листах, заменяющих существующие отверстия. Каждый искатель имеет втулку направляющей сверла, размер которой подходит для сверла № 10, № 21, № 30 или № 40. Их иногда называют дубликаторами с отверстиями или ремешками.
Если отверстие деформировано или просверлено немного большего размера, можно установить массивные заклепки с увеличенным хвостовиком. Этот трюк с листовым металлом сохраняет внешний вид линии заклепки, потому что видимые следы ремонта (головки заклепок) имеют одинаковый размер как для стандартных, так и для увеличенных стержней заклепок. Этот метод не подходит для глухих заклепок. Любое отверстие, которое не плотно прилегает к стержню вытяжной заклепки, должно быть просверлено для установки следующей заклепки большего диаметра.
В одном справочнике говорится, что если верхняя обшивка толще головки заклепки, ее можно утопить; кожа той же толщины, что и головка (потайной) заклепки, может быть потайной или с углублениями; кожа тоньше головы должна иметь ямочки.
Удаление заклепок панелей
Замена панелей требует терпения, навыков и правильных инструментов для удаления существующих заклепок без увеличения отверстий или деформации существующей несущей конструкции. При снятии заклепок унция профилактики стоит пары фунтов лечения.
Эти примеры иллюстрируют отступ и то, как расстояния отступа зависят от угла изгиба.
Возьмем два примера. В части 1 я писал, что Zenith Air поставляет вытяжные заклепки Cherry N-типа со своими комплектами. Это было неправильно; в нем используется алюминиевый корпус марки Avex, стальные заклепки тягового типа. Наиболее распространенный способ удаления этих заклепок — использовать пробойник, чтобы выбить стальной стержень обратно из корпуса кожуха, а затем использовать сверло того же размера (№ 30, № 40 и т. д.), чтобы просверлить отверстие для сверления. головка заклепки.
Sonex использует корпус из нержавеющей стали, заклепки Cherry N из нержавеющей стали. Процедура удаления этой заклепки заключается в использовании сверла HS того же размера, что и отверстие; скорость вращения должна быть низкой, пока вы оказываете среднее давление. Если сверло застревает и заклепка начинает вращаться, прекратите сверление и используйте пару боковых кусачек, чтобы удерживать головку и не дать ей вращаться. Возможно, вам придется отшлифовать часть губок плоскогубцев, чтобы получить хороший захват головки. Использование смазки, такой как смазочно-охлаждающая жидкость или скипидар, повышает эффективность сверл. Поэкспериментируйте с давлением и скоростью, пока не получите изогнутую металлическую ленту.
Изготовление новой панели
Если производитель комплекта не может поставить новую панель, можно изготовить замену. Если поврежденную панель можно согнуть почти до плоского состояния, ее можно использовать в качестве шаблона для вырезания отверстий и заклепок. Многие специалисты по обработке листового металла готовят шаблон для резки металла, используя тонкий картон, который укладывают на опорную конструкцию и обрезают по размеру. Этот картонный шаблон затем переносится на новый листовой металл. Несколько отверстий под заклепки можно найти на поврежденной (и теперь удаленной) обшивке. Соедините снятую и новую обшивку перед тем, как просверлить новую деталь. Если невозможно точно определить местонахождение каждого отверстия, можно использовать инструменты для дублирования отверстий (искателя). Эти инструменты позволяют строителю точно сверлить новые отверстия в новых панелях, определяя местонахождение отверстий в существующей конструкции. Их можно приобрести в магазинах авиационных инструментов.
Эти шаблоны из тонкого картона помогают определить, есть ли достаточный доступ как к положению, так и к заклепке заплаты, а также какой размер опорной пластины необходим для восстановления проектной прочности панели.
После сверления удалите заусенцы с каждого отверстия, при необходимости сделайте углубление и/или зенковку, очистите и покрасьте незащищенные части новых панелей и открытой конструкции, а перед заклепкой заклейте часть на месте.
Художественные и технические задачи, связанные с ремонтом листового металла, захватывают и вдохновляют. Хорошо выполненный ремонт или замена обшивки доставляет большое удовлетворение строителям/владельцам.
Стив Эллс — это то, что вы называете настоящим механиком, добросовестным A&P с разрешением на инспекцию. Бывший редактор журнала AOPA Pilot по Западному побережью и технический специалист Ассоциации пилотов Cessna, Эллс летал на самых разных самолетах. У него есть и гаечные ключи (много!) На классическом Piper Comanche. Но не держите это против него.
Заклепочная гайка заводского изготовления — KITPLANES
Войти
Добро пожаловать!Войти в свою учетную запись
ваше имя пользователя
ваш пароль
Забыли пароль?
Политика конфиденциальности
Регистрация
Добро пожаловать! Зарегистрируйте аккаунт
ваш адрес электронной почты
ваше имя пользователя
Пароль будет отправлен вам по электронной почте.
Политика конфиденциальности
Восстановление пароля
Восстановить пароль
ваша электронная почта
Поиск
Главная Журнал Shop Talk Магазинная заклепка-гайка
Глухие заклепочные гайки, также называемые заклепочными гайками, заклепочными гайками или вставными гайками, представляют собой разумный способ добавления резьбовых бобышек к тонкостенным конструкциям из листового металла или крепления резьбового узла крепления к композитной обшивке (последующее отверждение).
Саморезы в тонком стекловолокне со временем выламываются. Обратите внимание, что отверстие в левом верхнем углу намного больше, чем в правом нижнем. Гайки с вытяжными заклепками
доступны у большинства поставщиков запчастей для самолетов, включая Aircraft Spruce и Wicks Aircraft Supply (поиск «rivnuts»). Они доступны в двух вариантах исполнения (с зенковкой или с потайной головкой), различной длины и с тремя вариантами резьбы: 6-32, 8-32 и 10-32. Цены варьируются от 20 центов за штуку до доллара, в зависимости от стиля и размера. Вы также можете найти комплекты заклепок на Amazon и eBay. Они, как правило, предназначены для автомобильных приложений и обычно включают в себя сочетание метрических и SAE вставок.
Использование сверла для измерения диаметра отверстия под винт при ремонте заклепочной гайки.
Итак, со всеми этими поставщиками и выбором, зачем делать заклепки в домашней мастерской? Во-первых, потому что их легко сделать. Во-вторых, потому что доступные варианты могут быть не совсем тем, что вам нужно.
Хороший набросок всегда ускоряет работу цеха.
Обе причины проявились, когда мне нужно было починить изношенное резьбовое отверстие для одного из корневых обтекателей крыла на моем Jabiru. Первоначальный строитель прикрепил обтекатели с помощью саморезов типа NAS548, ввинченных в обшивку из стекловолокна. Обтекатели снимаются не реже одного раза в год — во время проверки состояния — для проверки болтов крепления крыла и топливопроводов. Вполне естественно, что с годами винты начали ослабевать в тонком стеклопластике. Спустя 10 лет я заменил все оригинальные винты № 6 на винты № 8. Во время последней проверки один из винтов № 8 начал ослабевать до такой степени, что потребовался винт № 10. Поскольку этот конкретный винт находился на уровне глаз, а размер винта №10 заметно превышал размеры окружающих винтов (по крайней мере, для меня), я решил установить заклепку-гайку 6-32 и навсегда покончить с проблемой раскручивания саморезов.
После облицовки торец засверлен (слева). Затем его просверлили на глубину ¾ дюйма сверлом №36 и нарезали резьбу на глубину 3/8 дюйма метчиком 6-32 (в центре). После нарезания резьбы следующим шагом было доведение хвостовика до диаметра 0,188 дюйма (справа). Обратите внимание, что конус с зенковкой был сформирован с помощью заплечика вставки. Заклепочная гайка была отрезана по краю конуса с помощью инструмента для разделения шириной 1/16 дюйма (слева). В резьбовой конец был вставлен небольшой шестигранный ключ, чтобы зацепить деталь. Если вы не поймаете его, вы можете потратить больше времени на поиски в лотке для чипсов, чем на его изготовление. С заклепочной гайкой, зажатой в 3/16-дюймовой цанге (в центре), расточенное отверстие было просверлено на ¼ дюйма глубиной с помощью сверла № 27 (0,144 дюйма). Цековка обеспечивает зазор для винта 6-32. Внимательное отношение к эскизу всегда должно приводить к точным результатам (справа). Заклепочные гайки можно вытягивать с помощью винта и гайки, как показано в этой последовательности, или с помощью специального инструмента. Плотно прилегающая плоская шайба между головкой заклепочной гайки и гайкой помогает удерживать заклепочную гайку от проворачивания и предотвращает повреждение головки заклепочной гайки при затягивании гайки.
При проверке размеров различных заклепочных гаек, доступных в Aircraft Spruce, диаметр головки всех вариантов 6-32 составлял от 5/16 до 3/8 дюйма. Я искал что-то поменьше с меньшей глубиной зенковки, потому что кожа на Jabiru очень тонкая. Для стандартной заклепочной гайки потребуется глубина зенковки, равная толщине стекловолокна, поэтому я решил попробовать изготовить заклепочную гайку по индивидуальному заказу.
Спонсор освещения авиашоу:
Три тестовых установки были изготовлены из алюминиевого листа толщиной 0,065 дюйма (слева). Это было выбрано потому, что оно было близко к той же толщине кожи Jabiru. Последовательно потребовалось шесть оборотов установочной гайки, чтобы выдавить и затянуть гайки тестовых заклепок (справа).
Проект оказался очень простым и интересным. Я начал с грубого наброска заклепочной гайки NAS 6-32, используя размеры, указанные на веб-сайте Aircraft Spruce. Затем я набросал изготовленную в магазине версию со сравнительно неглубокой зенковкой.
 Их можно применять вместе с металлической линейкой для того, чтобы быть уверенным в том, что линия ровная, но в целом конструкция позволяет точно и чётко проводить линию без отклонений.
Их можно применять вместе с металлической линейкой для того, чтобы быть уверенным в том, что линия ровная, но в целом конструкция позволяет точно и чётко проводить линию без отклонений.
 Такой набор подойдёт и для ремонтной мастерской, и для домашней работы. В него входят такие инструменты:
Такой набор подойдёт и для ремонтной мастерской, и для домашней работы. В него входят такие инструменты:

 Такие приспособления могут пробивать отверстия под шов в коже до 2-3, 5 или 6 мм и больше, в зависимости от модели.
Такие приспособления могут пробивать отверстия под шов в коже до 2-3, 5 или 6 мм и больше, в зависимости от модели. В нем я хотела бы показать, как легко и просто установить фурнитуру с помощью пресса. Когда я приобрела этот пресс, столкнулась с проблемой отсутствия информации, пособий по его использованию. Сколько же тогда фурнитуры я потратила, чтобы, наконец, разобраться. Если этот мастер-класс окажется для Вас полезным, я буду очень рада).
В нем я хотела бы показать, как легко и просто установить фурнитуру с помощью пресса. Когда я приобрела этот пресс, столкнулась с проблемой отсутствия информации, пособий по его использованию. Сколько же тогда фурнитуры я потратила, чтобы, наконец, разобраться. Если этот мастер-класс окажется для Вас полезным, я буду очень рада).


 Что если одежда требует срочной замены заклепки, но возможности отнести вещь в ремонт, у вас нет. Небольшой мастер-класс по замене кнопки в домашних условиях поможет справиться с проблемой самостоятельно.
Что если одежда требует срочной замены заклепки, но возможности отнести вещь в ремонт, у вас нет. Небольшой мастер-класс по замене кнопки в домашних условиях поможет справиться с проблемой самостоятельно.




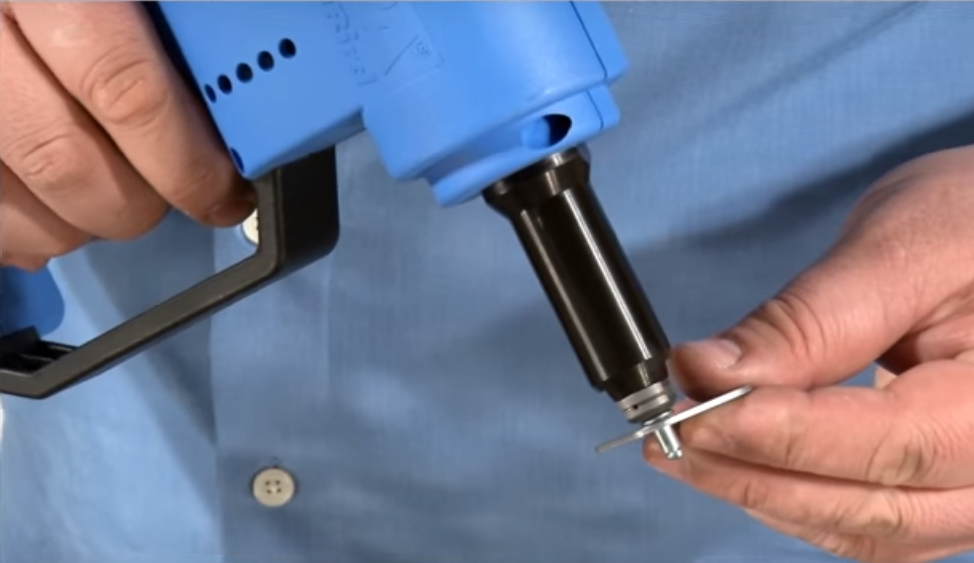 ./imad/inter03.jpg» align=»center»>
./imad/inter03.jpg» align=»center»>

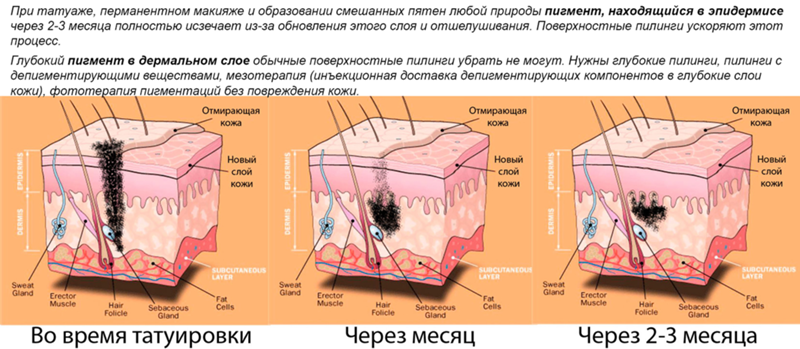 Для этого Вы должны протянуть центральную
Для этого Вы должны протянуть центральную

 Это — простой
Это — простой
 Рисунок 6 показывает группу девяти lamellae с дырками
Рисунок 6 показывает группу девяти lamellae с дырками
 Это — очень простой klibanion. Показанные В Византийских
Это — очень простой klibanion. Показанные В Византийских

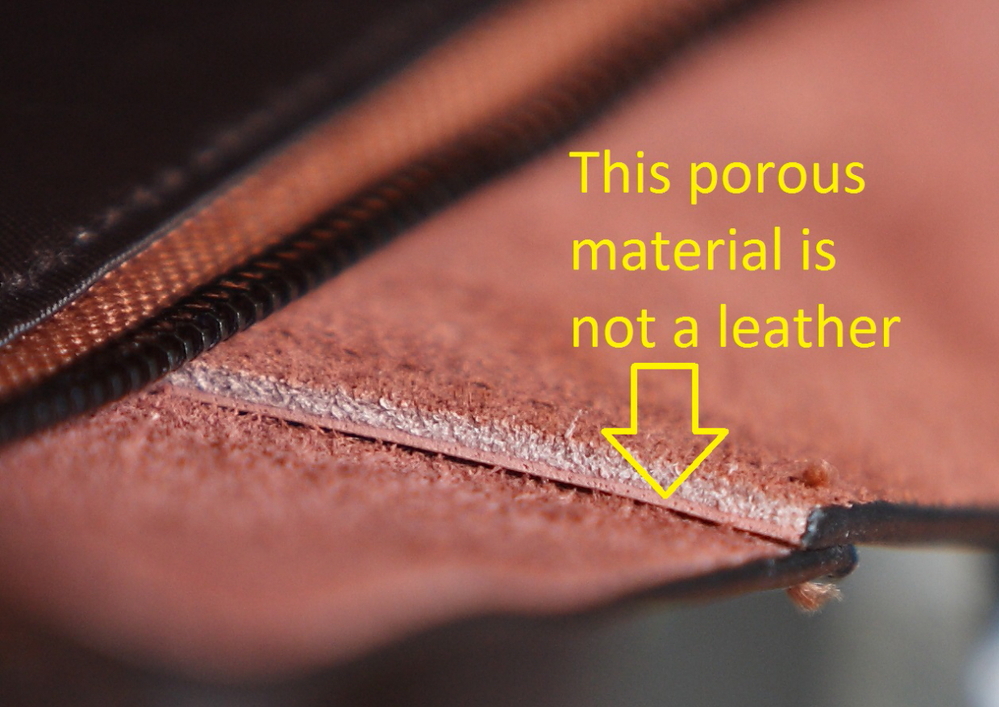
 Без финансовых по крайней мере. Только не нужно отговорок, вроде «я не умею». Все мастера-кожевники когда-то не умели. И кто, знает, не станете ли одним из них именно вы? Итак, давайте учиться! Сегодняшней темой нашего разговора будут простейшие способы плетения из кожи.
Без финансовых по крайней мере. Только не нужно отговорок, вроде «я не умею». Все мастера-кожевники когда-то не умели. И кто, знает, не станете ли одним из них именно вы? Итак, давайте учиться! Сегодняшней темой нашего разговора будут простейшие способы плетения из кожи. Потому сейчас останавливаться на тонкостях не станем.
Потому сейчас останавливаться на тонкостях не станем. Его одинаково хорошо видно на тёмной и светлой коже. С крашенной кожи его следы легко удаляются обычным канцелярским ластиком. Но помните, кожа растительного дубления и все сорта с минимальной обработкой для таких экспериментов категорически не пригодны, загрязнения с такой кожи удалить очень тяжело.
Его одинаково хорошо видно на тёмной и светлой коже. С крашенной кожи его следы легко удаляются обычным канцелярским ластиком. Но помните, кожа растительного дубления и все сорта с минимальной обработкой для таких экспериментов категорически не пригодны, загрязнения с такой кожи удалить очень тяжело. Кожу меньшей эластичности чуть смачивают водой и туго намотав на округлый предмет, например, на ручку шила, оставляют на несколько часов для выпрямления.
Кожу меньшей эластичности чуть смачивают водой и туго намотав на округлый предмет, например, на ручку шила, оставляют на несколько часов для выпрямления.
 И эта рукодельная техника точно так же используется при создании украшений, отделке одежды и аксессуаров, в интерьерном декоре и т.д. Здесь видна всё та же основа, по которой ведётся декор, и всё те же проложенные по ней декоративные швы. Особенность в том, что основой служит не ткань, а натуральная кожа. Проткнуть её иглой не так-то просто, потому и необходима предварительная перфорация.
И эта рукодельная техника точно так же используется при создании украшений, отделке одежды и аксессуаров, в интерьерном декоре и т.д. Здесь видна всё та же основа, по которой ведётся декор, и всё те же проложенные по ней декоративные швы. Особенность в том, что основой служит не ткань, а натуральная кожа. Проткнуть её иглой не так-то просто, потому и необходима предварительная перфорация.
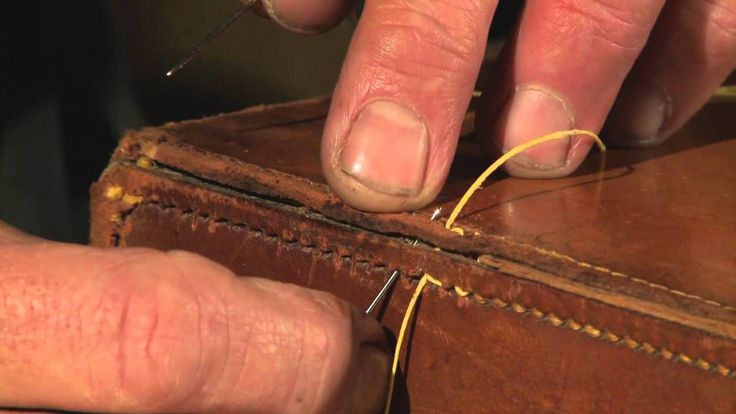 Затем шилом пробивают отверстия по намеченным точкам. А по отверстиям уже прокладывают декоративные швы.
Затем шилом пробивают отверстия по намеченным точкам. А по отверстиям уже прокладывают декоративные швы.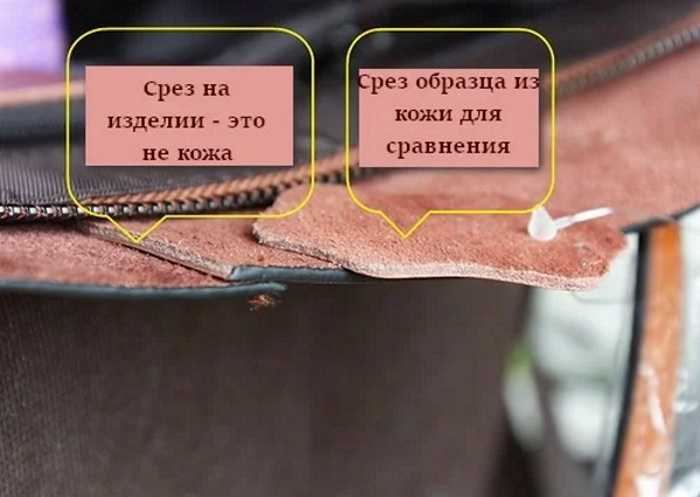
 Начинайте с самых простых рисунков кожаными стежками, а как только научитесь их аккуратно прокладывать, усложнения придут сами собой.
Начинайте с самых простых рисунков кожаными стежками, а как только научитесь их аккуратно прокладывать, усложнения придут сами собой. Косички эти становятся как самостоятельными изделиями: браслетами, ожерельями, поясами и т.д. Так и частью декора сложного изделия, объединяющего несколько материалов и техник работы с ними.
Косички эти становятся как самостоятельными изделиями: браслетами, ожерельями, поясами и т.д. Так и частью декора сложного изделия, объединяющего несколько материалов и техник работы с ними.

 А если косичка более плоская, то с помощью всё тех же ниток её сшивают, фиксируя плетение на конце привычными стежками после чего тоже используют концевик.
А если косичка более плоская, то с помощью всё тех же ниток её сшивают, фиксируя плетение на конце привычными стежками после чего тоже используют концевик. Таким способом изготавливаются браслеты, чокеры, ремни, плети, рукояти оружия и инструментов, отделка предметов быта и интерьера.
Таким способом изготавливаются браслеты, чокеры, ремни, плети, рукояти оружия и инструментов, отделка предметов быта и интерьера.
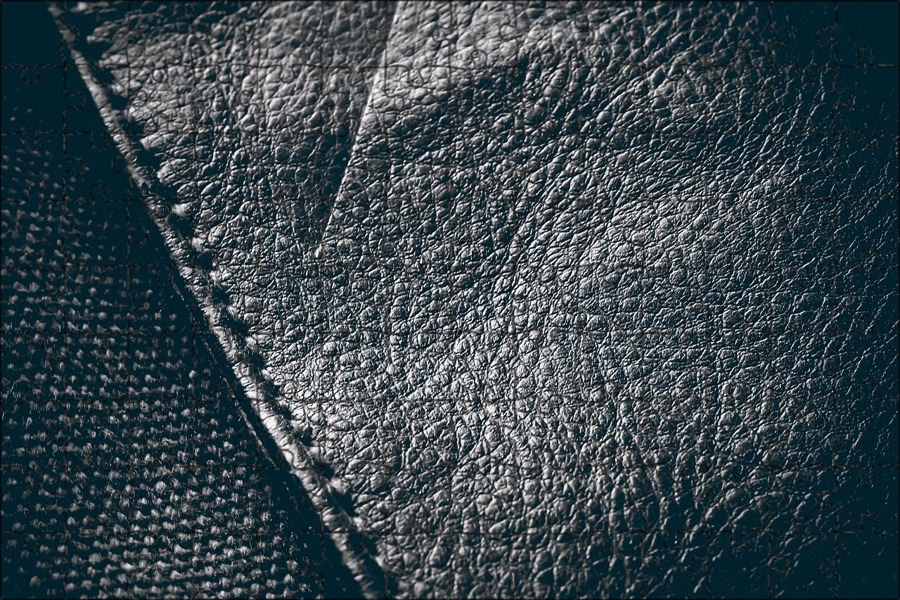

 Специалисты рекомендуют приобретать готовые наборы в специализированных магазинах.
Специалисты рекомендуют приобретать готовые наборы в специализированных магазинах.


 Однако, руководствуясь простыми советами и следуя инструкциям, любой человек может установить люверсы на брезентовый тент самостоятельно в домашних условиях.
Однако, руководствуясь простыми советами и следуя инструкциям, любой человек может установить люверсы на брезентовый тент самостоятельно в домашних условиях. Для скрепления металлических деталей используется несколько методов; они включают клепку, болтовое соединение, пайку и сварку. Используемый процесс должен производить соединение, которое будет столь же прочным, как и соединяемые части.
Для скрепления металлических деталей используется несколько методов; они включают клепку, болтовое соединение, пайку и сварку. Используемый процесс должен производить соединение, которое будет столь же прочным, как и соединяемые части. Вторая головка, формируемая либо вручную, либо с помощью пневматического оборудования, называется «цеховой головкой».
Вторая головка, формируемая либо вручную, либо с помощью пневматического оборудования, называется «цеховой головкой». Обозначение типа головки заклепки со сплошным стержнем, такой как универсальная головка, круглая головка, плоская головка, потайная головка и жаровня, зависит от формы поперечного сечения головки. Обозначение сплава и прочности указываются специальной маркировкой на головке заклепки.
Обозначение типа головки заклепки со сплошным стержнем, такой как универсальная головка, круглая головка, плоская головка, потайная головка и жаровня, зависит от формы поперечного сечения головки. Обозначение сплава и прочности указываются специальной маркировкой на головке заклепки.

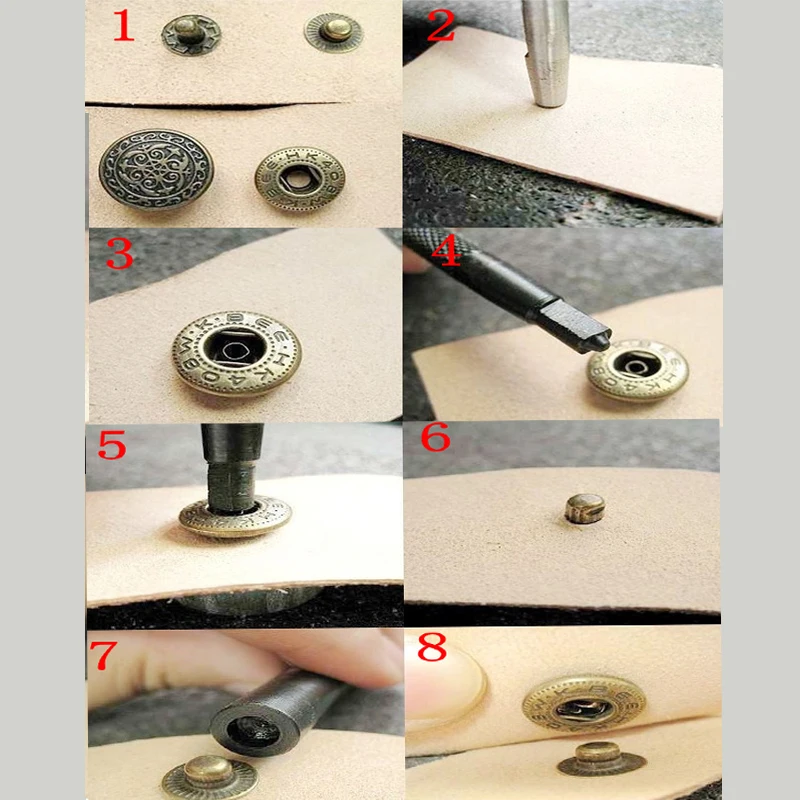 Для удобства обращения заклепки нагревают в лотке или проволочной корзине. Их закаливают в холодной воде (70°F) сразу после термической обработки.
Для удобства обращения заклепки нагревают в лотке или проволочной корзине. Их закаливают в холодной воде (70°F) сразу после термической обработки. Когда заклепки 2017-T подвергаются воздействию комнатной температуры в течение 1 часа и более, они должны подвергаться повторной термообработке. Это также относится к заклепкам 2024-T, подвергающимся воздействию комнатной температуры в течение периода, превышающего 10 минут.
Когда заклепки 2017-T подвергаются воздействию комнатной температуры в течение 1 часа и более, они должны подвергаться повторной термообработке. Это также относится к заклепкам 2024-T, подвергающимся воздействию комнатной температуры в течение периода, превышающего 10 минут.


 Он используется там, где требуется максимальная прочность и где нет достаточного зазора для использования заклепки с круглой головкой. Он редко, если вообще когда-либо, используется на внешних поверхностях. Заклепка с головкой жаровни имеет головку большого диаметра, что делает ее особенно пригодной для клепки тонкого листового материала (кожи). Заклепка с головкой жаровни оказывает лишь незначительное сопротивление воздушному потоку, и из-за этого фактора ее часто используют для клепки обшивки на внешних поверхностях, особенно на хвостовых частях фюзеляжа и хвостового оперения. Он используется для клепки тонких листов, подвергающихся воздействию вихревого потока. Также производится модифицированная заклепка с головкой жаровни; это просто жаровня уменьшенного диаметра.
Он используется там, где требуется максимальная прочность и где нет достаточного зазора для использования заклепки с круглой головкой. Он редко, если вообще когда-либо, используется на внешних поверхностях. Заклепка с головкой жаровни имеет головку большого диаметра, что делает ее особенно пригодной для клепки тонкого листового материала (кожи). Заклепка с головкой жаровни оказывает лишь незначительное сопротивление воздушному потоку, и из-за этого фактора ее часто используют для клепки обшивки на внешних поверхностях, особенно на хвостовых частях фюзеляжа и хвостового оперения. Он используется для клепки тонких листов, подвергающихся воздействию вихревого потока. Также производится модифицированная заклепка с головкой жаровни; это просто жаровня уменьшенного диаметра.


 Кроме того, при креплении многих неконструктивных деталей, таких как внутренняя отделка самолета, полы, противообледенительные сапоги и т.п., не требуется полной прочности заклепок с цельным стержнем. №
Кроме того, при креплении многих неконструктивных деталей, таких как внутренняя отделка самолета, полы, противообледенительные сапоги и т.п., не требуется полной прочности заклепок с цельным стержнем. №